Разборные шаблоны для изготовления лотковых асбестоцементных изделий тутем обжима листовой заготовки, известны. IIpiE этом снособи изготонлюния тюзпнкают больнше затруднения нрн снятнн изделия с шаблона, так как захол,ян;ие внутрь на:аблона части нрнходится отгибать н к связн с снпмать изделия до их зат1 ердевания, что сонроноягда тск вноследствии нарушением структуры материала.
В оиисываемом шаблоне этн недостатки устранены благодаря тому, что 01 гз тррх продольных гастеп и ;.,i.yx бочовых прнлсюю, скренляемых со средней частью клиньями.
Крайние части снабжены: одна закругленным нродольньш выступом, jiTopaii-такрм же углублением для формнропанття ботго а; ;;ргя. Средней же части иридана в ионеречном сечении форма клина, что дает возможность разбирать шаблон ири снятии затвердевшего изделия.
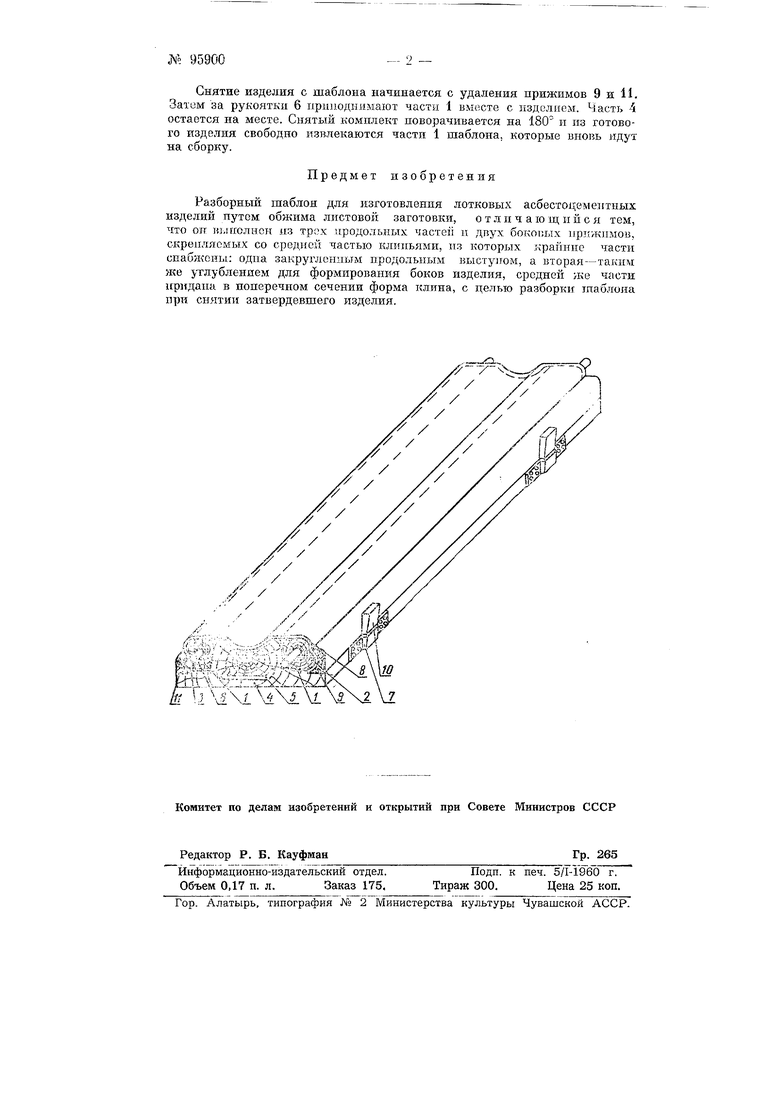
Шаблон выиолиен (см. чертеж) из трех нродольных частей и двух боковых нрижимов. Обе боковые части 1 имеют: одна вынуклый нродольный выстун 2, а вторая-такое же углубление 3 заданного нрофнля. При сборке изделий выстун одного изделия заходнт в углубление другого. Центральная часть 4 шаблона имеет в ноиеречном сечении форму клина. В торцах части 4 иредусмотрены скобы 5 для маиииуяяций, а в боковых частях 1-рукоятки 6 для тех же целей. Кроме того, на части 4 с боковых сторон ее основания закреплены в скобы 7.
Работа с шаблоном ироизводится следующим образом.
Все части шаблона собираются и, если иужно, скреиляются штырями, донускаюш,ими вертикальное взаимное иередвижение частей. Затем на шаблои накладывается сырая асбестоцементная листовая заготовка 8. На нравую (но чертежу) боковую часть 1 накла/гывается прижим 9 и за креиляется клиньями 10, вгоняемыми в скобы 7. Лист, таким образом, оказыгзаотся зажатым с одной стороны. Зат.м лшст обкатывается на шаблоне нри иомои|;и не иоказанной на чертсже скалки и зажимается вторым прижимом 11 так же, как указано «ытие.
Шаблон вместе с изделием направляется в камеру выдержки.
Снятие изделия с шаблона начинается с удаления нрижимов 9 и 11. Затем за рукоятки 6 приподнимают часты 1 вместе с изделием. Часть 4 остается на месте. Снятый комилект иоворачивается на 180 и из готового изделия свободно извлекаются части 1 шаблона, которые вновь идут на сборку.
Предмет изобретения
Разборный шаблон для изготовления лотковых асбестоцемеитных изделий нутем обжима листовой заготовки, о т л и ч а ю щ и и с я тем, что оя BJ.; полнея из трах продольных частей и двух бокот:ых прижимов, скрепляемых со сред.ней частью клииьями, пя которых крайние части снабжены: одна закругленным нродояьыым выступом, а вторая -таким же углублением для формирования боков изделия, средней же части придана в понеречном сечении форма клина, с целью разборки тпаблона при снятии затвердевшего изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| КОМПЛЕКС УСТРОЙСТВ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТЕЙ РУЧНОЙ МОТЫГИ | 1993 |
|
RU2088362C1 |
| ВИНТ ДЛЯ ИЗГОТОВЛЕНИЯ ГЛАДКИХ ИЛИ РЕЗЬБОВЫХ ОТВЕРСТИЙ | 1991 |
|
RU2042056C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2253529C2 |
| Соединение двух деталей фасонного профиля | 1976 |
|
SU638284A3 |
| ДИСКОВЫЙ ТОРМОЗ ТРАНСПОРТНОГО СРЕДСТВА С СУППОРТОМ, В ЧАСТНОСТИ АВТОМОБИЛЯ ПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ, И ПРИЖИМНОЕ УСТРОЙСТВО ТАКОГО ТОРМОЗА | 2014 |
|
RU2660203C2 |
| СКОБОВЫЙ ДИСКОВЫЙ ТОРМОЗ ТРАНСПОРТНОГО СРЕДСТВА, В ЧАСТНОСТИ АВТОМОБИЛЯ ПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ, И СКОБА ТАКОГО ТОРМОЗА | 2014 |
|
RU2657607C2 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 2011 |
|
RU2471615C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛИСТОВОЙ КРОВЛИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2260660C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВОЙ ЗАГОТОВКИ | 2007 |
|
RU2358824C1 |
Ш & -$ -УтгШ ; Ss 2й
i
