(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНБ1Х ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТОЛСТОСТЕННЫХ ЕМКОСТЕЙ ИЗ ГРАНУЛИРОВАННЫХ ТЕРМОПЛАСТОВ | 1995 |
|
RU2094872C1 |
| Форма для изготовления крупногабаритных изделий из термопластов | 1979 |
|
SU905108A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1988 |
|
RU2015897C1 |
| Способ изготовления толстостенныхизделий | 1973 |
|
SU509895A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРЕИМУЩЕСТВЕННО В ВИДЕ ТЕЛ ВРАЩЕНИЯ | 2014 |
|
RU2574261C1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛА С ИСПОЛЬЗОВАНИЕМ ГАРНИСАЖА В КАЧЕСТВЕ РАСХОДУЕМОГО ЭЛЕКТРОДА | 2002 |
|
RU2286398C2 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ПО ЭКСТРУЗИОННО-ПРЕССОВОЙ ТЕХНОЛОГИИ | 2009 |
|
RU2409467C2 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| Способ изготовления армированных изделий из термопласта | 1980 |
|
SU950543A1 |
| Форма для центробежного формования изделий из термопластичных полимерных материалов | 1983 |
|
SU1118530A1 |
1
Изобретение относится к переработке полимеров и может быть использовано для изготовления крупногабаритных блоков из термопластичных материалов, не имеющих в объеме усадочных раковин, трещин и значительных механических напряжений.
Известна форма для изготовления крупногабаритных изделий из термопласта, содержащая матрицу с нагревателями на внешней поверхности и пуансон 1.
Недостаток формы заключается в том, что при наличии боковых нагревателей в изделиях больщого диаметра создается nefpeпад температур по диаметру, что может привести к образованию локальных усадочных явлений по центру изделия.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является форма для изготовления круп ногабаритных изделий из термопластов, содержащая основание и корпус, внутри которого размещен нагреватель с возможностью перемещения вдоль оси корпуса 2.
Недостатком указанной формы является то, что в процессе работы формы перевод всей массы формуемого материала в вязкотекучее состояние и последующее направленное охлаждение его с целью компенсации усадки приводит к тому, что формуемый материал продолжительное время находится в расплавленном состоянии, когда в нем особенно интенсивно протекают нежелательные термоокислительные процессы, снижающие качество готового изделия. Кроме того, несмотря на теплоизоляцию стенок формы, наличие внешних боковых и донных нагревателей приводит к значительным (до 70%)
10 потерям тепла в окружающую среду.
Цель изобретения - повыщение качества изделия и снижение энергозатрат.
Указанная цель достигается тем, что в форме для изготовления крупногабаритных изделий из термопластов, содержащей ос5 нование и корпус, внутри которого размещен
нагреватель с возможностью перемещения
вдоль оси корпуса, нагреватель выполнен
с перфорацией в направлении оси корпуса.
Такое выполнение формы повышает ка20 v ecTBO готового изделия, благодаря тому, что по мере продвижения вверх перфорированного нагревателя и постепенного (как бы послойного) проплавления термопласта газовые включения из материала выносятся на поверхность. Вслед за расплавлением
по мере удаления вверх нагревателя материал охлаждается, тем самым достигается уменьшение времени нахождения формуемого материала в расплавленном состоянии, а следовательно, нежелательные термоокислительные процессы не получают развития. Поскольку в форме вместо целого ряда внешних обогревателей используется один, то снижаются энергозатраты на изготовление готового изделия.
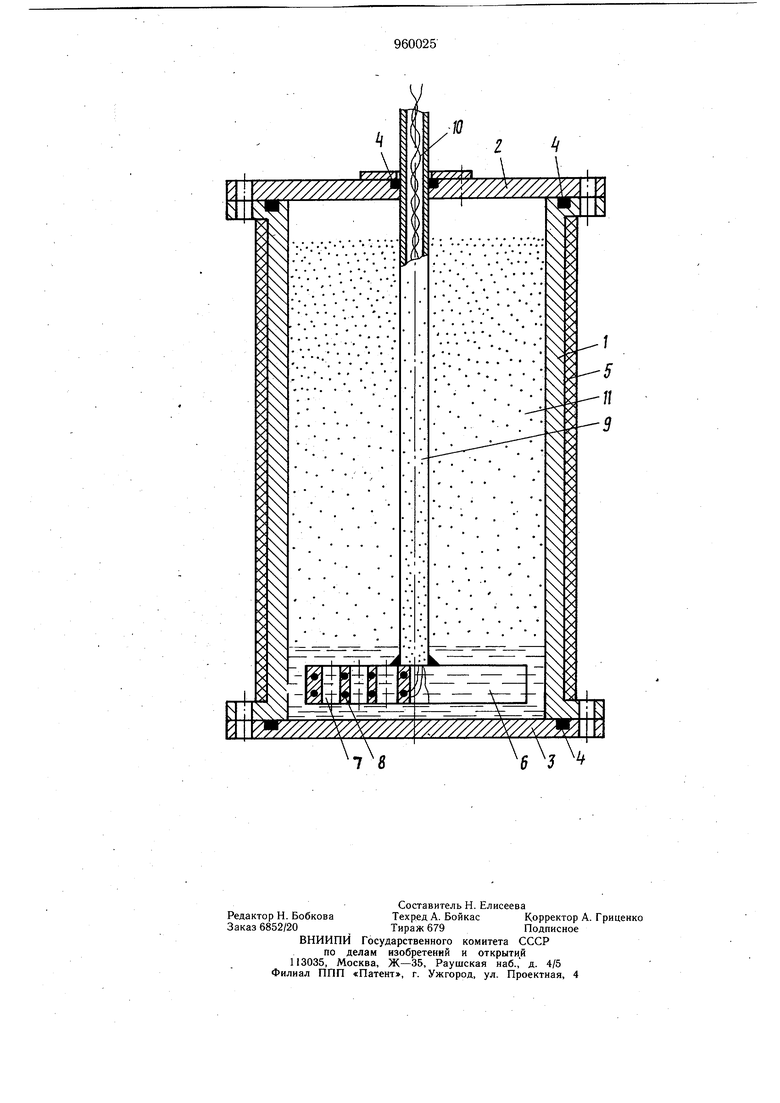
На чертеже изображена форма, разрез.
Форма для изготовления крупногабаритных изделий из термопластов содержит теплоизолированный корпус 1, крышку 2 и основание 3, герметизированных прокладками из кремнеорганической резины 4. Теплоизоляция 5 формы выполнена из материала с малым коэффициентом теплопроводности, например асбокартона, и охватывает боковую поверхность корпуса 1. Внутри корпуса размещен нагреватель 6 с. возможностью перемеш.ения вдоль оси корпуса. Нагреватель б выполнен в виде диска с перфорацией 7 в направлении оси корпуса. В диске расположен нагревательный элемент 8, к которому через шток 9 подведены токоведуш,ие провода 10.
Форма работает следующим образом.
.После размещения нагревателя 6 на основании 3 в форму засыпается гранулированный полиэтилен 11 марки 158 02-020 и форма закрывается уплотненной крышкой 2. Затем включается нагревательный элемент 8, мощность которого составляет 200 Вт. Нагреватель 6 имеет сквозные отверстия диаметром 20 мм, ориентированные вдоль высоты формы и предназначенные для протекания сквозь них расплавленного термопласта.
После проплавления полиэтилена в придонной части формы и когда толщина расплава над поверхностью диска достигла около 20-ти мм, нагреватель приподнимается на поверхность расплава. Наблюдение за процессом расплавления полиэтилена велось через продольные окна (не показаны). Поскольку расплавленный полиэтилен прозрачен, то нетрудно наблюдать за процессом деаэрации из расплава, протекающим довольно интенсивно.
По мере распд.авления очередной порции гранул на толщину порядка 20-ти мм над поверхностью нагревателя он постепенно с помощью щтока 9 поднимается в верхнюю часть формы. Когда толщина расплавленной
части полиэтилена достигла 100 мм, стало ясно видно помутнение его нижнего слоя, что свидетельствует о начавшемся процессе охлаждения. По мере продвижения нагревателя вверх толщина охлаждаемого слоя увеличивается. Когда переведен в расплав
верхний объем полимера, нижняя и средняя его части оказались уже охлажденными.
При достижении полного перевода гранулированного полиэтилена в расплавленное состояние и прекращении деаэрации расплава (о чем свидетельствовало отсутствие пузырьков газа в просматриваемой расплавленной массе термопласта), перфорированный нагреватель 6 с нагревательным элементом 8 удаляется из расплава. Процесс охлаждения массы идет естественным путем в направлении снизу вверх.
Предлагаемая форма обеспечивает изготовление качественных изделий без усадочных раковин, позволяет снизить энергозатраты и потери тепла в окружающую среду.
Формула изобретения
Форма для изготовления крупногабаритных изделий из термопластов,-содержащая основание и корпус, внутри которого размещен нагреватель с возможностью перемещения вдоль оси корпуса, отличающаяся тем, что, с целью повышения качества изделия и снижения энергозатрат, нагреватель выполней с перфорацией в направлении оси корпуса.
Источники информации, принятые во внимание при экспертизе
