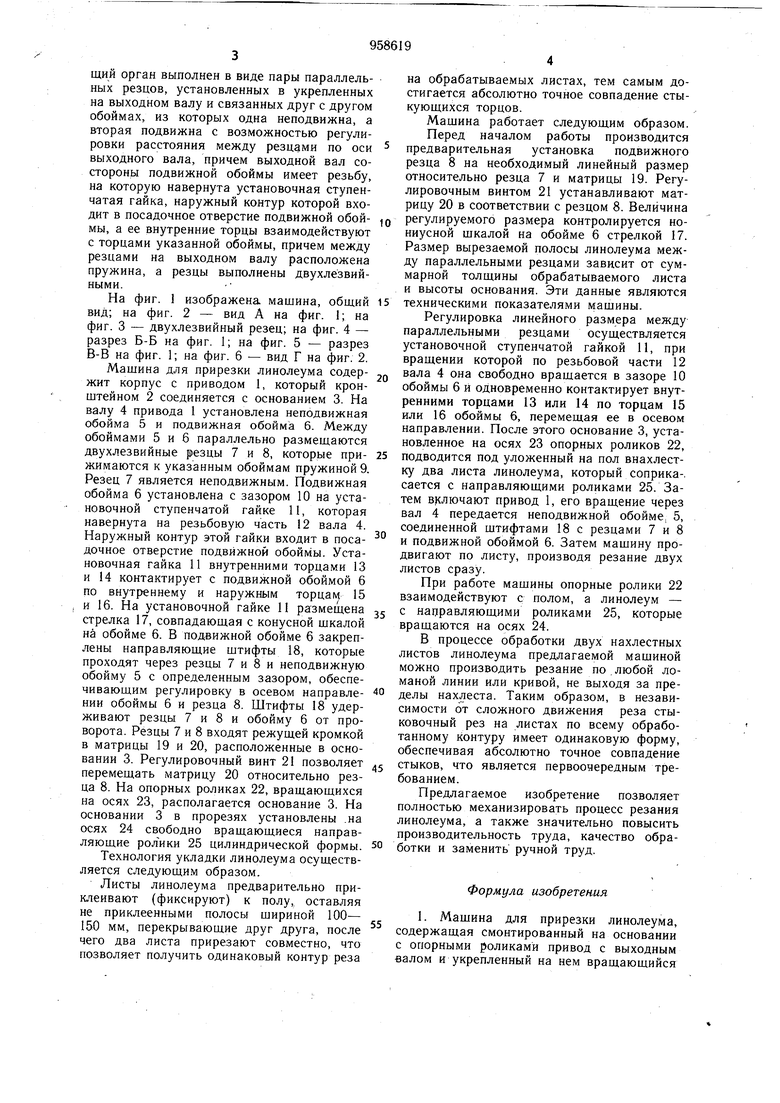
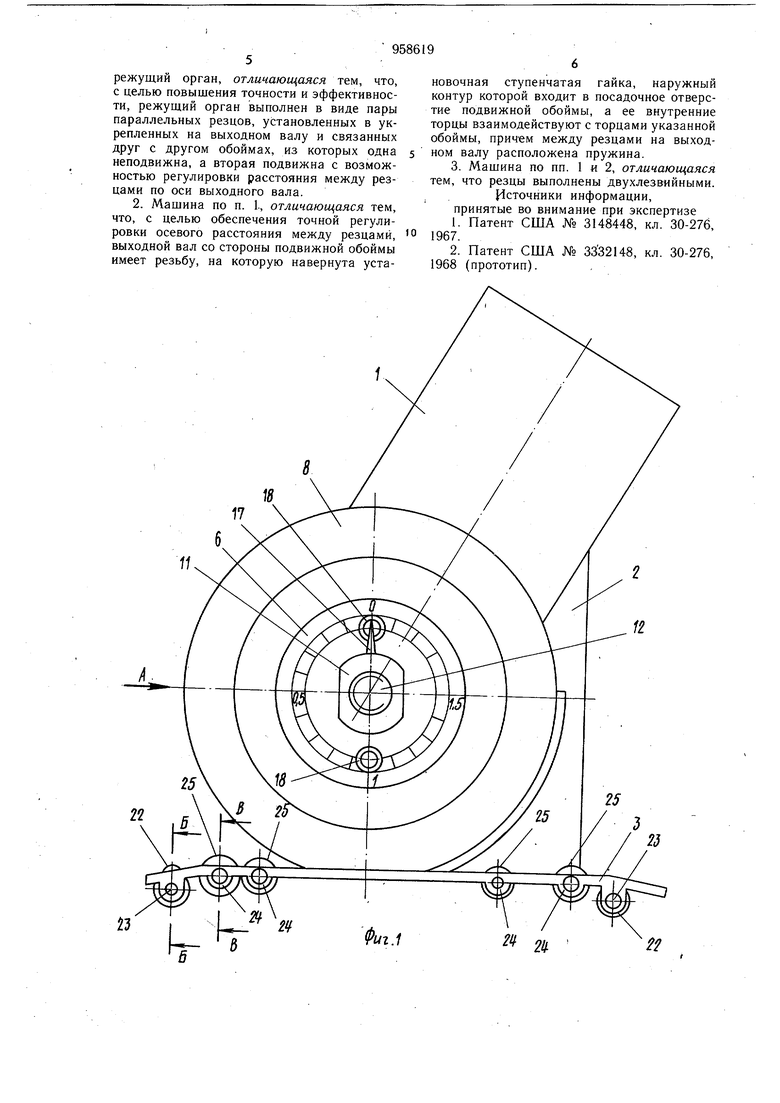
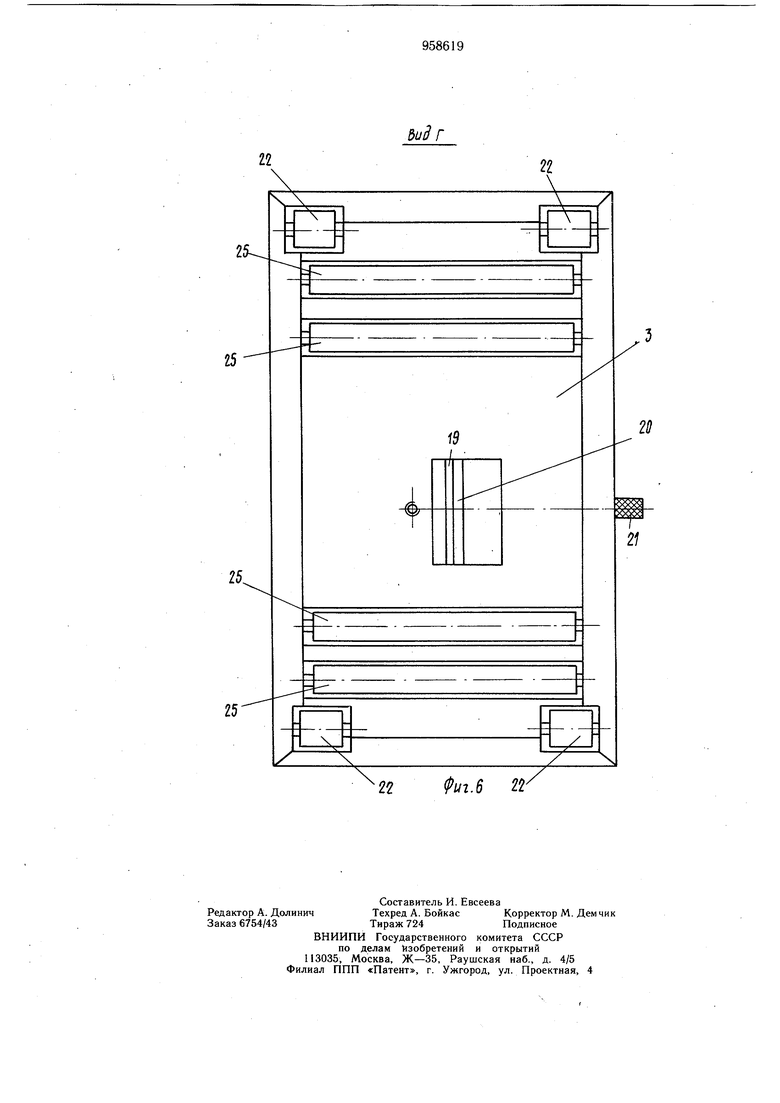
щий орган выполнен в виде пары параллельных резцов, установленных в укрепленных на выходном валу и связанных друг с другом обоймах, из которых одна неподвижна, а вторая подвижна с возможностью регулировки расстояния между резцами по оси выходного вала, причем выходной вал состороны подвижной обоймы имеет резьбу, на которую навернута установочная ступенчатая гайка, наружный контур которой входит в посадочное отверстие подвижной обоймы, а ее внутренние торцы взаимодействуют с торцами указанной обоймы, причем между резцами на выходном валу расположена пружина, а резцы выполнены двухлезвийными. На фиг. 1 изображена машина, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - двухлезвийный резец; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - вид Г на фиг. 2. Машина для прирезки линолеума содержит корпус с приводом 1, который кронштейном 2 соединяется с основанием 3. На валу 4 привода 1 установлена неподвижная обойма 5 и подвижная обойма 6. Между обоймами 5 и 6 параллельно размешаются двухлезвийные резцы 7 и 8, которые прижимаются к указанным обоймам пружиной 9. Резец 7 является неподвижным. Подвижная обойма 6 установлена с зазором 10 на установочной ступенчатой гайке 11, которая навернута на резьбовую часть 12 вала 4. Наружный контур этой гайки входит в посадочное отверстие подвижной обоймы. Установочная гайка 11 внутренними торцами 13 и 14 контактирует с подвижной обоймой 6 по внутреннему и наружным торцам 15 и 16. На установочной гайке 11 размещена стрелка 17, совпадающая с конусной шкалой на обойме 6. В подвижной обойме 6 закреплены направляющие штифты 18, которые проходят через резцы 7 и 8 и неподвижную обойму 5 с определенным зазором, обеспечивающим регулировку в осевом направлеНИИ обоймы 6 и резца 8. Штифты 18 удерживают резцы 7 и 8 и обойму 6 от проворота. Резцы 7 и 8 входят режущей кромкой в матрицы 19 и 20, расположенные в основании 3. Регулировочный винт 2 позволяет перемещать матрицу 20 относительно резца 8. На опорных роликах 22, вращающихся на осях 23, располагается основание 3. На основании 3 в прорезях установлены .на осях 24 свободно вращающиеся направляющие ролики 25 цилиндрической формы. Технология укладки линолеума осуществляется следующим образом. Листы линолеума предварительно приклеивают (фиксируют) к полу, оставляя не приклеенными полосы шириной 100- 150 мм, перекрывающие друг друга, после чего два листа прирезают совместно, что позволяет получить одинаковый контур реза на обрабатываемых листах, тем самым достигается абсолютно точное совпадение стыкующихся торцов. Мащина работает следующим образом. Перед началом работы производится предварительная установка подвижного резца 8 на необходимый линейный размер относительно резца 7 и матрицы 19. Регулировочным винтом 21 устанавливают матрицу 20 в соответствии с резцом 8. Величина регулируемого размера контролируется нониусной шкалой на обойме 6 стрелкой 17. Размер вырезаемой полосы линолеума между параллельными резцами завнсит от суммарной толщины обрабатываемого листа и высоты основания. Эти данные являются техническими показателями машины. Регулировка линейного размера между параллельными резцами осуществляется установочной ступенчатой гайкой 11, при вращении которой по резьбовой части 12 вала 4 она свободно вращается в зазоре 10 обоймы 6 и одновременно контактирует внутренними торцами 13 или 14 по торцам 15 или 16 обоймы 6, перемещая ее в осевом направлении. После этого основание 3, установленное на осях 23 опорных роликов 22, подводится под уложенный на пол внахлестку два листа линолеума, который соприка-, сается с направляющими роликами 25. Затем включают привод 1, его вращение через вал 4 передается неподвижной обойме 5, соединенной штифтами 18 с резцами 7 и 8 и подвижной обоймой 6. Затем машину продвигают по листу, производя резание двух листов сразу. При работе машины опорные ролики 22 взаимодействуют с полом, а линолеум - с направляющими роликами 25, которые вращаются на осях 24. В процессе обработки двух нахлестных листов линолеума предлагаемой машиной можно производить резание по.любой ломаной линии или кривой, не выходя за пределы нахлеста. Таким образом, в независимости от сложного движения реза стыковочный рез на листах по всему обработанному контуру имеет одинаковую форму, обеспечивая абсолютно точное совпадение стыков, что является первоочередным требованием. Предлагаемое изобретение позволяет полностью механизировать процесс резания линолеума, а также значительно повысить производительность труда, качество обработки и заменить ручной труд. Формула изобретения 1. Машина для прирезки линолеума, содержащая смонтированный на основании с опорными роликами привод с выходным валом и укрепленный на нем вращающийся
режущий орган, отличающаяся тем, что, с целью повышения точности и эффективности, режущий орган выполнен в виде пары параллельных резцов, установленных в укрепленных на выходном валу и связанных друг с другом обоймах, из которых одна неподвижна, а вторая подвижна с возможностью регулировки расстояния между резцами по оси выходного вала.
2. Мащина по п. 1, отличающаяся тем, что, с целью обеспечения точной регулировки осевого расстояния между резцами, выходной вал со стороны подвижной обоймы имеет резьбу, на которую навернута установочная ступенчатая гайка, наружный контур которой входит в посадочное отверстие подвижной обоймы, а ее внутренние торцы взаимодействуют с торцами указанной обоймы, причем между резцами на выходном валу расположена пружина.
3. Машина по пп. 1 и 2, отличающаяся тем, что резцы выполнены двухлезвийными. Источники информации,
принятые во внимание при экспертизе
1.Патент США № 3148448, кл. 30-276, 1967.
2.Патент США № 3332148, кл. 30-276, 1968 (прототип).
f8
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для прирезки линолеума | 1979 |
|
SU841965A1 |
| Машина для прирезки линолеума | 1982 |
|
SU1058774A2 |
| Машина для прирезки линолеума | 1979 |
|
SU887085A1 |
| Машина для прирезки линолеума | 1984 |
|
SU1178871A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЦЕНТРИРОВАНИЯ | 1969 |
|
SU245001A1 |
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| Способ получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер и устройство для его реализации с механизмом подачи и перемещения, включающим систему поджима, фрезерным блоком и фрезерным диском, включая способ перемещения форматной заготовки, а также способ фрезерования и раскроя | 2016 |
|
RU2648110C2 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| НИЖНЯЯ ОПОРА ВЕРТИКАЛЬНОГО ВАЛА ДЛЯ ЦЕНТРОБЕЖНОГО СЕПАРАТОРА | 1968 |
|
SU213478A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ НЕСООСНОСТИ ОТВЕРСТИЙ | 1972 |
|
SU333392A1 |
25
21
5
W7.5
