Группа изобретений относится к деревообрабатывающей, мебельной и другим отраслям промышленности и, в частности, к изготовлению пружинных ламелей в виде гнутых фанерных реек, пластин и т.д. из форматных заготовок, с получением обработанных под заданный профиль боковыми ребрами.
1.1. Известен способ получения пружинных ламелей, включающий получение из гнуто-клеенного листа щитовой заготовки путем четырехсторонней обрезки гнуто-клеенного листа под размеры в виде форматной заготовки, определяющие длину ламелей и их количество, роспуск форматной заготовки на пружинные ламели с одновременным профилированием их ребер. При этом позиционирование пильных валов, оси вращения которых, расположены в горизонтальной плоскости, осуществляется при помощи электронного цифрового указателя положения, а поперечная регулировка расположения нижнего вала относительно верхнего с установленным на них инструментом осуществляется при помощи качалки главного подшипника. См. рекламный проспект "PauL" Maschinenfabrik GmbH& Co. KG на сайте: www.paul.eu. Однако получение форматной заготовки с четырехсторонней обрезкой гнуто-клеенного щита под размеры форматной заготовки предполагает наличие двух станков на линии форматирования, при этом вторая линия форматирования удлиняется. Все это занимает большие площади и имеет дополнительный набор сложного оборудования.
1.2. Известен, принятый за прототип, способ изготовления пружинных ламелей, включающий получение из гнуто-клеенного щита форматных заготовок путем обрезки гнуто-клеенного щита под размеры, определяющие длину ламелей и роспуск форматной заготовки на пружинные ламели с одновременным профилированием их ребер. При этом обрезку гнуто-клеенного щита под размеры осуществляют одновременно для двух идентичных форматных заготовок вдоль трех параллельных прямых образующих, расстояние между которыми определяет длину ламелей. Роспуск таких форматных заготовок на пружинные ламели с одновременным профилированием их ребер производят совместно с обрезкой в размер двух крайних ламелей со стороны периметра с одновременным профилированием их ребер при помощи, например, станка марки K34G-OUR фирмы "PauL" Maschinenfabrik GmbH& Co. KG. См. описание патента RU №2563674 опубл. 20.09.2015. Хотя роспуск с необрезанными концами по кривой образующей возможен, но при условии его переналадки.
2.1. Известно устройство для получения пружинных ламелей из форматной заготовки с использованием многопильного станка для получения из форматной заготовки планок и станка для двусторонней торцевой обработки планок с получением готового закругленного профиля ребер, которое состоит из двух устройств. Первое устройство состоит из станины, механизма перемещения форматной заготовки, блока пил с регулировкой расстояния между ними, ось вращения которого расположена в горизонтальной плоскости. Второе устройство состоит из стола подачи с боковыми ограничителями, между которыми располагаются планки, механизма перемещения и двухшпиндельный механизм обработки планок с фрезами соответствующего профиля. См. рекламный проспект Javor stroji d.o.o. Pivka на сайте: данный способ реализуется большим количеством сложного оборудования и не предполагает получение одновременно ламелей разного формата. Использование двух устройств и поштучная двусторонняя торцевая обработка планок с получением готового закругленного профиля кроме совокупной металлоемкости этого оборудования является нерентабельным и нерациональным, ведет к значительному повышению трудозатрат на их изготовление, использование, обслуживание и повышению себестоимости получения пружинных ламелей.
2.2. Известно, принятое за прототип, устройство для получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер состоящего из закрытого корпуса с боковыми окнами, расположенными сверху под углом и боковыми крышками под ними. Механизм подачи и перемещения на основе карданного вала для вращающихся и прижимных направляющих в виде вальцов. Направляющие состоят из двадцати, расположенных в два ряда по десять вальцов, между которыми перемещается форматная заготовка. Два фрезерных блока разнесенных между собой на 525 мм с подшипниковыми опорами на концах установлены в разных горизонтальных плоскостях с возможностью поперечной регулировки нижнего фрезерного блока при помощи гидроцилиндра. Данное устройство типа «K34G-OUR» включает хотя бы один вставной стол, а для подачи в устройство форматной заготовки, обрезанной по периметру необходимо иметь приставной стол, подстроенный под высоту расположения первой пары вальцов. См. рекламный проспект "PauL" Maschinenfabrik GmbH& Co. KG на сайте: www.paul.eu. По сравнению с аналогом данное устройство позволяет получить пружинные ламели из форматной заготовки с одновременным получением готового закругленного профиля ребер. Однако форматная заготовка должна быть отформатированной с четырех сторон по периметру и если, например, она не отформатирована с двух сторон по образующей, совпадающей с частью окружности, а отформатирована только с двух сторон по образующей, являющейся прямой, вращающейся по радиусу, то она не может быть разделана этим устройством. Простое обслуживание обеспечивается за счет дорогостоящего электронно-цифрового оборудования с пультом управления, а поперечная регулировка расположения нижнего вала фрезерного блока относительно верхнего осуществляется при помощи качалки главного подшипника. Имеет габариты по длине и ширине соответственно 2384×2240. Это без учета длины приставочного оборудования перед устройством для подачи форматной заготовки. Механизм подачи и перемещения на основе карданного вала для подающих вальцов из двадцати, расположенных в два ряда по десять вальцов, между которыми перемещается форматная заготовка, является сложным и громоздким. Использование гидравлического цилиндра предполагает подключение устройства к гидросистеме.
3.1. Известен механизм подачи и перемещения, состоящий из привода с ведущей звездочкой на конце выступающего вала привода. Ведущая звездочка цепной передачей связана с двумя ведомыми звездочками, расположенными с одной из сторон, двух крайних прижимных валов. Каждый прижимной вал вращается в опорах, установленных сверху с двух сторон вала на двух параллельных кронштейнах. Для натяжения цепи предназначена звездочка натяга на рычаге натяга. Кронштейны установлены на нижних перекладинах. Все три ведущих вала вращаются вместе с тремя парами ведущих роликов, расположенных у опор. Над тремя парами ведущих роликов расположены три пары прижимных роликов. Сами прижимные ролики установлены на двух парах с каждой стороны Т-образных рычагов, расположенных стойкой вверх, а каждая перекладина Т-образных рычагов своими свободными концами совмещена с осью вращения смежной пары прижимных роликов по ходу движения гнуто-листового материала. Оси прижимных роликов расположены сверху ведущих роликов на одной вертикальной линии в вертикальной плоскости симметрии каркаса, образуя пару перемещения при их вращении. Таким образом, при перемещении гнуто-листового материала на роликах поддержки до первой передней пары перемещения, он одновременно перемещается по трем направляющим, две крайние из которых расположены вдоль двух прямых, образующих цилиндрическую плоскость. При этом ролики поддержки аналогичны ведущим роликам и вращаются за счет перемещения гнуто-листового материала по внешнему диаметру его обода. См. описание патента RU №2563674 опубл. 20.09.2015, фиг. 3 и 4. Хотя этот механизм подачи и перемещения форматной заготовки прост и предполагает простые механизмы его реализации, он не может быть применен для разделки по кривым образующим, по которым идет разделка для получения ламелей.
3.2. Известен, принятый за прототип, механизм подачи и перемещения форматной заготовки, состоящий из мотор-редуктора, двадцати вращающихся и прижимных направляющих в виде вальцов расположенных по радиусу изгиба 3-9 метров. Из них десять расположены сверху с выгнутой стороны форматной заготовки, а другие десять снизу с вогнутой стороны форматной заготовки. При этом восемь из десяти роликов каждого ряда расположены попарно. Вальцы представляют собой валы с законцовками под установку их в подшипниковые опоры с двух сторон. При этом подающие вальцы осуществляют вращение за счет сверхпрочных двойных цепей с системой натяжения. Вальцы, расположенные сверху имеют возможность вертикального перемещения. См. рекламный проспект "PauL" Maschinenfabrik GmbH& Co. KG на сайте: www.paul.eu. Устройство типа «K34G-OUR». Данное устройство применяется для подачи и перемещения форматной заготовки с разделкой по кривым образующим с получением ламелей. Однако, рассматриваемый механизм подачи и перемещения включает два ряда по десять вальцов, между которыми перемещается форматная заготовка. Два фрезерных блока разнесенные между собой на 525 мм значительно удлиняют путь перемещения форматной заготовки, что влияет на общие габариты устройства. Простое обслуживание обеспечивается за счет дорогостоящего электронно-цифрового оборудования с пультом управления.
4.1. Известна система поджима в виде прижимного устройства к деревообрабатывающему станку, включающая корпус, на котором установлен вращающийся подпружиненный рычаг с прижимным роликом. С рычагом жестко связан упор с пазами, в которые входит толкатель со сферическими шайбами, причем толкатель перемещается маховичком установленным на корпусе. См. описание к авторскому свидетельству SU №1818220 с приоритетом от 01.04.91,опубл. 30.05.93. Бюл. №20. Однако данная система поджима имеет недостатки, к которым относится изменение усилий прижима от толщины заготовки. Кроме того устройство малонадежно и сложно по конструкции, не полностью обеспечивает безопасность при работе. Имеет корпус, из-за которого она не может применяться, например, в вертикальном положении.
4.2. Известна, принятая за прототип, система поджима, включающая двуплечий подпружиненный рычаг с регулировкой его положения в виде болта и прижимом, ось вращения которого перпендикулярна рычагу, а плечи рычага имеют разную длину и расположены под углом 135° друг к другу и вместе их соединения имеет ограничитель вращения. Конец короткого плеча опирается на пружину, расположенную перпендикулярно относительно горизонтальной плоскости его установки. Рычаг установлен шарнирным соединением с основанием в горизонтальной плоскости. С противоположной стороны размещения пружины длинная часть рычага винтовой парой соединена с опорой винта на основании шарнирного соединения. См. описание патента RU №2004419 опубл. 15.12.93. Данное устройство более надежно, имеет простую конструкцию, но не обладает большей возможностью в системе многонаправленной регулировки по всем координатам прижима и при этом применимо только для горизонтального перемещения форматной заготовки.
5.1. Известен фрезерный блок, который состоит из набора съемных двурезцовых элементарных фрез, установленных на полом валу, расположенном между концевым ведомым валом и концевым ведущим валом. Концы вала установлены в подшипниковые опоры с двумя подшипниками качения, один из которых ведущий и через муфту соединен с приводом. См. описание патента RU №2480328 с приоритетом от 30.12.10 (см. фиг. 9, 10). Однако они могут делать разрез форматной заготовки, если они будут установлены через вальцы в виде втулок, ширина которых будет соответствовать ширине ламелей. Но он не обеспечивает получение ламелей закругленного профиля ребер.
5.2. Известен, принятый за прототип, фрезерный блок, состоящий из горизонтально расположенного полого вала, концы которого установлены в подшипниковые опоры, размещенные на боковых стенках выдвигающейся части корпуса и вращающейся посредством многоходового электрошпинделя. На вал установлены попеременно фрезерные диски с втулками между ними. При этом настройка высоты пильного вала, а значить и фрезерного блока осуществляется с помощью гидравлического цилиндра. См. "PauL" Maschinenfabrik GmbH& Co. KG на сайте: www.paul.eu. Устройство типа «K34G-OUR». Хотя они могут производить раскрой форматной заготовки с получением ламелей готового закругленного профиля ребер, но т.к. оси вращения этих двух фрезерных блоков разнесены между собой на расстояние равное более полуметра, то удлиняется путь прохождения форматной заготовки на это расстояние и, соответственно, время фрезерования и раскроя. А это приводит к увеличению энергетических затрат, металлоемкости и габаритов устройства в целом. Кроме этого и поэтому требуется дополнительное электронное оборудование для соответствия установки фрезерных блоков.
6.1. Известен фрезерный диск в виде двух резцовой элементарной фрезы, состоящий из листа инструментальной стали с осевым центральным отверстием и двумя выступами реза, расположенными по окружности через 180 в виде двух выступов с заостренными углами выступов реза, обращенных в сторону разделки. См. описание к авторскому свидетельству SU №1507566, опубликованное 15.09.89, бюл. №34. Наличие режущей части с угловым профилем требует изменить ее форму, а именно прямые линии угла режущей части сделать вогнутыми по радиусу. Но если даже осуществить эту доработку, все равно есть другие существенные недостатки. Например, скорость вращения три тысячи оборотов в минуту существенно повлияет на разбалансировку при наличии имеющихся у этой конструкции двух, расположенных по окружности в одной ее четверти отверстий. Заточка такого фрезерного диска уменьшает диаметр расположения режущих кромок и потребуется дополнительная настройка системы после каждой заточки. Да и снятие самого фрезерного диска для заточки предполагает снятие фрезерного блока и его разборку. Все это усложняет, удлиняет процесс подготовки и обслуживания производственного Процесса по изготовлению ламелей и удорожанию самого процесса их производства.
6.2. Известен, принятый за прототип, фрезерный диск, который выполнен из инструментальной стали с осевым центральным отверстием и множеством выступов реза, выполненных заодно с режущей кромкой образующих режущую часть. При этом режущие кромки расположены равномерно по окружности и выполнены с симметричными радиусами в четверть окружности по внешней стороне режущих кромок с образованием площадки посередине. При этом диск с каждой стороны имеет по две симметричные параллельные плоскости разной высоты, и имеет ступенчатый вид в поперечном сечении, образуя двухстороннее утолщение в месте его насадки на вал и утолщение выступов реза, которое меньше утолщения насадки. См. "PauL" Maschinenfabrik GmbH& Co. KG рис. 5 на сайте: www.paul.eu. Устройство типа «K34G-OUR». Следует отметить, что в отличие от аналога данная конструкция имеет режущие части с профилем, соответствующим закругленному профилю ребер ламелей и отсутствуют прямые дисбалансирующие элементы в его конструкции. Но вопрос заточки такого фрезерного диска имеет те же отрицательные моменты, хотя частота заточки, в случае применения пластин твердого сплава значительно уменьшается, но сама заточка усложняется. Дополнительная настройка системы после каждой заточки, снятие самого фрезерного диска для заточки предполагает снятие фрезерного блока и его разборку усложняет, удлиняет процесс подготовки и обслуживания производственного процесса по изготовлению ламелей и удорожанию самого процесса их производства. В данном случае усложняет конструкцию устройства изготовления ламелей.
7.1. Известен способ перемещения форматной заготовки, когда форматная заготовка располагается вогнутой поверхностью на трех прямых направляющих, совпадающих с прямыми, образующими эту поверхность и расположенными под углом по радиусу вогнутой поверхности и перемещается по ним под действием внешней силы до попадания ее между двух пар роликов. См. описание патента RU №2563674 опубл. 20.09.2015. Хотя этот способ перемещения форматной заготовки прост и предполагает простые механизмы его реализации, однако он не может быть применен для разделки по кривым образующим, по которым идет фрезерование и разделка форматной заготовки на ламели.
7.2. Известен, принятый за прототип, способ перемещения форматной заготовки, когда подача осуществляется путем перемещения ее в горизонтальном направлении с расположением вогнутой поверхностью между вращающимися и прижимными направляющими в виде роликов, оси вращения которых, расположены параллельно прямым, образующим эту поверхность. При этом эти оси вращения нижних роликов по пути движения форматной заготовки распределены по радиусу ее вогнутой поверхности, а форматная заготовка предварительно располагается подающим передним торцем на уровне высоты просвета подачи, ширина которого составляет от 800 до 1200 мм. После установки передней части на первый вращающийся ролик за счет внешних усилий форматная заготовка продвигается до попадания ее на второй и третий вращающиеся нижние ролики, после чего опускаются три первых верхних ролика и форматная заготовка перемещается далее со скоростью, задаваемой механизмом перемещения и поступает в зону реза первого фрезерного блока. При прохождении первого фрезерного блока происходит обработка выгнутой поверхности на половину толщины форматной заготовки при встречном направлении вращения фрезерного блока. Далее форматная заготовка перемещается ко второму фрезерному блоку по еще четырем нижним роликам и трем опустившимся верхним роликам, попадая на вставной стол, где происходит обработка ее со стороны вогнутой поверхности на вторую половину ее толщины при встречном направлении вращения фрезерного блока. Далее готовые ламели перемещаются за пределы устройства при помощи трех нижних вращающихся роликов и четырех прижимных верхних роликов. См. рекламный проспект "PauL" Maschinenfabrik GmbH& Co. KG на сайте: www.paul.eu. Устройство типа «K34G-OUR». Данный способ перемещения форматной заготовки может быть применен для разделки по кривым образующим, по которым идет разделка для получения ламелей. Однако реализация такого способа обеспечивается сложной системой регулирования его и требует сложного и громоздкого оборудования. Перемещение форматной заготовки от одного фрезерного блока до второго фрезерного блока является длительным и увеличивает холостой ход ее движения, а система подъема и прижима верхних роликов требует дополнительных энергетических затрат.
8.1. Известен способ обработки древесной заготовки фрезерованием, при котором обрабатываемая деталь движется, а режущий инструмент, вращаясь, стоит на одном месте. При этом касательная вектора вращения режущего инструмента в момент начала реза противоположно направлению движения обрабатываемой детали, а при окончании реза касательная вектора вращения режущего инструмента находится под острым углом по направлению движения обрабатываемой детали. См. Энциклопедический справочник. Машиностроение. Раздел четвертый, «Конструирование машин» том 9, М, ГНТИ Машиностроительной литературы, 1949, стр. 679, фиг. 10. В этом случае в процессе резания стружка попадает на поверхность поступающей обрабатываемой детали перед режущим инструментом и необходимо устройство по удалению стружки с обрабатываемой поверхности, чтобы она не мешала при обработке детали. Как правило, это мощные отсасывающие приспособления. Этот процесс обработки древесной заготовки применим только для получения гладких поверхностей, расположенных в горизонтальной плоскости и не может быть использован для роспуска заготовок на отдельные части.
8.2. Известен, принятый за прототип, способ фрезерования и раскроя, при котором производится двустороннее фрезерование движущейся форматной заготовки, а режущий инструмент в виде двух фрезерных дисков разнесенных между собой по радиусу форматной заготовки на угол более 30° и, вращаясь в сторону направления подачи, стоят на одном месте. При этом вначале производится рез со стороны выгнутой поверхности на половину ее толщины, а затем со стороны вогнутой поверхности на вторую половину. Оси вращения фрезерных дисков расположены параллельно горизонтальной плоскости и прямых образующих вогнутой и выгнутой поверхности форматной заготовки. См. рекламный проспект "PauL" Maschinenfabrik GmbH& Co. KG на сайте: www.paul.eu. Устройство типа «K34G-OUR». Этот способ позволяет фрезерованием производить раскрой форматных заготовок на отдельные ламели с получением ребер определенной формы. Однако реализация такого способа обеспечивается сложной системой регулирования его и требует сложного и громоздкого оборудования. Первоначальный раскрой форматной заготовки по выпуклой поверхности и окончательный раскрой со стороны вогнутой поверхности увеличивает процесс фрезерования и раскроя, и требует дополнительных энергетических затрат для его реализации.
Задачей группы изобретений является поучение менее сложного, громоздкого и затратного процесса изготовления ламелей.
Технический результат группы изобретений заключается в повышении надежности устройства, что в итоге сказывается на снижении себестоимости получения конечного продукта. Снизить металлоемкость применяемых устройств. Упростить обслуживание. Снизить количество подготовительных операций при изготовлении ламелей. Повысить компактность. Исключить использование дополнительного оборудования при подготовке форматной заготовки к получению ламелей, а также исключить использование сложного оборудования, например, гидравлических систем при создании нового оборудования для процесса изготовления ламелей. Повысить ремонтноспособность.
Поставленная цель достигается тем, что способ получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер, включающий установку форматной заготовки с последующей разделкой ее на ламели. При этом установку форматной заготовки осуществляют в вертикальном положении над поверхностью плоской направляющей параллельной плоскости стола, прислоняя ее выгнутую поверхность к пластинам двух вертикальных направляющих и продвижение ее с поджатием к ним внешнего диаметра прижимного подшипника механизма поджатая до касания первого торца с роликом вертикальной вращающейся направляющей и дальнейшее ее перемещение механизмом подачи и перемещения между прижимными роликами фрезерных блоков с одновременным попутным фрезерованием ее сначала с выгнутой стороны и затем с вогнутой стороны фрезерными дисками фрезерных блоков и дальнейшим перемещением разделанной на ламели части форматной заготовки между тремя роликами вертикальных вращающихся направляющих, расположенных за фрезерными блоками, с удалением готовых ламелей после прохождения первой из них, при этом установку форматной заготовки в вертикальном положении над поверхностью плоской направляющей производят при вертикальном положении обработанных торцов форматной заготовки к плоской направляющей.
Поставленная цель достигается тем, что устройство для получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер, состоящее из механизма подачи и перемещения с вращающимися и прижимными направляющими, мотор-редуктора с цепной передачей, двух фрезерных блоков с приводами. При этом механизм подачи и перемещения с вращающимися и прижимными направляющими, фрезерные блоки расположены на столе, закрытым снизу по периметру и выполненным в виде прямоугольной плоской пластины, над которым сверху на определенной высоте и параллельно ему установлена со стороны поступления форматной заготовки плоская направляющая, выполненная в виде треугольной пластины с фигурным выступом при вершине острого угла, при этом фрезерные блоки, вращающиеся и прижимные направляющие установлены на столе вертикально в подшипниковых опорах с возможностью их перемещения, относительно проекции перемещения форматной заготовки в горизонтальной плоскости стола, причем вращающиеся направляющие распределены вдоль проекции перемещения форматной заготовки, при этом первая и третья вращающиеся направляющие по ходу перемещения форматной заготовки расположены со стороны проекции с радиусом равным R+S, а третья и четвертая расположены со стороны проекции с радиусом равным R, при этом между первой и второй вращающимися направляющими с разных сторон этой проекции расположены фрезерные блоки, оси вращения которых расположены в одной вертикальной плоскости под углом в сторону перемещения форматной заготовки и с расстоянием между их прижимными роликами соответствующим толщине форматной, оно также снабжено системой поджима, обеспечивающей прижатие форматной заготовки к двум вертикальным направляющим, расположенным перед первой вращающейся направляющей и пластин, которые расположены под углом в сторону перемещения форматной заготовки над плоскостью плоской направляющей, а приводы фрезерных блоков с установочными рычагами и мотор-редуктор с системой натяжения цепи и цепью для вращения вертикальных вращающихся направляющих механизма подачи и перемещения расположены снизу стола, где:
R - радиус изгиба форматной заготовки в мм,
S - толщина форматной заготовки в мм.
Поставленная цель достигается тем, что механизм подачи и перемещения форматной заготовки, состоящий из мотор-редуктора, вращающихся и прижимных направляющих, включает систему поджима при подаче форматной заготовки, а мотор-редуктор установлен под столом с вертикально расположенным выходным валом вращения, на котором расположена ведущая звездочка, которая в горизонтальной плоскости цепью связана с ведомыми звездочками четырех вращающихся направляющих, ступенчатые валы которых с установленными роликами через отверстия в столе выступают над поверхностью стола и установлены на нем с помощью подшипниковых опор, фланцы которых расположены на поверхности стола с возможностью их перемещения в сторону форматной заготовки и крепятся на нем болтовым соединением, а прижимные направляющие в виде набора прижимных роликов с подшипниками в центральном отверстии установлены на валу фрезерного блока между цилиндрическими проставками с упором их в торцы внутреннего кольца подшипника с двух сторон и установленный снизу фрезерный диск, при этом набор прижимных роликов с фрезерными дисками закреплен на валу через верхнюю цилиндрическую проставку гайкой с упором нижней цилиндрической приставки набора прижимных роликов с фрезерными дисками в торец внутреннего кольца верхнего подшипника, расположенного в подшипниковой опоре вала фрезерного блока, при этом четыре вертикальные вращающиеся направляющие и прижимные направляющие расположены вдоль пути следования форматной заготовки с двух сторон, со стороны выгнутой ее поверхности первая и третья вращающая направляющие и со стороны вогнутой поверхности - вторая и четвертая, а прижимные ролики расположены между первой и второй вращающимися направляющими, а система поджима установлена на поверхности стола с подшипником прижима форматной заготовки к двум вертикальным направляющим в виде прямоугольных пластин, расположенных, над поверхностью плоской направляющей с возможностью регулировки их поворота.
Поставленная цель достигается тем, что система поджима, включающая двуплечий подпружиненный рычаг с регулировкой его положения в виде болта и прижимом, ось вращения которого перпендикулярна рычагу, а плечи рычага имеют разную длину и расположены под углом друг к другу и вместе их соединения имеет ограничитель вращения. Причем двуплечий подпружиненный рычаг имеет плечи, расположенные под углом 90° и на конце длинного плеча расположена пружина, работающая при растяжении и второй конец которой соединен с пальцем, установленным на столе с упором на вертикальную стойку с возможностью его ограниченного вращения в плоскости, параллельной плоскости стола вокруг вертикальной установочной оси вращения, при этом на свободном конце короткого плеча через отрезок уголка установлен съемный кронштейн, состоящий из двух планок, одна из которых расположена параллельно плоскости стола, а вторая перпендикулярно плоскости стола, на свободных концах которых выполнены подшипниковые опоры с расположенными в них подшипниками, при этом ось вращения подшипника, расположенного на первой планке совпадает с осью вертикальной установочной оси вращения и расположена вертикально к плоскости стола, а ось вращения подшипника, расположенного на второй планке расположена параллельно плоскости стола и направлена перпендикулярно направлению движения форматной заготовки на которой расположен кронштейн подшипника прижима в виде уголка с полками разной длины и толщины, при этом свободный конец длинной полки является опорой для расположения в ней подшипника прижима, ось вращения которого отклонена от вертикали на 10 градусов в сторону движения форматной заготовки, а к короткой полке снизу прикреплена пластина, которая проходит под планкой, расположенной параллельно плоскости стола с выходом за ее габариты и конец которой соединен с пружиной, а свободный конец пружины прикреплен к верхней части гнутой J-образной пластины, которая установлена сверху на этой планке.
Поставленная цель достигается тем, что фрезерный блок, включающий подшипниковую опору, вал с попеременно установленными фрезерным дискам и втулками между ними, имеет вал, который выполнен с выступом, упирающимся в торец нижнего внутреннего кольца подшипника, расположенного снизу в сборной подшипниковой опоре, фланец которой предназначен для установки вала в вертикальном положении на поверхности стола и возможностью его перемещения, а фрезерные диски и прижимные направляющие, в виде набора прижимных роликов с подшипниками в центральном отверстии установлены на валу между цилиндрическими проставками с упором их в торцы внутреннего кольца этих подшипников и фрезерных дисков с двух сторон, а фрезерный диск, установленный снизу, нижней цилиндрической проствкой упирается сверху в торец внутреннего кольца верхнего подшипника, расположенного сверху в сборной подшипниковой опоре за счет затяжки гайки на выступающем из верхней цилиндрической проставки конце вала.
Поставленная цель достигается тем, что фрезерный диск, выполненный из инструментальной стали с осевым центральным отверстием и выступами реза с режущей кромкой, расположенными равномерно по окружности, а режущие кромки выполнены с симметричными радиусами в четверть окружности ребра ламелей по внешней стороне режущих кромок. При этом режущая пластина с режущей кромкой является съемной, а диск выполнен плоским с осевым центральным отверстием под вал фрезерного блока и с параллельными сторонами, определяющими толщину диска и ширину режущей пластины, режущая кромка которой, выполненная с симметричными радиусами в четверть окружности по ширине режущих кромок, образует площадку в виде скругленного выступа, при этом торец диска выполнен по форме аналогичной режущей кромке с сомкнутыми радиусами по внешнему диаметру диска, при этом окружность внешнего диаметра диска меньше чем диаметр окружности вращения режущей кромки режущих пластин, диск выполнен с шестью выступами реза, расположенными через 60° по окружности и имеет соответственно шесть опорных выступов, при этом на каждом выступе реза располагается режущая пластина, которая винтом опорного выступа прижимает режущую пластину к опорной площадке выступа реза через проставку.
Поставленная цель достигается тем, что способ перемещения форматной заготовки, заключающийся в подаче и перемещении ее между вращающимися и прижимными направляющими в виде роликов, оси вращения которых, расположены параллельно прямым, образующим ее поверхность. При этом подача форматной заготовки осуществляется путем прижима ее над плоской направляющей с усилием Рву выгнутой поверхности к двум пластинам вертикальных направляющих, настроенных предварительно по касательной к радиусу, равному R+S, при этом два обработанных торца форматной заготовки устанавливаются вертикально относительно плоской направляющей, а кривые, согнутые по радиусу и образующие эту же поверхность вертикальным их перемещением, располагаются параллельно плоской направляющей и находятся между двух необработанных торцов, при этом установка и прижим форматной заготовки осуществляется с одновременным ее перемещением между двух вертикальных направляющих плоских пластин и внешним диаметром подшипника прижима системы поджима, расположенного со стороны вогнутой ее поверхности до соприкосновения вертикального торца с первой вертикальной вращающейся направляющей, при этом внешний диаметр подшипника прижима с усилием Рсп осуществляет ее прижим к двум вертикальным направляющим, а дальнейшее перемещение форматной заготовки с постоянной скоростью, задаваемой мотор-редуктором механизма перемещения между вращающимися и прижимными направляющими производится в чередующейся последовательности соприкосновения выгнутой и вогнутой поверхности форматной заготовки по пути ее следования с четырьмя вертикальными вращающимися направляющими и двумя прижимными направляющими в виде набора прижимных роликов двух фрезерных блоков, расположенных по пути ее следования, начиная от соприкосновения выгнутой поверхности форматной заготовки с первой вертикальной вращающейся направляющей: где
R - внутренний радиус изгиба форматной заготовки в мм характеризует вогнутую ее поверхность;
R+S - наружный радиус изгиба форматной заготовки в мм характеризует выгнутую ее поверхность;
S - толщина форматной заготовки в мм;
Рву - внешнее усилие прижима форматной заготовки к вертикальной плоскости пластин двух вертикальных направляющих в кгс;
Рсп - сила поджима форматной заготовкой подшипником прижима к вертикальной плоскости пластин неподвижных вертикальных направляющих в кгс.
Поставленная цель достигается тем, что способ фрезерования и раскроя, при котором производится двустороннее фрезерование движущейся форматной заготовки, а режущий инструмент в виде двух фрезерных дисков разнесены между собой по радиусу форматной заготовки, вращаясь, стоят на одном месте, производя рез со стороны выгнутой поверхности, а затем со стороны вогнутой поверхности, а оси вращения фрезерных дисков расположены параллельно прямым образующим вогнутой и выгнутой сторонам форматной заготовки. При этом форматная заготовка движется между прижимных роликов двух фрезерных блоков, фрезерные диски которых распределены по вертикали и каждая пара их находится в плоскости, параллельной плоскости стола, при этом фрезерные диски вращаются в сторону перемещения форматной заготовки, а оси их вращения в плоскости, параллельной плоскости стола смещены относительно друг друга на угол γ в сторону перемещения форматной заготовки, а глубина реза по вогнутой поверхности превышает глубину реза по выгнутой поверхности: где
γ - угол смещения оси вращения пары фрезерных дисков двух фрезерных блоков, находящихся в одной плоскости, параллельной плоскости стола в градусах.
На фиг. 1 - представлен общий вид устройства (вид сверху) при горизонтальном расположении стола.
На фиг. 2 - представлен вид сверху без плоской поверхности стола и элементов, расположенных на нем сверху.
На фиг. 3-сечение А-А (повернуто).
На фиг. 4 - выносной элемент I (увеличено).
На фиг. 5 - сечение Б-Б.
На фиг. 6 - система поджима (вид сверху увеличено).
На фиг. 7 сечение В-В.
На фиг. 8 - сечение Г-Г. Мотор-редуктор механизма подачи и перемещения.
На фиг. 9 - фрезерный диск.
На фиг. 10 - схема перемещения и прохождения форматной заготовки между фрезерными дисками.
На фиг. 11 - представлен общий вид устройства в сборе сбоку при наклонном расположении стола.
Для удобства изложения, целесообразно пример конкретного осуществления начать с изложения устройства получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер, которое состоит из механизма подачи и перемещения, стола 1, на котором сверху вертикально к нему расположены два фрезерных блока.2 и 3 с двумя тормозами 4 и 5. Перед фрезерными блоками 2 и 3 с одной стороны расположена плоская направляющая 6, рядом с которой с одной стороны вдоль нее установлены две вертикальные направляющие 7, 8, и одна вертикальная вращающаяся направляющая 9, а с другой противоположной им стороны плоской направляющей 6 - система поджима 10.
За фрезерными блоками 2 и 3, на столе 1 расположены еще три вертикальные вращающиеся направляющие 11, 12 и 13.
Снизу стола 1 расположены два привода 14 и 15 (см. фиг. 2) для фрезерных блоков 2 и 3 соответственно и мотор-редуктор 16 механизма подачи и перемещения, а также система натяжения 17 цепи 18 и два установочных рычага 19 приводов 14 и 15 вращения фрезерных блоков 2 и 3.
Стол 1 представляет собой прямоугольную плоскую пластину, снизу закрытую по периметру коробом 20 (см. фиг. 3).
Каждый фрезерный блок 2 и 3 состоит из вала 21 с выступом 22 по внешнему диаметру (см. фиг. 3, 4), который снизу вставлен в подшипниковую опору 23, установленную на столе 1 до упора выступа 22 снизу на внутреннее кольцо нижнего подшипника 24. На выступающий, сверху подшипниковой опоры 23, конец вала 21 последовательно установлены полые цилиндрические проставки 25, фрезерные диски 26 и прижимные ролики 27. Сверху на вал 21 фрезерного блока в сборе установлена гайка 28, которая через верхнюю проставку 25, осуществляет поджим нижней проставки 25 к внутреннему кольцу верхнего подшипника 29 сверху.
Прижимной ролик 27 выполнен в виде плоского облегченного диска с цилиндрической наружной прижимной поверхностью 30 (см. фиг. 4) и отверстием внутри. В расточку отверстия прижимного ролика 27 установлен подшипник 31, внутренний диаметр которого соответствует внешнему диаметру вала 21.
Плоская направляющая 6 (см. фиг. 1) выполнена в виде треугольной пластины с фигурным выступом при вершине острого угла и расположена параллельно плоскости стола 1 вдоль длинной его стороны с короткой стороной у края стола 1 со стороны начала подачи форматной заготовки 32 (см. фиг. 5, 10). При этом фигурный выступ острого угла плоской направляющей 6 (см. фиг. 1) установлен в районе поступления форматной заготовки 32 у двух фрезерных блоков 2 и 3 и направлен в сторону фрезерного блока 2.
Механизм подачи и перемещения включает две вертикальные направляющие 7 и 8, (см. фиг. 1) систему поджима 10, четыре вертикальные вращающиеся направляющие 9, 11, 12 и 13, прижимные ролики 27 (см. фиг. 4) фрезерных блоков 2 и 3, мотор-редуктор 16 (см. фиг. 2) механизма подачи и перемещения с цепью 18 и системой ее натяжения 17. При этом вертикальная вращающаяся направляющая 9 вместе с системой поджима 10, установлены перед зоной реза и осуществляют первоначальный захват и подачу форматной заготовки 32 (см. фиг. 5), осуществляя ее перемещение с определенной скоростью в зоне реза, и пропуская ее, между двух фрезерных блоков 2 и 3 для получения нескольких ламелей готового профиля.
Две вертикальные направляющие 7, 8 имеют одинаковую конструкцию и состоят из пластины 33 (см. фиг. 5), соединенной неразъемным соединением с выступающим концом шпильки 34 над поверхностью плоской направляющей 6, низ которой при 1. При этом вертикальная направляющая 8 установлена как можно ближе к вертикальной вращающейся направляющей 9 таким образом, чтобы при установке и перемещении форматной заготовки 32 она гарантированно опиралась выгнутой стороной на вертикальную вращающуюся направляющую 9, а не попала на нее вогнутой стороной.
Эти две вертикальные направляющие 7, 8 являются флажками, позволяющими в зависимости от угла установки пластин 33 и параметров форматной заготовки 32 помочь направить ее в зону захвата и произвести захват ее и перемещение с определенной идентичностью и далее направить ее в зону реза между фрезерными блоками 2 и 3.
Система поджима 10 состоит из Г-образного рычага 36, плечи которого имеют разную длину (см. фиг. 6) и расположены под углом 90°. Г-образный рычаг расположен параллельно плоскости стола 1 на вертикальной установочной оси вращения 37 (см. фиг. 5, 6) с упором на вертикальную стойку 38 и возможностью его ограниченного вращения в горизонтальной плоскости вокруг вертикальной установочной оси вращения 37, установленной на столе 1.
Длинное плечо Г-образного двуплечего рычага 36 расположено по направлению движения форматной заготовки 32, и ее свободный конец соединен с пружиной 39. Второй конец пружины 39 соединен с пальцем 40, представляющим собой шпильку, установленную вертикально на столе 1 и крепится к нему с помощью двух гаек 41. Короткое плечо Г-образного рычага 36 расположено на предыдущем по направлению, перпендикулярному движению форматной заготовки 32. С одной стороны на внешней стороне этой составляющей Г-образного рычага 36 установлен регулируемый упор 42, ограничивающий вращение Г-образного рычага 36 в горизонтальной плоскости вокруг вертикальной установочной оси вращения 37. На другом - свободном конце Г-образного рычага 36 расположен при помощи неразъемного соединения отрезок уголка 43, на котором установлен кронштейн 44.
Кронштейн 44 имеет две планки 45 и 46, на свободных концах которых выполнены опоры с расположенными в них подшипниками 47 и 48 соответственно. При этом ось вращения подшипника 47 совпадает с осью вертикальной установочной оси вращения 37 и расположены вертикально к плоскости стола 1, а ось вращения подшипника 48 расположена параллельно плоскости стола 1 и направлена перпендикулярно направлению движения форматной заготовки 32.
Ось вращения подшипника 48 совпадает с установочной осью 49, на которой установлен подшипник 48 с упором во втулку 50, выполненную в виде съемного кольца на внешнем диаметре установочной оси 49.
На установочной оси 49 расположен кронштейн 51 подшипника прижима 52 в виде уголка с полками разной длины и толщины. Свободный конец длинной полки кронштейна 51 является опорой для расположения в ней подшипника прижима 52 форматной заготовки 32 к пластине 33 вертикальной направляющей 7. При этом ось вращения подшипника прижима 52 отклонена от вертикали на 10 градусов в сторону движения форматной заготовки 32. Снизу к короткой полке в виде выступа 53 кронштейна 51 прикреплена (само крепление на фиг не показано) пластина 54, которая проходит под планкой 45 с выходом за ее габариты и конец которой соединен с пружиной 55. Свободный конец пружины 55 прикреплен к верхней части гнутой Г-образной пластины 56, которая установлена сверху на планке 45.
Кронштейн 44 в сборе через отрезок уголка 43 Г-образного рычага 36 присоединен к нему при помощи болта 57.
Четыре вертикальные вращающиеся направляющие 9, 11, 12 и 13 механизма подачи и перемещения имеют одинаковую конструкцию и состоят из (см. фиг. 7) ступенчатого вала 58 с выступом 59 по наружному диаметру и глухими отверстиями вдоль оси вращения с двух его сторон. Сверху на вал 58 с опорой на выступ 59 установлен ролик 60, и прижат к нему с помощью прижимной шайбы 61 и болта 62. Снизу выступа 59 вал 58 выполнен ступенчатым. Вал 58 установлен сверху вертикально в подшипниковую опору 63, расположенную на столе 1 и снизу на его свободный конец через систему съемных поджимных втулок 64 и шайб установлена ведомая звездочка 65, которая крепиться на валу 58 с упором верхней подвижной втулки 64 аналогично ролику 60.
Подшипниковая опора 63 является сборной и аналогична подшипниковой опоре 23 и представляет собой прямоугольный фланец 66 со сквозным отверстием в центральной части. Причем это отверстие по диаметру несколько меньше чем наружный диаметр наружного кольца подшипника 67, заключенного в обойму 68 и меньше чем диаметр отверстия в столе 1 под установку прямоугольного фланца 66 со сквозным отверстием в центральной части. При этом прямоугольный фланец 66 является основанием для установки вертикальных вращающихся направляющих 9, 11, 12 и 13 в сборе на столе 1. В обойму 68 установлено не менее двух подшипников 67
Верхний кольцевой фланец 69 с отверстиями по окружности и болтами 70, проходящими через сквозные отверстия обоймы 68, создают единую конструкцию подшипниковой опоры 63 и вертикальных вращающихся направляющих 9, 11, 12 и 13 на соответствующих прямоугольных фланцах 66. Вертикальные вращающиеся направляющие 9, 11, 12 и 13 в сборе установлены на столе 1 по ходу движения форматной заготовки 32 и закреплены на нем болтами 71 через отверстия в виде паза по углам в прямоугольных фланцах 66 (см. фиг. 1).
Хотя подшипниковая опора, 63 аналогична подшипниковой опоре 23, они отличаются способом установки своих валов и схемой крепления их в опорах. Так вал 58 в подшипниковую опору 63 устанавливается сверху и крепится снизу, а вал 21 в подшипниковую опору 23 устанавливается снизу и крепится уже сверху.
Мотор-редуктор 16 механизма подачи и перемещения (см. фиг. 8) с ведущей звездочкой 72 на выступающем конце вала 73 редуктора, цепью 18 (см. фиг. 2) и системой ее натяжения 17 расположены снизу стола 1 внутри короба 20 (см. фиг. 8), защищая тем самым обслуживающий персонал от случайного попадания в зону их действия.
Ведущая звездочка 72 (см. фиг. 2) и ведомые звездочки 65 находятся в одной плоскости, параллельной плоскости стола 1 и объединены цепью 18 таким образом, чтобы обеспечить вращение ведомых звездочек 65 вертикальных вращающихся направляющих 9 и 12 по часовой стрелке, а вращение ведомых звездочек 65 вертикальных вращающихся направляющих 13 и 11 против часовой стрелки.
Система натяжения 17 цепи 18 представляет собой двуплечий рычаг, согнутый по середине под углом в 120°. В угловой его части имеется отверстие для его установки при помощи шарнирного соединения с кронштейном 74. Шарнирное соединение обеспечивает возможность ограниченного вращения двуплечего рычага в плоскости, параллельной плоскости стола 1. Кронштейн 74 установлен внутри короба 20 на передней его стенке. На одном конце рычага системы натяжения 17 установлена звездочка натяжения (позицией не обозначена), а на втором конце рычага - пружина 75 и талрепа 76 с установкой и креплением последней на противоположной стенке короба 20. Второй конец рычага системы натяжения 17 со стороны передней стенки короба 20 снабжен регулируемым ограничителем 77 выполненным в виде болта, закрепленного на этой стенке.
Два установочных рычага 19 приводов 14 и 15 состоят из отрезков труб прямоугольного сечения. На один свободный конец каждого установочного рычага 19 установлены уголки соответственно 78 и 79 (см. фиг. 2, 3), длинные полки которых обращены друг к другу, а короткие полки обращены в разные стороны. Длинные полки уголков соединены с приводами 14 и 15 болтовыми соединениями 80 и 81 (см. фиг. 2), а короткие полки уголков с отрезками труб установочных рычагов 19 болтовыми соединениями 82. Свободные концы установочных рычагов 19 соединены с кронштейнами 83, установленными на задней стенке внутри короба 20 при помощи шарнирного соединения 84. При такой монтажной схеме энергия приводов напрямую передается на вал рабочего органа, при этом моменты вращения, возникающие при запуске и работе приводов, компенсируются рычагами 19 компенсации этих моментов.
Вертикальная вращающаяся направляющая 9 вместе с системой поджима 10, установлены перед зоной реза и осуществляют первоначальный захват и подачу форматной заготовки 32, осуществляя ее перемещение с определенной скоростью в зону реза и далее между двух фрезерных блоков 2 и 3 для получения заданного количества ламелей готового профиля. Таким образом, зона реза определяется участком пути проходящей форматной заготовкой от захвата ее вертикальной вращающейся направляющей 9 до захвата ее вертикальной вращающейся направляющей 11.
Вертикальные вращающиеся направляющие 11, 12 и 13 установлены после прохождения форматной заготовки 32 двух фрезерных блоков 2 и 3 осуществляют первоначальный захват и перемещение с удалением готового профиля ламелей из зоны реза.
Фрезерный диск 26 выполнен облегченным, с шестью выступами реза 85 (см. фиг. 9), расположенными через 60° по окружности и имеют соответственно шесть опорных выступов 86. На каждом выступе реза 85 располагается режущая пластина 87 с режущей кромкой, которая винтом 88 через проставку 89 прижимает режущую пластину 87 к опорной площадке выступа реза 85.
Способ перемещения форматной заготовки 32 (см. фиг. 5 и фиг. 10) включает установку форматной заготовки 32 путем прижима ее выгнутой поверхности к вертикальной плоскости пластин 33 вертикальных направляющих 7 и 8, настроенных предварительно по касательной к радиусу R+S. Где R - внутренний радиус изгиба форматной заготовки в мм и характеризует вогнутую ее поверхность. S - толщина форматной заготовки в мм. Прижим осуществляется за счет внешней силы прижима Рву (см. фиг. 10). Где Рву - внешнее усилие прижима форматной заготовки 32 к плоскости двух пластин 33 направляющих 7 и 8, в кгс.
При этом два обработанных торца форматной заготовки 32 под длины ламелей после раскроя листа гнутой фанеры на форматно-раскроечном станке устанавливаются вертикально относительно плоской направляющей 6 над ее поверхностью. В этом случае кривые, согнутые по радиусу и образующие эту же поверхность вертикальным перемещением, располагаются параллельно плоской направляющей 6 и находятся между двух необработанных торцов форматной заготовки 32.
Пластины 33 вертикальных направляющих 7, 8 по вертикали располагаются по касательным к кривым, согнутым по радиусу R+S и образующими эту выгнутую поверхность вертикальным перемещением. Эти две касательные будут прямыми вертикальными и параллельными линиями по определению при распределенной силе прижима Рву, и являются опорными составляющими перемещения форматной заготовки 32 на все пути ее перемещения. Такое расположение подобно расположению трубы большого диаметра сверху на двух параллельных направляющих, расстояние между которыми равно половине радиуса или меньше. Эта труба под собственным весом сама займет расположение, при котором ось вращения трубы, проходящая вдоль ее длины, займет положение параллельное двум параллельным направляющим, на которые ее положили. В этом случае вес трубы эквивалентен внешней силы прижима Рву. Теперь если внутри трубы, расположить направляющую между двух параллельных направляющих, расположенных снизу и параллельную им, то труба займет устойчивое положение, и ее можно перемещать. Теперь если секущей горизонтальной плоскостью, проходящей выше двух параллельных направляющих и ниже оси вращения трубы отсечь верхнюю часть трубы, а оставшуюся часть расположить вертикально, то получится наш вариант установки форматной заготовки 32. В этом случае, если не прикладывать никаких усилий, оставшаяся часть трубы будет под собственным весом опускаться вниз до какого либо упора, а сама поверхность не сможет отклоняться влево или вправо от вертикально расположенных трех направляющих.
В нашем случае, при установке форматной заготовки 32, используется тот же принцип установки части трубы, при этом направляющими являются касательные прямые вертикальные линии, названные опорными составляющими перемещения форматной заготовки 32.
Установка и прижим форматной заготовки 32 осуществляется с одновременным перемещением ее до соприкосновения вертикального торца с первой вертикальной вращающейся направляющей 9. При установке и перемещении форматной заготовки 32 она проходит две зоны подготовки к захвату. Каждая зона включает три элемента воздействия. В первой это вертикальные линии соприкосновения по касательной выгнутой поверхности форматной заготовкой 32 и плоскости двух пластин 33 направляющих 7 и 8, а также внешняя сила поджима Рву.
Вторая зона подготовки к захвату включает внешнюю силу поджима Рсп и внешний диаметр подшипника прижима 52 системы поджима 10 создающие соприкосновение с вогнутой поверхностью форматной заготовки 32, а также плоскости пластины 33 направляющей 8, воздействующей по касательной к выгнутой поверхности форматной заготовкой 32. Где Рсп - сила поджима форматной заготовкой 32 подшипника прижима 52 к опорными составляющими в кгс. Здесь опорными составляющими перемещения форматной заготовки 32 являются плоскости пластин 33 направляющих 7 и 8 и касание торца ее первой вертикальной вращающейся направляющей 9, воздействующих по касательным к выгнутой поверхности форматной заготовки 32. При этом пластина 33 направляющей 8 препятствует попаданию вогнутой поверхности форматной заготовки 32 на вертикальную вращающуюся направляющую 9.
При этих условиях расположения и перемещения форматной заготовки 32 она имеет только две степени свободного перемещения. Это в сторону ее обработки и вертикально вниз до самого первого снизу выступа необработанной стороны. Таким образом, созданы условия устойчивого перемещения заготовки, при котором два обработанных торца перемещаются вертикально относительно плоской направляющей 6. При этом на этом участке движение форматной заготовки 32 до первой вертикальной вращающейся направляющей 9 может быть как ускоренное, так и замедленное.
Затем первый вертикальный торец форматной заготовки 32 соприкасается с роликом 60 вертикальной вращающейся направляющей 9 и при дальнейшем перемещении форматной заготовки 32 за пределы соприкосновения ее выгнутой поверхности с прямой образующей внешнюю поверхность ролика 60 происходит перемещение форматной заготовки 32 с постоянной скоростью задаваемой механизмом перемещения.
Таким образом, за пределами зоны захвата форматная заготовка 32 попадает в зону реза и ее движение до начала реза и в ходе реза характеризуется постоянной скоростью и устойчивым положением. Это устойчивое положение с постоянной скоростью движения характеризуется тем, что две опорные составляющие в виде вертикальных прямых расположены по внешней стороне или выгнутой стороне, а третья составляющая находится на внутренней стороне или вогнутой стороне между двумя первыми опорными составляющими и разнесены по радиусу R форматной заготовки 32. Такие группы из трех составляющих расположены на всем пути перемещения форматной заготовки 32.
Так на участке перемещения торца форматной заготовки 32 от зоны захвата до начала реза две опорные составляющие в виде двух вертикальных прямых расположены на выгнутой стороне, образованные от соприкосновения плоскости пластины 33 направляющей 7 и цилиндрической поверхностью ролика 60 вертикальной вращающейся направляющей 9. Третья опорная составляющая в виде внешнего диаметра подшипника прижима 52 системы поджима 10 расположена с вогнутой стороны форматной заготовки 32 и расположена между первыми двумя.
Далее происходит процесс разделки форматной заготовки 32 на несколько пружинных ламелей. При этом надрезанная форматная заготовка 32 имеет две опорные составляющие в виде двух вертикальных прямых, расположенных на выгнутой стороне, образованные от соприкосновения плоскости цилиндрической поверхности ролика 60 вертикальной вращающейся направляющей 9 и внешней цилиндрической поверхностью 30 прижимного ролика 27 фрезерного блока 3. Третья опорная составляющая в виде внешней цилиндрической поверхности 30 прижимного ролика 27 фрезерного блока 2 расположена с вогнутой стороны форматной заготовки 32 и расположена между первыми двумя. В этом случае, вертикальные прямые от внешней цилиндрической поверхности 30 прижимных роликов 27 фрезерных блоков 2 и 3 являются дискретными линиями.
Следующие три опорные составляющие образованы внешней цилиндрической поверхностью 30 прижимного ролика 27 фрезерного блока 3, цилиндрической поверхностью ролика 60 вертикальной вращающейся направляющей 12 и цилиндрической поверхностью 30 ролика 60 вертикальной вращающейся направляющей 11. При этом последняя расположена с вогнутой стороны форматной заготовки 32, а первые две расположенных на выгнутой стороне разделанной на ламели форматной заготовки 32.
Последние три опорные составляющие образованы цилиндрической поверхностью ролика 60 вертикальной вращающейся направляющей 11, цилиндрической поверхностью ролика 60 вертикальной вращающейся направляющей 13 и цилиндрической поверхностью ролика 60 вертикальной вращающейся направляющей 12. При этом вертикальной вращающейся направляющей 12 расположена на выгнутой стороне форматной заготовки 32, а вертикальные вращающейся направляющие 11 и 13 расположены с вогнутой стороны, разделанной на ламели форматной заготовки 32.
Подобные три опорные составляющие обеспечивают устойчивое заданное расположение форматной заготовки 32 на всем пути ее следования до получения ламелей и выхода их за пределы действия фрезерных блоков.
При этом вращение фрезерных дисков 26 и прижимных роликов 27 способствует перемещению форматной заготовки 32, по ходу ее движения, обеспечивают устойчивый процесс реза форматной заготовки 32 на отдельные ламели не зависимо от их длины с получением ребер заданной формы.
Способ фрезерования и раскроя, при котором обрабатываемая деталь, а именно, форматная заготовка 32 движется между двух фрезерных дисков 21, расположенных в одной плоскости. При этом режущий инструмент в виде двух фрезерных дисков 21, собранных в виде двух фрезерных блоков 2 и 3 вращаясь, стоят вертикально на одном месте относительно плоской направляющей 6, а форматная заготовка движется между прижимных роликов 27 двух фрезерных блоков 2 и 3, фрезерные диски 26 которых распределены по вертикали и каждая пара их находится в плоскости, параллельной плоскости стола 1. При этом фрезерные диски 26 вращаются в сторону перемещения форматной заготовки 32, а оси их вращения в плоскости, параллельной плоскости стола 1 смещены относительно друг друга на угол γ в сторону перемещения форматной заготовки 32. Такое вращение фрезерных дисков 26 и перемещение форматной заготовки 32 соответствует попутному фрезерованию и сопутствуют процессу раскроя.
Глубина реза по вогнутой поверхности превышает глубину реза по выгнутой поверхности: где γ - угол смещения оси вращения пары фрезерных дисков двух фрезерных блоков, находящихся в одной плоскости, параллельной плоскости стола в градусах.
Способ получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер включает установку форматной заготовки 32 вертикально над плоской направляющей 6 с прижимом ее вертикальных образующих выгнутой поверхностью к двум разнесенным между собой вертикальным плоскостям двух пластин 33 вертикальных направляющих 7, 8 настроенных предварительно под радиус R+S и продвижении ее в этом положении в сторону фрезерных блоков 2 и 3 до первой вертикально вращающейся направляющей 9 и поджатием ее со стороны вогнутой поверхности прижимным роликом 52 системы поджима 10 к пластине 33 вертикальной направляющей 7 и 8. При этом форматная заготовка 32 может опускаться только вертикально, до первого касания максимально выступающего нижнего ее края с верхней плоскостью плоской направляющей 6.
Дальнейшее перемещение форматной заготовки 32 производится механизмом перемещения и подачи с постоянной скоростью в сторону двух фрезерных блоков 2 и 3 и далее между набора пары фрезерных дисков 21,, распределенных по вертикали в одной плоскости, параллельной плоскости стола 1 с определенным шагом, соответствующим ширине ламели. Прохождение ее между двух фрезерных блоков 2 и 3, обеспечивающих попутное фрезерование и раскрой ее с получением готового закругленного профиля ребер по всей длине форматной заготовки 32.
Устройство для получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля торцов изготавливается из отдельных сборочных единиц и деталей, изготовленных, в основном, из листовой и профильной стали ст. 3, 20 и 45.
Так стол 1 выполнен из листовой стали ст.20, в виде прямоугольного листа толщиной 25.0 мм и размером 630×1600 мм, снизу которого по периметру к нему прикреплен короб 20, изготовленный из листовой стали толщиной 5.0 мм и с отбортовками.
Плоская направляющая 6 изготавливается из листовой стали ст.45 и в готовом виде имеет толщину 23 мм, а высота ее треугольной формы вместе с выступом равна 925 мм и с основанием длиной 240 мм.
Фигурный выступ при вершине угла имеет ширину 60 мм со скосом на длине 75 мм и выемку радиусом 33 мм с другой его стороны, центр радиуса которой отстоит от основания на длину равную 850 мм. Для установки плоской направляющей 6 она имеет три выступа со сквозными отверстиями, два из которых выполнены у основания и один перед фигурным выступом со стороны выемки. Плоская направляющая 6 верхней плоскостью расположена над столом 1 на высоте, которая ниже нижней плоскости нижних фрезерных дисков 26. Высота эта регулируется в зависимости от высоты неровности получаемых форматных заготовок 32, не имеющих обрезку.
На столе 1 и в коробе 20 после разметки производятся сквозные отверстия, в том числе резьбовые, под установку соответствующих сборочных единиц и отдельных деталей.
Разметка на столе 1 производится следующим образом. На верхней лицевой стороне прямоугольного стола, расположенного в горизонтальной плоскости наносится проекция изгиба форматной заготовки в виде дуги радиусом R = 2950 мм, которая является внутренним радиусом изгиба форматной заготовки. Затем наносится проекция изгиба форматной заготовки в виде дуги, в нашем случае, радиусом R+S=2950+8=2958 мм, которая является наружным радиусом изгиба форматной заготовки. Проекция изгиба форматной заготовки в виде дуги наносится таким образом, чтобы ось вращения вала 21 фрезерного блока 2 и соответственно ось вращения прижимного ролика 27 находилась снизу стола 1 на высоте равной 230 мм и отстояла от левого края на расстояние 610 мм. При этом проекция прижимного ролика 27 в виде окружности касается внутреннего радиуса R изгиба форматной заготовки 32. Затем через ось вращения вала 21 фрезерного блока 2 проводят наклонную линию под углом γ=10° под углом к вертикали и по касательной проекция наружной поверхности 30 прижимного ролика 27 в виде окружности с наружным радиусом R+S изгиба форматной заготовки 32 определяется ось вращения вала 21 фрезерного блока 3.
Далее разметка на столе 1 производится от разметки осей вращения валов 21 фрезерных блоков 2 и 3 и проекций изгиба форматной заготовки 32. Так для установки вертикальных вращающихся направляющих 9, 11, 12 и 13 и определения координат отверстий под их установку исходят из того же принципа касания проекций изгиба форматной заготовки 32 и проекции окружности ролика 60. По этим координатам на столе 1 высверливают сквозные отверстия диаметром Ф=62.0 мм под их установку. Плоскую направляющую 6 устанавливают таким образом, чтобы вертикальная ось отверстия под установку вертикальной вращающейся направляющей 9 совпадала с вертикальной осью выемки радиусом 33 мм фигурного выступа плоской направляющей 6. Плоская направляющая 6 верхней плоскостью расположена над столом 1 на высоте 110 мм при помощи трех шпилек 90 (см. фиг. 5) и девяти гаек М12×1,25. Гайки со шпильками 90 устанавливаются так, чтобы они не выступали за пределы верхней горизонтальной плоскости стола 1. Аналогичные отверстия разного диаметра вырезаются для установки фрезерных блоков 2 и 3, вертикальных направляющих 7, 8, вертикальной установочной оси 37 и т.д.
Изготовление и сборка фрезерных блоков включает изготовление вала 21 (см. фиг. 3) из ст.45 круглого проката (кругляка) длиной 670 мм на котором с одной стороны делается первая проточка на диаметр Ф=40 мм и длиной 550 мм до выступа 22. Вторая проточка делается на диаметр Ф=36 мм, длиной 50 мм, на которой нарезается резьба М36×1,5 под гайку 28. С другой стороны производится проточка вала 21 под установку приводов 14 и 15 на диаметр Ф=28 мм, длиной 100 мм до образования выступа 22. В нашем случае получается выступ 22 длиной 20 мм и внешним диаметром Ф=50 мм. Законцовка вала 21 на диаметре Ф=28 мм имеет соответствующую доработку для соединения вала с соответствующей муфтой (на фигурах отдельной позицией не обозначены), установленной на выступающем конце приводов 14 и 15. Муфты для соединения этих валов 21 и выступающих концов приводов могут быть изготовлены, например, по изобретению, защищенному патентом RU №2477396 с приоритетом от 30.12.2010 года.
Прижимные ролики 27 (см. фиг. 4) изготавливаются из плоской круглой заготовки с проточкой по внешнему диаметру до получения цилиндрической наружной прижимной поверхности 30 диаметром Ф=184 мм и высотой 25 мм по центру которой соосно внешнему диаметру Ф=184 мм сверлится сквозное отверстие диаметром Ф=60 мм, которое затем рассверливается под установку подшипника 31 диаметром Ф=68 мм и глубиной 20 мм с выемкой по диаметру Ф=68 мм под установку стопорного кольца С68 ГОСТ 13943-86. С дух сторон по торцу имеются облегчающие проточки.
В качестве конкретного подшипника 31 выбран подшипник №80108 изготовленный по ГОСТу 7242-81.
Подшипник 31 вставляется в отверстие диаметром Ф=68 мм до упора и фиксируется там от смещения вдоль осевой линии стопорным кольцом. Прижимной ролик 27 готов к установке.
Фрезерный диск 26 изготавливается из листа инструментальной стали толщиной 10 мм и диаметром Ф=190 мм с осевым центральным отверстием диаметром Ф=40 мм следующим образом. По внешнему диаметру Ф=190 мм с двух сторон резцом с закругленным под радиус 10 мм делают симметричные проточки на глубину 5 мм с образованием по центру выступа шириной 1.0 мм. Таким образом, ширина внешнего диаметра Ф=190 мм равна одному миллиметру.
По окружности диаметром Ф=98 мм высверливают шесть отверстий диаметром Ф=32 мм, облегчая тем самым вес фрезерного диска. Затем на трех осях, проходящих через центральное отверстие диаметром Ф=40 мм и двух противоположных отверстий диаметром Ф=32 мм по окружности диаметром Ф=156 мм высверливают шесть отверстий диаметром Ф=12 мм. Затем при повороте этих трех осей вокруг оси центрального отверстия диаметром Ф=40 мм на угол 6° против вращения реза по окружности диаметром Ф=160 мм высверливают еще шесть отверстий диаметром Ф=12 мм. Далее параллельно трем осям, проходящим через центральное отверстие диаметром Ф=40 мм и двух противоположных отверстий диаметром Ф=32 мм делают шесть отверстий в виде овального паза шириной равной 12 мм и длиной равной 24 мм по оси проходящей вдоль длинной стороны паза. Расстояние между этими осями в проекции на горизонтальную плоскость установки фрезерного диска равно 35 мм. При этом паз на оси проходящей вдоль длинной стороны паза отстоит от точки соприкосновения этой оси с диаметром Ф=190 мм фрезерного диска на размер равный 16 мм.
Получился диск с внешним А-образным профилем по торцу, центральным отверстием по центру и шестью облегчающими отверстиями диаметром Ф=32 мм распределенными симметрично вокруг окружности через 60° и имеющими соответственно три осевые линии, проходящие через два противоположных отверстия и центр центрального отверстия. Кроме этих отверстий имеется еще три группы сквозных отверстий распределенных по окружности через 60°.
Это: первая группа из шести отверстий диаметром Ф=12 мм, которые участвуют в изготовлении площадки опорного выступа 86 со стороны установки винта 88 и тыльной стороны шести выступов реза 85;
вторая группа из шести отверстий диаметром Ф=12 мм, которые участвуют в изготовлении шести опорных выступов 86 со стороны выхода винта 88 и начала шести выступов реза 85 со стороны реза и на которых расположены режущие пластины;
третья группа из шести отверстий в виде паза будет участвовать в изготовлении шести выступов реза 85 со стороны реза.
Далее отрезным кругом или лазером формируют опорную площадку выступа реза 85, располагая отрезной круг вертикально и параллельно вертикальной плоскости, в которой находится ось, проходящая через центр центрального отверстия и оси двух противоположных отверстий, при горизонтальном расположении заготовки фрезерного диска. При этом первая линия реза отрезного круга должна совпадать с плоскостью ближней стороны отверстия в виде паза. Вторая линия реза производится вдоль оси, проходящей по длинной стороне паза. Вторая линия реза может проходить и дальше этой оси, но она не должна доходить до дальней длинной стороны отверстия в виде паза. Эту операцию по формированию опорной площадки выступа реза 85 повторяют еще пять раз с поворотом заготовки на 60° вокруг центральной оси центрального отверстия.
Затем отрезным кругом формируют площадку опорного выступа 86 со стороны установки винта 88. Для этого поворачивают заготовку на 6° вокруг центральной оси центрального отверстия в сторону реза. Затем перемещают, установленный вертикально и параллельно вертикальной плоскости отрезной круг таким образом, чтобы рез совпал с касательной отверстия первой группы. Эту операцию по формированию площадки опорного выступа 86 повторяют еще пять раз с поворотом заготовки на 60° вокруг центральной оси центрального отверстия.
Затем отрезным кругом формируют тыльную сторону выступа реза 85. Для этого поворачивают заготовку на 15° вокруг центральной оси центрального отверстия в сторону противоположную резу. Затем перемещают, установленный вертикально и параллельно вертикальной плоскости отрезной круг таким образом, чтобы рез совпал с касательной отверстия первой группы. Эту операцию по формированию тыльной стороны выступа реза 85 повторяют еще пять раз с поворотом заготовки на 60° вокруг центральной оси центрального отверстия.
Затем отрезным кругом формируют тыльную сторону опорного выступа 86 со стороны выхода винта 88 из этого выступа. Для этого поворачивают заготовку дополнительно на 30° вокруг центральной оси центрального отверстия в сторону реза. Затем перемещают, установленный вертикально и параллельно вертикальной плоскости отрезной круг таким образом, чтобы рез проходил выше оси отверстия второй группы. Эту операцию по формированию тыльной стороны опорного выступа 86 повторяют еще пять раз с поворотом заготовки на 60° вокруг центральной оси центрального отверстия. В случае необходимости закругляют место соединения отверстия второй группы с отверстием в виде паза.
Остается сделать шесть резьбовых отверстий, оси которых по длине винтов параллельны тыльной стороне выступа реза 85 и проходят через центр отверстий третьей группы.
Режущую пластину 87 толщиной 2.0 мм изготавливают из инструментальной стали, один конец которой затачивают под получение соответствующего профиля. Готовая режущая пластина 87 устанавливается на опорную площадку выступа реза 85 с выходом режущей кромки режущей пластины 87 за габариты внешнего диаметра  -образного профиля, выставляются все шесть под один размер по окружности реза и фиксируются через проставку 89 винтом 88. Фрезерный диск 26 готов к работе.
-образного профиля, выставляются все шесть под один размер по окружности реза и фиксируются через проставку 89 винтом 88. Фрезерный диск 26 готов к работе.
Сборка фрезерного блока включает сборку подшипниковой опоры 23 (см. фиг 3) с двумя подшипниками 24 и установку ее на столе 1 над соответствующим отверстием, сделанным в нем в соответствие с разметкой. При этом подшипниковая опора 23, которая полностью соответствует подшипниковой опоре 63 и ее креплению на столе 1, предварительно устанавливается на столе 1 при помощи четырех болтов 71 (на фиг. 3 позицией не обозначены). Затем снизу в отверстие подшипников 24 и 29 вставляется вал 21 проточкой диаметром Ф=40 мм до упора его снизу выступом 22 в- торец внутреннего кольца подшипника 24. В этом положении вал 21 временно фиксируется от смещения его вниз. Затем на вал 21 сверху надвигается нижняя проставка 25 до упора ее на торец внутреннего кольца подшипника 29. Затем на вал 21 сверху надвигается нижний фрезерный диск 26 до установки его на верхнем торце нижней проставки 25. Затем на вал 21 сверху надвигается вторая проставка 25 до упора ее в нижний фрезерный диск 26. Затем на вал 21 сверху надвигается первый прижимной диск 27 в сборе с упором торца внутреннего кольца подшипника 31 в торец второй проставки 25. Прижимной диск 27 устанавливается стопорным кольцом вниз. Затем на вал 21 сверху надвигается третья проставка 25 до упора ее торца в торец внутреннего кольца подшипника 31. Затем на вал 21 сверху надвигается второй фрезерный диск 26 до установки его на верхнем торце третьей проставки 25. Далее установка происходит по схеме проставка - прижимной диск 27 - проставка 25 - фрезерный диск 26 до установки последнего прижимного диска 27 и последней проставки 25. Последняя, верхняя простака 25 прижимается гайкой 28 с резьбой 36×1,5 с упором в верхний торец внутреннего кольца подшипника 31. При этом первая нижняя проставка 25 нижним фрезерным диском 26 прижимается к верхнему торцу внутреннего кольца верхнего подшипника 29. Одновременно выступ 22 вала 21 прижимается к нижнему торцу внутреннего кольца нижнего подшипника 24 подшипниковой опоры 23. Таким образом, производится сборка и установка режущей части фрезерного блока в подшипниковой опоре 23. Предварительная фиксация вала 21 от смещения вниз устраняется и подшипниковая опора 63 в сборе с режущей частью фрезерного блока устанавливается на столе 1 при помощи четырех болтов 71 окончательно. Теперь остается при помощи муфты установить соответствующий привод 14 и 15 на выступающем снизу стола 1 конце вала 21. В качестве муфты можно использовать муфту, изготовленную по патенту на изобретение RU №2477396. Монтаж привода 14 и 15 можно произвести с использованием патента на изобретение RU №2480327.
Количество фрезерных дисков 26 и прижимных дисков 27 зависят от длины вала и высоты проставки 25. Высота проставки зависит от ширины выпускаемой ламели. На фиг. 3 показан пример для изготовления пяти штук ламелей шириной 60 мм.
Изготовление механизма подачи и перемещения, а также его сборка осуществляется посредством изготовления его составных частей. Начать изготовление можно с изготовления вертикальных вращающихся направляющих 9, 11, 12 и 13 с установкой их на столе 1. Ступенчатый вал 58 (см. фиг. 7) изготавливается из того же материала, что и ступенчатый вал 21 и имеет установочный выступ 59 диаметром Ф=50 мм, который получается благодаря одной проточки сверху и двух проточек снизу.
Сверху проточка для установки ролика 60 делается диаметром Ф=40 мм и длиной 420 мм. Снизу ступенчатый вал 58 имеет одну проточку диаметром Ф=40 мм под установку двух подшипников длиной несколько меньше высоты двух подшипников и вторую проточку диаметром Ф=25 мм на длине 160 мм для его установки и установки ведомой звездочки 65.
Сверху ступенчатый вал 58 имеет глухое резьбовое отверстие М22×1.25 и длиной 80 мм для установки и крепления ролика 60, а снизу глухое резьбовое отверстие М16×1.25 и длиной 80 мм для установки его и ведомой звездочки 65.
Ролик 60 устанавливается на наружном диаметре Ф=40 мм и длиной 420 мм ступенчатого вала 58 с упором его в верхней торец выступа 59 и поджима к нему ролика 60 через другой торец при помощи прижимной шайбы 61 соответствующим болтом 62. Собранная таким образом вертикальная вращающаяся направляющая вставляется сверху в сборную подшипниковую опору 63, и на выступающий снизу конец ступенчатого вала 58 устанавливается ведомая звездочка 65 через систему сменных и съемных поджимных втулок 64 и шайб и крепится на валу 58 соответствующим болтом (на фиг. позицией не обозначен) с упором верхней подвижной втулки 64 аналогично ролику 60.
Подшипниковая опора 63 (см. фиг. 7) аналогична подшипниковой опоре 23 и в качестве подшипников 24, 29 и 67 устанавливаются одни и те же подшипники, а именно подшипники SKF 3208 A-2RS1. Обойма 68 представляет собой толстостенный полый цилиндр высотой 60 мм, между наружной стенкой которого диаметром Ф=120 мм и внутренним отверстием Ф=80 мм, высверливают пять соосных сквозных отверстий диаметром Ф=12,5 мм. Соответствующие пять сквозных отверстий высверливают в верхнем кольцевом фланце 69 и нижнем прямоугольном фланце 66 при их изготовлении.
Верхний кольцевой фланец 69 представляет собой точеное кольцо с наружным диаметром Ф=120 мм и внутренним отверстием диаметром Ф=46 мм и толщиной 20 мм и соответствующими пятью отверстиями.
Нижний прямоугольный фланец 66 является одновременно основанием и в плане представляет прямоугольную пластину размером 130×270 мм, толщиной 20.0 мм с центральным отверстием диаметром Ф=70 мм и пятью сквозными резьбовыми отверстиями M12×1,25 мм вокруг него, соответствующими отверстиям в стенке обоймы 68 и в верхнем кольцевом фланце 69. При этом ширина прямоугольного фланца 66 имеет постоянный размер равный 130 мм, а длина может быть и меньше 270 мм и зависит от места установки его на столе 1. Форма прямоугольного фланца 66 может быть и многоугольной и округлой, в зависимости от места установки. Так, например, для изготовления подшипниковой опоры 23 была выбрана длина равная 170 мм.
В обойму 68 вставляют два подшипника 67. Затем сквозные отверстия полого цилиндра обоймы 68 сопрягаются со сквозными отверстиями верхнего кольцевого фланца 69 и нижнего прямоугольного фланца 66, в которые вставляются болты 70. Нижний фланец 66 имеет резьбовые отверстия М12×1,25, в которые вворачиваются пять болтов 70. Таким образом, сборка вертикальных вращающихся направляющих 9, 11, 12 и 13 совместно со сборкой подшипниковой опоры 63 завершена, и они могут быть установлены на столе 1.
Для этого через соответствующее отверстие, сделанное в соответствии с разметкой, прямоугольный фланец 66 устанавливают на стол роликом 60 кверху, пропуская вниз, через соответствующее отверстие ведомую звездочку 65 и совмещают четыре резьбовые отверстия М12×1,25 с четырьмя отверстиями в виде паза, сделанные в углах прямоугольного фланца 66. Затем через отверстия в виде паза пропускают болты 71 с шайбами и наживляют их в совмещенных четырех резьбовых отверстиях М12×1,25, выполненных на столе 1. Предварительная установка вертикальных вращающихся направляющих 9, 11, 12 и 13 завершена.
Ведомые звездочки 65, как и ведущая звездочка 72 (см. фиг. 8), имеют одинаковую конструкцию с числом зубьев двадцать один под цепь 18 (см. фиг. 2) в качестве которой применена цепь ПР-12,7-18,2-1 с числом звеньев 175 и длиной равной 2222,5 мм и соответствующей ГОСТ 13 568-97. В качестве мотор-редуктора 16 предпочтительно использовать мотор редуктор SEW R27 DT80K2 с Р=0,75; n=73 об/мин; М=98 Нм.
Мотор-редуктор 16 (см. фиг. 8) при помощи четырех болтов устанавливается внутри короба 20 с ведомой звездочкой 72 на выступающем конце вала 73. Ведомые звездочки 65 (см. фиг. 2), ведущая звездочка 72 и звездочка натяжения на конце двухплечного рычага системы натяжения 17 находятся снизу стола 1 в одной плоскости, параллельной плоскости стола 1.
Один из вариантов изготовления системы поджима 10 может быть выполнен следующим образом. Для изготовления Г-образного рычага 36 используется две трубы прямоугольного профиля размером 30×30 мм длиной одна 110 мм, а другая 175 мм. Сверху на длинную трубу с правой стороны внахлест накладывают короткую трубу перпендикулярно первой и при помощи сварки соединяют между собой неразъемным соединением (см. фиг. 6). На свободном конце длинной трубы и в месте соединения труб на короткой трубе просверливают по сквозному отверстию диаметром Ф=24 мм и, наложив на них снаружи гайки М12×1,25, соединяют их неразъемным соединением, совмещая соосно их отверстия. Отрезок уголка 43 из профиля 50×50 мм и длиной 60 мм неразъемным соединением соединяют со свободным концом короткой трубы, так чтобы полка уголка была расположена снизу и направлена вовнутрь к длинной трубе и смещена вниз Г-образного рычага 36. На этой выступающей части полки уголка просверлено сквозное отверстие диаметром Ф=12 мм для установки кронштейна 44 в сборе. Для установки Г-образного рычага 36 на столе 1 по произведенной разметке делают сквозные резьбовые отверстия. Одно отверстие M10×1,25 под установку в них пальца 40 и двух отверстий М8×1 под установку вертикальной стойки 38. Вертикальная стойка 38 изготавливается из отрезка трубы прямоугольного профиля размером 30×30 мм длиной 150 мм, к которой снизу приваривают подпятник в виде пластины, выступающей с одной стороны за габаритный размер основания профиля в котором просверливают два сквозных отверстия М8×1 для установки вертикальной стойки 38 (позицией на фиг. 5 и 6 не обозначены).
Кронштейн 44 изготавливают из трех прямоугольных листов стали толщиной 25 мм, которые при помощи сварки соединяются между собой неразъемным соединением. Первый лист центральный имеет, собранный в кронштейн 44 размер прямоугольника соответствующий размеру внешней полки уголка 43 к которому он крепится при помощи болта 57. Второй лист для планки 45, собранный в кронштейн 44 имеет размер прямоугольника 50×100 со скошенными углами на свободном конце и располагается со стороны обратной креплению к центральному листу. Третий лист для планки 46, собранный в кронштейн 44 имеет размер прямоугольника 70×70 со скошенными углами на свободном конце и располагается сбоку центрального листа со стороны, обратной выступающей полке уголка 43 и несколько смещен в сторону вертикальной стойки 38.
На свободных концах планок 45 и 46 высверливают ступенчатые сквозные отверстия под установку заподлицо подшипников типа SKF 3204 A-2RS1 с упором наружного кольца подшипника в выступ ступенчатого сквозного отверстия. От смещения подшипников 47 и 48 вдоль оси вращения предусмотрена его фиксация со стороны установки при помощи болта и шайбы, внешний диаметр которой при установке перекрывает наружное кольцо подшипников (на фиг. 5 и 6 позицией не обозначены).
Кронштейн 51 прижимного подшипника 52 выполнен в виде уголка с разными полками, как по длине, так и по толщине. Толщина полки, на которой расположен прижимной подшипник 52, составляет 15 мм и имеет сквозное отверстие диаметром Ф=12 мм под его (прижимной подшипник 52) установку при помощи ступенчатого вала 90 диаметром Ф=40 мм с резьбой М 12 на одном конце. На другом конце ступенчатого вала 90 имеется выступ диаметром Ф=50 мм. В качестве прижимного подшипника 52 подойдет подшипник типа SKF 3208 A-2RS1 с внутренним диаметром внутреннего кольца Ф=40 мм. Ступенчатый вал 90 диаметром Ф=40 мм резьбовым концом вставляется во внутреннее кольцо подшипника до упора в его выступ диаметром Ф=50 мм. Затем на выступающий конец надвигается шайба с опорой на внутреннее кольцо подшипника с другой стороны и эта сборка резьбовым концом вставляется снизу в сквозное отверстие диаметром Ф=12 мм кронштейна 51 с выходом резьбового конца сверху кронштейна 51 и затем гайкой М12 с граверной шайбой сборка крепится на кронштейне 51.
В короткой полке толщиной 25 мм в виде выступа 53 длиной 30 мм кронштейна 51 сделано два отверстия. Одно слева параллельно оси вращения ступенчатого вала 90 глухое под болт с резьбой М12 и второе сквозное отверстие диаметром Ф=16 мм справа перпендикулярно направлению движения форматной заготовки 32 под установочную ось 49.
Установка кронштейна 51 в сборе к планке 46 кронштейна 44 осуществляется в следующей последовательности. В сквозное отверстие диаметром Ф=16 мм кронштейна 51 в сборе со стороны прижимного подшипника 52 вставляется установочная ось 49 выполненная в виде болта диаметром Ф=16 мм и резьбой Ml 6 мм на конце. На выступающий конец установочной оси 49 насаживается втулка 50, и затем установочная ось 49 продвигается через отверстие подшипника 48 до выхода ее резьбовой части за пределы подшипника 48 и крепится через шайбу аналогичную втулке 50 с граверной шайбой при помощи гайки M16 с прижимом к торцам внутреннего кольца подшипника 48. Таким образом, кронштейн 51 в сборе с прижимным подшипником 52 установлен в планке 46 кронштейна 44. Теперь пластину 54 соединяем снизу при помощи болта M12 с кронштейном 51 и далее соединяем ее выступающий из под планки 45 конец с пружиной 55. Другой конец пружины 55 соединяем с верхней частью гнутой  -образной пластины 56.
-образной пластины 56.
Для установки кронштейна 44 в сборе совмещают вертикальную ось оси вращения 37 с осью вращения подшипника 47 (см. фиг. 5) и при помощи набора втулок и/или шайб устанавливают подшипник 47 на определенную высоту, с тем расчетом, чтобы соприкосновение прижимного подшипника 52 с форматной заготовкой 32 осуществлялось не выше уровня реза второго фрезерного диска 26 и не ниже первого фрезерного диска 26, расположенных снизу. Т.е. между нижним и следующим фрезерными дисками 26.
При этом вертикальная установочная ось вращения 37 установлена на столе 1 с возможностью ее перемещения в отверстие стола, выполненного в виде паза (см. фиг. 5). Сама ось вращения 37 выполнена в виде ступенчатого вала с резьбой на концах и выступом для установки сверху с упором на внутреннее кольцо подшипника 47 через набор втулок и/или шайб, расположенных, как сверху, так и снизу внутреннего кольца подшипника 47. Осталось установить пружину 39 и ввернуть болт с контргайкой, который является одновременно регулирующим упором 42.
Снизу стола 1 устанавливается система натяжения 17 цепи 18, где в качестве талрепа 76 рекомендуется использовать Талреп М8 (С) (крюк-кольцо) DIN 1480. Механизм подачи и перемещения готов к работе.
Работа устройства, при котором осуществляется способ получения пружинных ламелей из форматной заготовки, включающая работу механизма подачи и перемещения, систему поджима, фрезерных блоков с фрезерными дисками и при этом осуществляется способ перемещения с способом фрезерования и раскроя реализуются следующем образом.
Из стопы форматных заготовок 32, гнутых по радиусу R, два параллельных торца которых обрезаны по прямой, образующей эту поверхность, берут первую и устанавливают ее параллельными обрезанными краями вертикально вверх над плоской направляющей 6, прислоняя ее к пластинам 33 вертикальных направляющих 7 и 8. В это время включен мотор редуктор 16 и приводы 14, 15 фрезерных блоков 2 и 3. Одновременно форматную заготовку 32 (см. фиг. 10) прижимают к пластинам 33 с внешним усилием Рву. Эту операцию можно производить вручную или автоматически при помощи вакуумных присосок. При этом, продвигая ее в сторону фрезерных блоков 2 и 3, прижимая ее выгнутой стороной к вертикальным направляющим 7 и 8, пропускают ее между ними и внешним диаметром прижимного подшипника 52, обеспечивая его касание с вогнутой стороной форматной заготовки 32 с усилием Рсп. Затем идет продвижение форматной заготовки 32 до касания ее первого торца с роликом 60 вертикальной вращающейся направляющей 9 механизма подачи и перемещения. В это время, под воздействием веса форматной заготовки 32 и системы поджима 10, она опускается вниз до касания ее выступающей части необработанного конца плоской направляющей 6. С попаданием выгнутой поверхности форматной заготовки 32 на вращающийся ролик 60 вертикальной вращающейся направляющей 9 дальнейшее ее продвижение идет со скоростью, задаваемой скоростью вращения ролика 60. Таким образом, было положено начало реализации способа перемещения форматной заготовки с использованием механизма подачи и перемещения. При дальнейшем перемещении форматной заготовки 32 ее первый торец попадает вогнутой поверхностью на наружную прижимную поверхность 30 прижимных роликов 27 фрезерного блока 2 с одновременным началом процесса фрезерования и раскроя. При этом фрезерные диски 26 фрезерных блоков 2 и 3 попарно вращаются каждый на своем установленном уровне в плоскости, параллельной плоскости расположения стола 1 без перемещения относительно форматной заготовки 32, а форматная заготовка 32 движется в направлении их вращения. Фрезерные диски 26 вращаются со скоростью 3000 об/мин. При этом фрезерные диски 26 фрезерного блока 2 производящие рез со стороны вогнутой поверхности имеют глубину реза больше, чем глубина реза фрезерных дисков 26 фрезерного блока 3 производящие рез со стороны выгнутой поверхности. Попутное фрезерование начинается фрезерными дисками 26 фрезерного блока 2 и заканчивается попутное фрезерование фрезерованием фрезерными дисками 26 фрезерного блока 3 с раскроем форматной заготовки 32 после ее прохождения между фрезерными дисками 26 фрезерных блоков 2 и 3. При этом центр вращения фрезерного блока 3, установлен со стороны выгнутой поверхности, отстоит от центра вращения фрезерного блока 2, производящего рез со стороны вогнутой поверхности по ходу движения форматной заготовки 32, на угол γ, равный 8°-12°. Величина угла γ зависит от толщины форматной заготовки, ее радиуса изгиба и размеров фрезерных дисков 26 и особенностей их конструкции. В нашем случае прямая линия в плоскости расположения стола 1, проходящая через оси вращения фрезерных блоков 2 и 3 расположена под углом γ=10°.
Дальнейшее перемещение форматной заготовки 32 на участке от фрезерного блока 3 до касания ею уже вертикальных торцов будущих ламелей с роликом 60 вертикальной направляющей 11 происходит при воздействии на нее всех режущих кромок режущих пластин 87 фрезерных дисков 26 фрезерных блоков 2 и 3. Воздействие на форматную заготовку 32 режущих кромок режущих пластин 87 фрезерных дисков 26 направленно в сторону перемещения форматной заготовки 32. При этом соприкосновение форматной заготовки 32 с вертикальной направляющей 9 и с торцевыми поверхностями прижимных роликов 27 происходит по линиям вертикальным горизонтальной плоскости стола 1, и эти линии являются прямыми образующими цилиндрической поверхности форматной заготовки 32 и располагаются по отношению к ней следующим образом. Две крайние от ролика 60 вертикальной направляющей 9 и прижимного ролика 27 фрезерного блока 3 расположены на выгнутой стороне, а средняя от прижимного ролика 27 фрезерного блока 2 расположена между ними на вогнутой стороне форматной заготовки 32. Тем самым создаются условия для устойчивого перемещения форматной заготовки 32. Этому способствуют и вращающиеся фрезерные диски 26 расположенные параллельно по вертикали в плоскостях, параллельных плоскости стола 1.
На этом участке перемещения форматной заготовки 32 она движется со скоростью, задаваемой скоростью вращения ролика 60 вертикальной направляющей 9. Отметим, что и дальнейшее движение форматной заготовки 32 до полной разделки идет с этой постоянной скоростью, т.к. скорости вращения всех четырех вертикальных направляющих 9, 11, 12 и 13 одинаковы.
Когда задний торец форматной заготовки 32 подходит к выходу его за пределы взаимодействия с роликом 60 вертикальной направляющей 9 из стопы форматных заготовок берут вторую и устанавливают ее параллельными обрезанными краями вертикально над поверхностью плоской направляющей 6, прислоняя ее к пластинам 33 вертикальных направляющих 7 и 8.
В это время перемещением заднего торца первой форматной заготовки 32 между двумя фрезерными блоками 2 и 3 заканчивается процесс попутного фрезерования и раскроя.
Но процесс перемещения ламелей продолжается до окончания прохождения ламелями соприкосновения вогнутой поверхности с поверхностью цилиндрической поверхности ролика 60 вертикальной вращающейся направляющей 11.
Теперь способ получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер и устройство для его реализации с механизмом подачи и перемещения, включающим систему поджима, фрезерным блоком и фрезерным диском, включая способ перемещения форматной заготовки, а также способ фрезерования и раскроя закончился.
Убирать готовые ламели можно вручную или автоматически при помощи вакуумных присосок или прихватов. Например, концы выступающих готовых ламелей прихватывают сразу после прохождения ими вертикальной вращающейся направляющей 13 и ламели вместе с механизмом прихвата перемещаются с одной скоростью совпадающей со скоростью их продольного перемещения. После прохождения готовых ламелей вертикальной вращающейся направляющей 11, механизм резко поворачивает их на 30° по часовой стрелке. Готовые ламели оказываются посередине прямой, соединяющей вертикальные вращающиеся направляющие 13 и 12. После чего ускоренно удаляются этим механизмом от устройства вдоль луча разворота и далее переносятся и укладываются по намеченной программе. При завершении процесса разделки и завершения работы отключаются механизмы вращения и перемещения с одновременным включением тормозов путем прижима тормозных пластин тормозов 4 и 5 к наружным прижимным поверхностям 30 прижимных роликов 27 фрезерных блоков 2 и 3. Процесс реализации способа получения ламелей будет более рациональный, если вторая и следующие форматные заготовки будут подаваться торец в торец. В этом случае продвижение идет со скоростью, задаваемой скоростью вращения роликов 60. Обычно высота установленной форматной заготовки выше уровня действия фрезерных блоков, поэтому высоту действия фрезерных блоков делают кратной высоте форматной заготовки. В этом случае оставшаяся часть форматной заготовки пропускается через устройство повторно. Получаемая при этом узкая ламель высотой от плоской направляющей 6 до плоскости действия нижней пары фрезерных дисков 26 идет на поделки.
Обычно для такого типа устройств устанавливаются датчики разряжения, которые не позволяют начать работу устройства при снятом кожухе 91 и при отключенной системе отсоса продуктов пиления. Они реализуются и в данном устройстве.
На фиг. 11 представлен общий вид устройства, съем кожуха 91 которого осуществляется при помощи ручек 92. Кожух 91 снабжен патрубками 93 системы отсоса продуктов пиления и устанавливается на столе 1 с помощью винтов крепления 94.
В ручном режиме подачи форматной заготовки 32 предусмотрена установка устройства в сборе на подставку 95 под углом β, который может меняться в зависимости от персональных данных обслуживающего персонала.
При использовании данной группы изобретений можно производить две тысячи ламелей в час.
Таким образом, предложенная группа изобретений позволит снизить количество подготовительных операций и исключить дополнительное оборудование при подготовке форматной заготовки для изготовления ламелей. При этом упрощается конструкция устройства, уменьшаются его металлоемкость и повышается его компактность. Сокращается время подачи и перемещения, фрезерования и раскроя, повышается ремонтноспособность, упрощается обслуживание, исключается дорогостоящее электронное оборудование и гидравлическая система. Кроме этого уменьшаются энергетические затраты, что в итоге сказывается на снижении себестоимости получения конечного продукта.
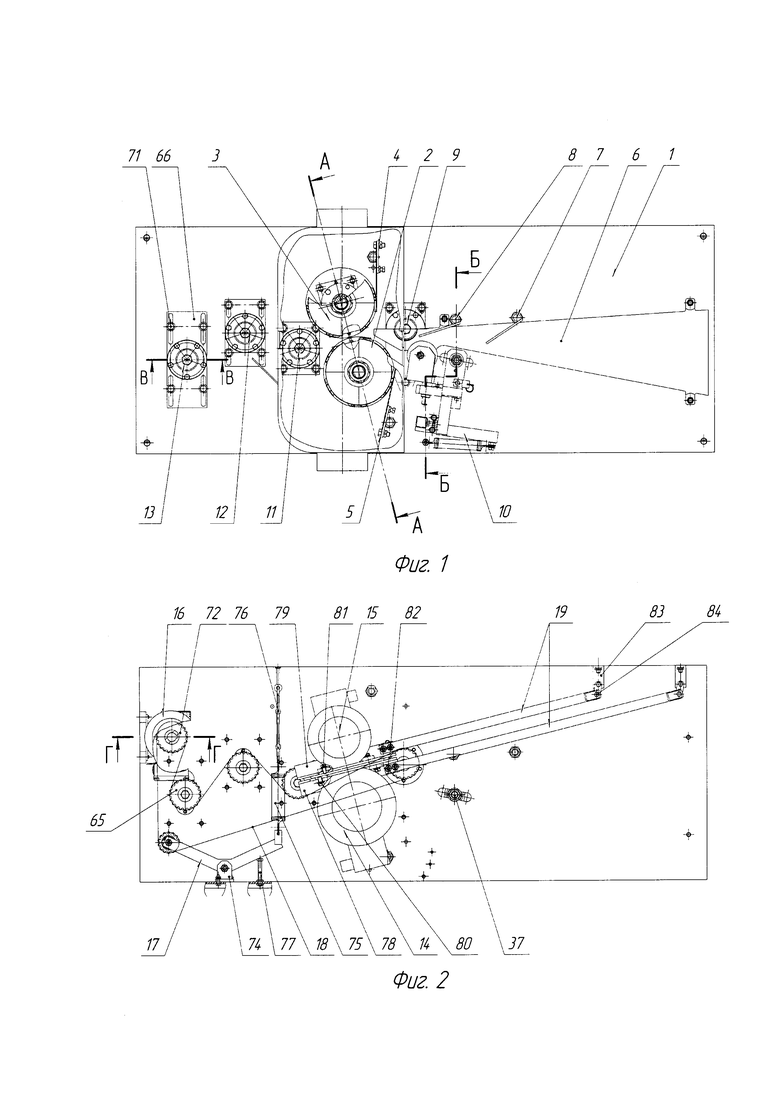
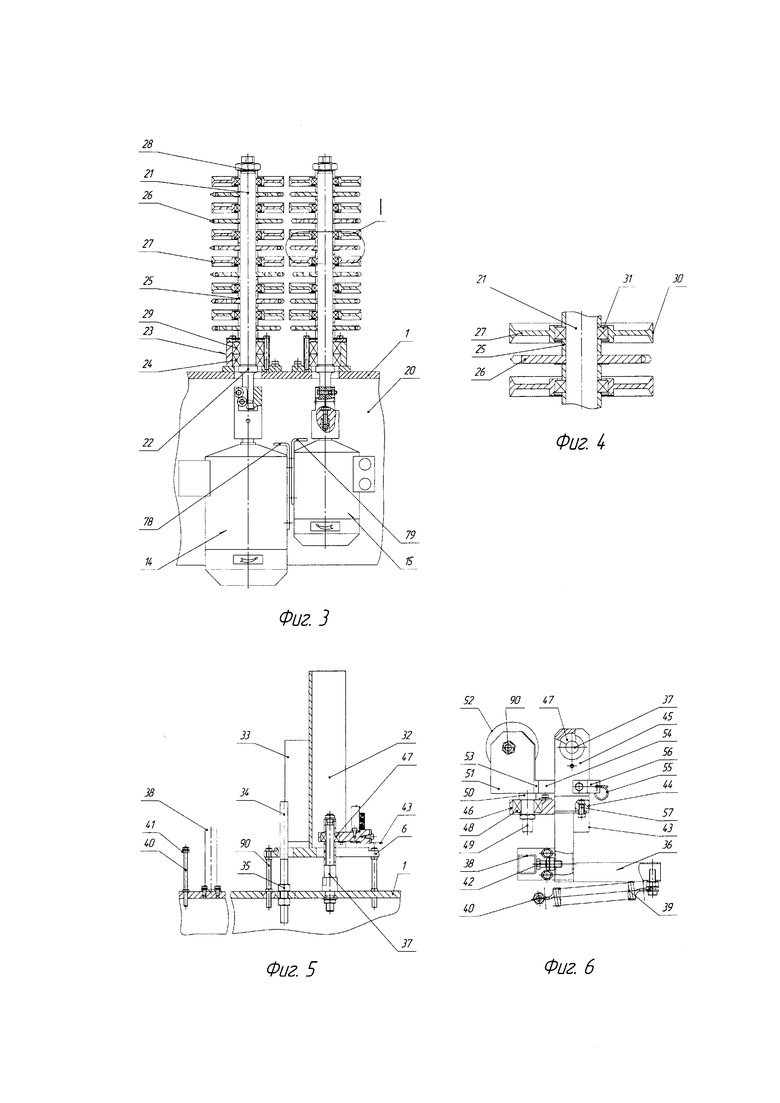
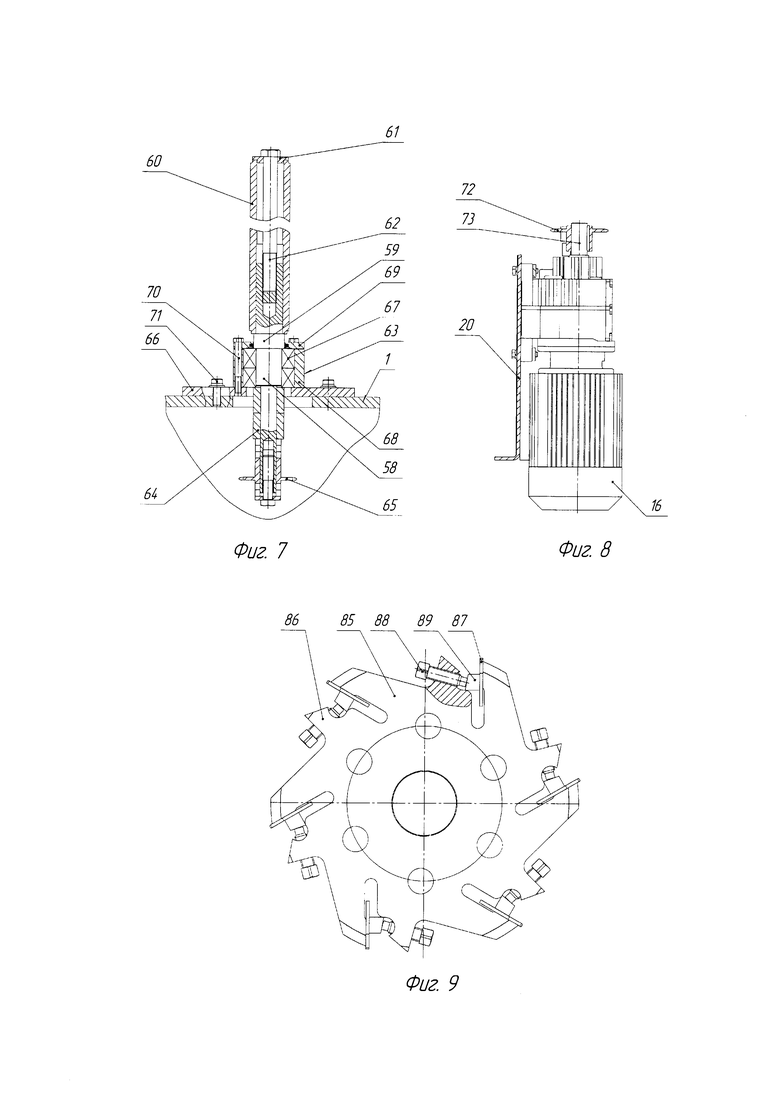
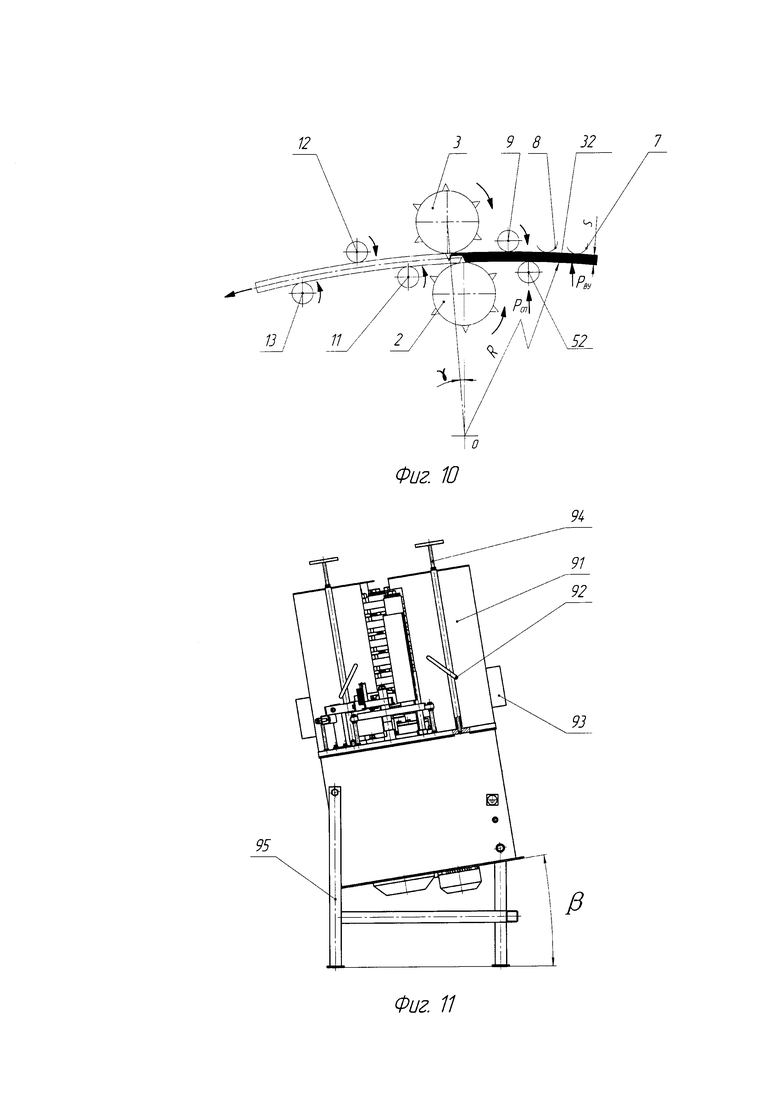
Способ включает перемещение форматной заготовки при вертикальном ее расположении. При этом фрезерные блоки с фрезерными дисками и прижимными роликами, используя попутное фрезерование торцов, одновременно осуществляют её раскрой. Перемещение форматной заготовки осуществляется за счет четырех вертикальных вращающихся направляющих, расположенных над плоской поверхностью прямоугольного стола в оригинальных сборных подшипниковых опорах. Достигается упрощение изготовления ламелей и повышение ремонтопригодности устройства. 8 н.п. ф-лы, 11 ил.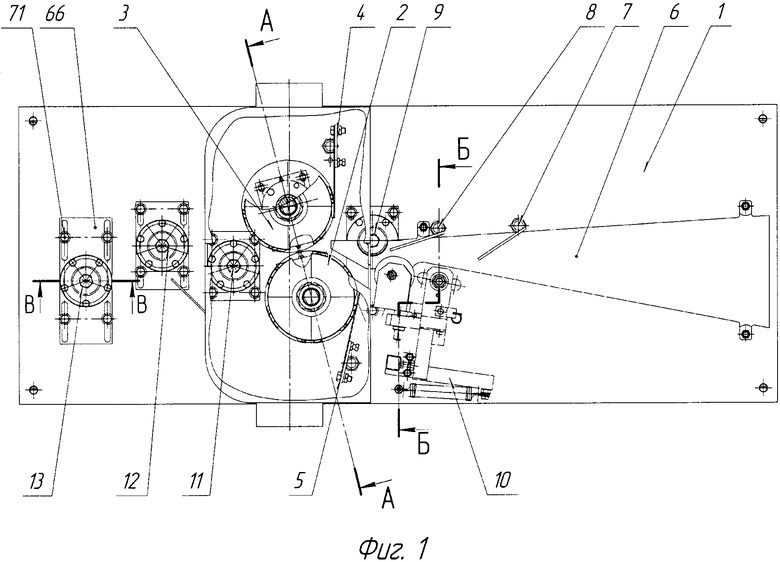
1. Способ получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер, включающий установку форматной заготовки с последующей разделкой ее на ламели, отличающийся тем, что установку форматной заготовки осуществляют в вертикальном положении ее обработанных торцов над поверхностью плоской направляющей параллельной плоскости стола, при этом форматную заготовку прижимают выгнутой поверхностью к разнесенным между собой пластинам двух вертикальных направляющих и продвигают ее с поджатием внешним диаметром подшипника поджима до касания первого торца заготовки с роликом вертикальной вращающейся направляющей, подают и перемещают дальше форматную заготовку посредством механизма подачи и перемещения между прижимными направляющими в виде прижимных роликов фрезерных блоков с одновременным попутным фрезерованием и раскроем форматной заготовки с выгнутой и вогнутой стороны фрезерными дисками фрезерных блоков и затем разделанные на ламели части форматной заготовки перемещают между тремя роликами вертикальных вращающихся направляющих, расположенных за фрезерными блоками, с удалением готовых ламелей после прохождения первой из них.
2. Устройство для получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер, содержащее механизм подачи и перемещения с вращающимися и прижимными направляющими, мотор-редуктор с цепной передачей и два фрезерных блока с приводами для фрезерования и раскроя форматной заготовки, отличающееся тем, что оно снабжено столом, закрытым снизу по периметру и выполненным в виде прямоугольной плоской пластины, над которым сверху и параллельно ему установлена со стороны поступления форматной заготовки плоская направляющая, выполненная в виде треугольной пластины с фигурным выступом при вершине острого угла, подшипника прижима, обеспечивающего прижатие форматной заготовки к двум вертикальным направляющим, расположенным перед первой вращающейся направляющей, пластины которых расположены под углом в сторону перемещения форматной заготовки над горизонтальной плоскостью плоской направляющей, при этом механизм подачи и перемещения с вращающимися и прижимными направляющими и фрезерные блоки установлены на столе вертикально в подшипниковых опорах с возможностью их перемещения относительно проекции перемещения форматной заготовки в горизонтальной плоскости стола, причем вращающиеся направляющие распределены вдоль проекции перемещения форматной заготовки, при этом первая и третья вращающиеся направляющие по ходу перемещения форматной заготовки расположены со стороны проекции с радиусом, равным R+S, а вторая и четвертая - расположены со стороны проекции с радиусом, равным R, при этом между первой и второй вращающимися направляющими с разных сторон этой проекции расположены фрезерные блоки для фрезерования и раскроя форматной заготовки, оси вращения которых расположены в одной вертикальной плоскости под углом в сторону перемещения форматной заготовки и с расстоянием между их прижимными роликами, соответствующим толщине форматной заготовки, а приводы фрезерных блоков, выполненные с установочными рычагами, и мотор-редуктор с системой натяжения цепи и цепью для вращения вертикальных вращающихся направляющих механизма подачи и перемещения расположены снизу стола, где:
R - радиус изгиба форматной заготовки, мм,
S - толщина форматной заготовки, мм.
3. Устройство для получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер, включающее механизм подачи и перемещения с вращающимися и прижимными направляющими, мотор-редуктор с цепной передачей, два фрезерных блока с приводами для фрезерования и раскроя форматной заготовки, отличающееся тем, что оно снабжено столом с плоской направляющей и системой поджима форматной заготовки, содержащей рычаг поджима, при этом мотор-редуктор установлен под столом с вертикально расположенным выходным валом вращения, на котором расположена ведущая звездочка, которая в горизонтальной плоскости цепью связана с ведомыми звездочками четырех вращающихся направляющих, ступенчатые валы которых с установленными роликами через отверстия в столе выступают над поверхностью стола и установлены на нем с помощью подшипниковых опор, фланцы которых расположены на поверхности стола с возможностью их перемещения в сторону форматной заготовки и закреплены на нем болтовым соединением, прижимные направляющие в виде набора прижимных роликов с подшипниками в центральном отверстии установлены на валу фрезерного блока между цилиндрическими проставками с упором их в торцы внутреннего кольца подшипника с двух сторон и в установленный снизу от проставки фрезерный диск, при этом набор прижимных роликов с фрезерными дисками закреплен на валу через верхнюю цилиндрическую проставку гайкой с упором нижней цилиндрической проставки набора прижимных роликов с фрезерными дисками в торец внутреннего кольца верхнего подшипника, расположенного в подшипниковой опоре вала фрезерного блока, установленного на столе, при этом четыре вертикальные вращающиеся направляющие и прижимные направляющие расположены вдоль пути следования форматной заготовки с двух сторон, со стороны выгнутой ее поверхности - первая и третья вращающиеся направляющие и со стороны вогнутой поверхности - вторая и четвертая, а прижимные направляющие расположены между первой и второй вращающимися направляющими, рычаг поджима установлен на поверхности стола и имеет подшипник прижима форматной заготовки к двум вертикальным направляющим в виде прямоугольных пластин, расположенных над поверхностью плоской направляющей с возможностью регулировки их поворота.
4. Система поджима устройства для получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер, содержащая подпружиненный двуплечий прижимной рычаг, устанавливаемый на столе с возможностью ограниченного вращения в плоскости, параллельной плоскости стола вокруг вертикальной установочной оси вращения, и имеющий болт для регулировки его положения и прижим, ось вращения которого перпендикулярна рычагу, причем плечи рычага имеют разную длину и расположены под углом 90° друг к другу, в месте их соединения расположен ограничитель вращения, на конце длинного плеча расположена пружина растяжения, второй конец которой предназначен для соединения с пальцем, установленным на столе с упором на вертикальную стойку, отличающаяся тем, что на свободном конце короткого плеча через отрезок уголка установлен съемный кронштейн, состоящий из двух планок, одна из которых выполнена с возможностью расположения параллельно плоскости стола, а вторая - перпендикулярно плоскости стола, на свободных концах которых выполнены подшипниковые опоры с расположенными в них подшипниками, при этом ось вращения подшипника, расположенного на первой планке, совпадает с осью вертикальной установочной оси вращения с возможностью расположения вертикально к плоскости стола, а ось вращения подшипника, расположенного на второй планке, с возможностью расположения параллельно плоскости стола и перпендикулярно направлению движения форматной заготовки, на второй полке расположен кронштейн подшипника прижима в виде уголка с полками разной длины и толщины, при этом на свободном конце длинной полки выполнена опора для расположения на ней подшипника прижима, ось вращения которого отклонена от вертикали на 10° в сторону движения форматной заготовки, а к короткой полке снизу прикреплена пластина, которая проходит под планкой, расположенной параллельно плоскости стола с выходом за ее габариты и конец которой соединен с пружиной, свободный конец которой прикреплен к верхней части гнутой J-образной пластины, установленной сверху на этой планке.
5. Фрезерный блок для фрезерования и раскроя устройства для получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер, содержащий сборную подшипниковую опору, вал с попеременно установленными фрезерными дисками и втулками между ними, отличающийся тем, что вал выполнен с выступом для упора в торец нижнего внутреннего кольца подшипника, расположенного снизу в сборной подшипниковой опоре, фланец которой предназначен для установки вала в вертикальном положении на поверхности стола устройства и с возможностью его перемещения, а фрезерные диски и прижимные направляющие в виде набора прижимных роликов с подшипниками в центральном отверстии установлены на валу между цилиндрическими проставками с упором их в торцы внутреннего кольца этих подшипников и фрезерных дисков с двух сторон, при этом фрезерный диск, установленный снизу, нижней цилиндрической проставкой упирается в торец внутреннего кольца верхнего подшипника, расположенного сверху в сборной подшипниковой опоре, за счет затяжки гайки на выступающем из верхней цилиндрической проставки конце вала.
6. Фрезерный диск фрезерного блока для фрезерования и раскроя форматной заготовки устройства для получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер, выполненный с осевым центральным отверстием и выступами реза, расположенными равномерно по окружности и имеющими режущие кромки, выполненные в виде симметричных радиусов в четверть окружности ребра ламелей по внешней стороне режущих кромок, отличающийся тем, что режущие кромки выполнены на съемных режущих пластинах из инструментальной стали, диск выполнен плоским с осевым центральным отверстием под вал фрезерного блока и с параллельными сторонами, определяющими толщину диска и ширину режущей пластины, режущая кромка которой, выполненная с симметричными радиусами в четверть окружности по ширине режущих кромок, образует площадку в виде скругленного выступа, при этом торец диска выполнен по форме, аналогичной режущей кромке, с сомкнутыми радиусами по внешнему диаметру диска, при этом окружность внешнего диаметра диска меньше, чем диаметр окружности вращения режущей кромки режущих пластин, диск выполнен с шестью выступами реза, расположенными через 60° по окружности, и имеет соответственно шесть опорных выступов, при этом на каждом выступе реза расположена режущая пластина, которая винтом опорного выступа прижата к опорной площадке выступа реза через проставку.
7. Способ подачи и перемещения форматной заготовки при получении пружинных ламелей из неё с одновременным получением готового закругленного профиля ребер, заключающийся в подаче и перемещении ее между вращающимися и прижимными направляющими в виде роликов, оси вращения которых расположены параллельно прямым, образующим ее поверхность, отличающийся тем, что подачу форматной заготовки осуществляют путем прижима ее над плоской направляющей с усилием Рву выгнутой поверхностью к двум пластинам вертикальных направляющих, настроенных предварительно по касательной к радиусу, равному R+S, при этом два обработанных торца форматной заготовки устанавливают вертикально относительно плоской направляющей, а кривые, согнутые по радиусу и образующие эту же поверхность вертикальным их перемещением, располагают параллельно плоской направляющей между двух необработанных торцов, при этом установку и прижим форматной заготовки осуществляют с одновременным ее перемещением между двумя вертикальными направляющими плоских пластин и внешним диаметром подшипника прижима, расположенного со стороны вогнутой ее поверхности до соприкосновения вертикального торца с первой вертикальной вращающейся направляющей, при этом внешний диаметр подшипника прижима с усилием Рсп осуществляет ее прижим к двум вертикальным направляющим, а дальнейшее перемещение форматной заготовки с постоянной скоростью, задаваемой мотор-редуктором механизма перемещения между вращающимися и прижимными направляющими, производят в чередующейся последовательности соприкосновения выгнутой и вогнутой поверхности форматной заготовки по пути ее следования с четырьмя вертикальными вращающимися направляющими и двумя прижимными направляющими в виде набора прижимных роликов двух фрезерных блоков, расположенных по пути ее следования, от соприкосновения выгнутой поверхности форматной заготовки с первой вертикальной вращающейся направляющей, где:
R - внутренний радиус изгиба вогнутой поверхности форматной заготовки, мм;
R+S - наружный радиус изгиба выгнутой поверхности форматной заготовки, мм;
S - толщина форматной заготовки, мм;
Рву - внешнее усилие прижима форматной заготовки к вертикальной плоскости пластин двух вертикальных направляющих, кгс;
Рсп - сила поджима форматной заготовкой подшипником прижима к вертикальной плоскости пластин неподвижных вертикальных направляющих, кгс.
8. Способ фрезерования и раскроя форматной заготовки при получении из неё пружинных ламелей из с одновременным получением готового закругленного профиля ребер, при котором производят двустороннее фрезерование движущейся форматной заготовки вращающимся режущим инструментом в виде двух фрезерных дисков, разнесенных между собой по радиусу форматной заготовки, с возможностью выполнения реза со стороны выгнутой и вогнутой поверхности, при этом оси вращения фрезерных дисков неподвижны и расположены параллельно прямым, образующим вогнутую и выгнутую стороны форматной заготовки, отличающийся тем, что форматную заготовку перемещают между прижимных роликов двух фрезерных блоков, фрезерные диски которых распределены по вертикали и каждая пара их находится в плоскости, параллельной плоскости стола, при этом фрезерные диски вращают в сторону перемещения форматной заготовки, а оси их вращения в плоскости, параллельной плоскости стола, смещены относительно друг друга на угол γ в сторону перемещения форматной заготовки, причем глубина реза по вогнутой поверхности превышает глубину реза по выгнутой поверхности, где:
γ - угол смещения оси вращения пары фрезерных дисков двух фрезерных блоков, находящихся в одной плоскости, параллельной плоскости стола в градусах.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ЛАМЕЛЕЙ С ТРЕХПИЛЬНЫМ СТАНКОМ ДЛЯ РАСКРОЯ ГНУТО-ЛИСТОВЫХ МАТЕРИАЛОВ И МЕХАНИЗМОМ ПИЛЕНИЯ С ГЛУШИТЕЛЕМ ШУМА ДИСКОВОЙ ПИЛЫ | 2014 |
|
RU2563674C1 |
| Шпиндель многопильного с танка с круглыми пилами | 1928 |
|
SU13572A1 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ КРИВОЛИНЕЙНОГО ГНУТОКЛЕЕННОГО БЛОКА | 0 |
|
SU202497A1 |
| МНОГОПИЛЬНЫЙ СТАНОК для РАСКРОЯ листовых' | 0 |
|
SU388879A1 |
| Устройство для базирования и подачи листовых материалов в раскроечный станок | 1985 |
|
SU1305036A1 |
| Прижимное приспособление к деревообрабатывающему станку | 1991 |
|
SU1818220A1 |
| US 4259886 A1, 07.04.1981. | |||

