Предложение относится к приспособлениям для центрирования круглых заготовок и получения из них деталей с концентричными контурами и может быть использовано на штампах для вырубки деталей из круглых листовых заготовок, например, листов статора и ротора электродвигателей, в частности, на штампах, встраиваемых в автоматическую линию типа Grimar.
Известны приспособления для центрирования, содержащие две концентрично установленные обоймы и ролики, смонтированные во внутренней обойме и перекатывающиеся по криволинейным поверхностям, имеющимся на внутренней обойме и образующим клиновидные щели с центрируемой заготовкой при установке ее в отверстии обоймы. Перекатывание роликов происходит при относительном повороте обойм, осуществляемом вручную.
Предлагаемое приспособление позволяет центрировать круглые заготовки относительно оси щтампа, служащего для получения из этих заготовок деталей с концентричными контурами. Относительный поворот обойм в описываемом приспособлении производится при перемещении подвижной части штампа, с которой приспособление для центрирования кинематически связано.
подвижной части штампа, имеющей клиновидную поверхность и воздействующей этой поверхностью на подпружиненный ролик, закрепленный на внутренней обойме и поворачивающий ее относительно нарул ;ной. Наружйая обойма установлена на неподвижной части штампа с возможностью регулировки ее положения относительно оси штампа с помощью установочных элементов, например винтов.
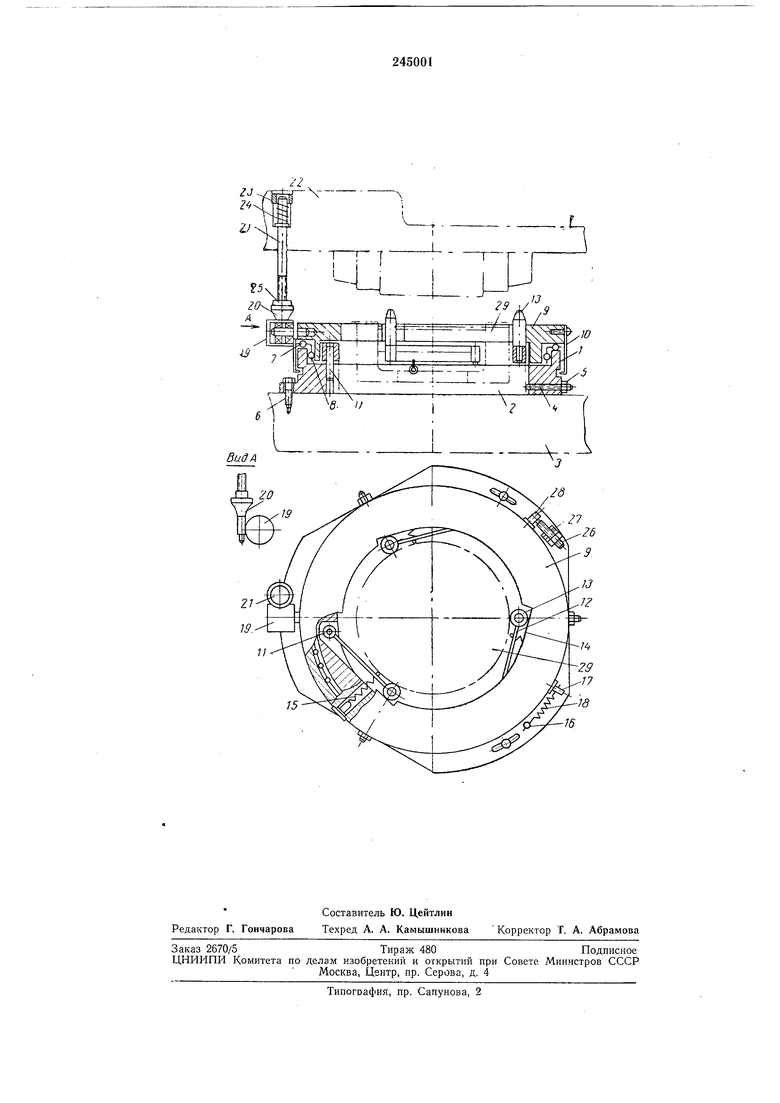
На чертеже изображено приспособление в двух проекциях и вид по стрелке Л.
Наружная обойма 1 установлена на матрице 2, закрепленной на нижней плите 3 штампа. Положение обоймы на матрице штампа регулируют с помощью установочных винтов 4, упирающихся в боковую поверхность матрицы. Гайками 5 фиксируют положение винтов 4, а винтами 6 закрепляют обойму на матрице.
В наружную обойму / вставляют с натягом сепаратор 7 с щариками 8 и внутреннюю обойму Я к которой крепят кожух 10. В наружной обойме / смонтированы сопряженные с ней по скользящей посадке три оси 11, на которых закреплены серьги 12, несущие ролики 13.
Наружная 1 и внутренняя 9 обоймы связаны между собой с помощью шпнльки 16, расположенной в наружной обойме, ушка 17, закрепленного во внутренней обойме, и нружины 18. Пружина поворачивает внутреннюю обойму по часовой стрелке, и установленный на ней ролик 19 прижимается к клиновой поверхности 20 тяги 21, закрепленной в верхней плите 22 штампа. Высота расположения клиновой поверхности и величина усилий, возникаюш;их при взаимодействии ее с роликом /Я регулируются с помощью гайки 23 и пружины 24. Гайка 25 фиксирует положение тяги 21.
Величина зазора, необходимого для установки заготовок в штамп, регулируется винтом 26, ввернутым в стойку 27, расположенную в обойме 1, и упирающимся в упор 28, запрессованный во внутренней обойме 9.
Настройку приспособления производят, устанавливая наружную обойму / на нижнюю плиту штампа так, чтобы в полость обоймы входила матрица. Затем монтируют тягу 21 и вплотную к клиновой поверхности 20 подводят ролик 19. Далее в отверстие матрицы вводят установочный ступенчатый диск 29, нижняя ступень которого входит с натягом в отверстие матрицы, а диаметр верхней ступени равен диаметру штампуемой заготовки. К верхней ступени диска вплотную подводят ролик 13, поворачивая с этой целью по часовой стрелке до отказа наружную обойму 1 и закрепляя ее
в таком полом ении винтами 6. Пружина 24 поднимает тягу 21 в верхнее положение, а установочный диск 29 извлекают из матрицы. После этого положение тяги 21 и регулироночного винта 26 отлаживают пробными штамповками. Необходимую концентричность контуров деталей получают с помощью установочных винтов 4.
Предмет изобретения
Приспособление для центрирования круглых заготовок, содержащее две концентрично установленные обоймы и ролики, смонтированные во внутренней обойме и перекатывающиеся при относительном повороте обойм по криволинейным поверхностям, имеющимся на внутренней обойме и образующим клиновидные щели с центрируемой заготовкой при
установке ее в отверстии обоймы, отличающееся тем, что, с целью получения концентричного .контура деталей при обработке круглых заготовок на штампе, оно снабжено тягой, закрепленной на подвижной части штампа, воздействующей клиновидной поверхностью на подпружиненный ролик, дополнительно закрепленный на внутренней обойме и поворачивающий ее относительно наружной, расположенной на неподвижной части штампа с возможностью регулировки ее положения относительно оси щтампа.
ZJ -.
75
16
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп Клещева Н.А.для радиального выдавливания зубчатых деталей | 1986 |
|
SU1397143A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1972 |
|
SU340481A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |