Изобретение относится к разработке оборудования для переработки полимерных материалов и предназначается, главным образом, для формования крупногабаритных изделий при одновременном компаундировании композиций.
Известен ряд технических решений, направленных на создание специального оборудования для формования крупногабаритных пластмассовых изделий при одновременном компаундировании материала для этих изделий.
Так, например, компаундирующая литьевая машина [патент WO03041940, МПК B29C 45/54, B29C 45/53, (IPC1-7), B29C 45/54, опубл. 22.05.2003] состоит из двухшнекового экструдера, накопителя, демпфирующего устройства, запорного клапана, сопла, соединяющих каналов, плит для установки, открывания и закрывания формы. Композиционный материал пластицируется в расплаве в двухшнековом экструдере и по соединительному каналу через открытый запорный клапан поступает в накопитель. В накопителе подготавливается необходимый объем расплава полимерного материала, затем запорный клапан закрывается и материал из экструдера поступает в демпфирующее устройство, экструдер и накопитель подводятся к форме, и материал из накопителя через сопло с помощью гидроцилиндра подается в оформляющую полость формы. После этого экструдер и накопитель отводятся от формы, запорный клапан открывается, материал, накопленный в демпфирующем устройстве, и материал из экструдера подаются в накопитель. Недостатками данной машины являются необходимость подвода к форме и отвода от формы экструдера и накопителя, а также одновременное выдавливание материала из экструдера и демпфирующего устройства по одному каналу. Введение в конструкцию машины демпфирующего устройства приводит к ее усложнению.
Машина [патент BY 1258, МПК B29C 43/00, опубл. 30.03.2004] состоит из экструдера, поворотного накопителя, приемного лотка, механизма перемещения лотка, направляющих, пресса и формы. Работает машина следующим образом. Расплавленный материал из экструдера поступает в требуемом объеме в поворотный накопитель. Из накопителя расплав выдавливается на лоток и распределяется на нем с помощью механизма перемещения лотка. Далее лоток по направляющим перемещается к прессу и занимает свое положение как формообразующий вкладыш при прессовании детали. Недостатки данной машины: необходимо периодически до окончания каждого цикла останавливать экструдер, что увеличивает время нахождения материала в расплаве; наличие двух и более формообразующих вкладышей, установка которых приводит к снижению производительности; продолжительный контакт расплава полимерного материала с воздухом, что может приводить к его термоокислительной деструкции.
Машина [патент США US 5605707, МПК B29C 45/78, опубл. 07.06.1995] состоит из экструдера, накопителя, аккумулятора расплава, распределительного клапана. Материал из экструдера поступает в аккумулятор расплава, где накапливается его необходимый первоначальный объем. Далее через распределительный клапан материал из аккумулятора расплава и экструдера поступает в форму, в которой формуется изделие. За время охлаждения изделия в форме, материал вновь накапливается в накопителе, распределительный клапан перекрывает канал в накопитель и открывает в аккумулятор расплава, изделие извлекается из формы. Из накопителя материал поступает в форму, распределительный клапан соединяет канал от формы к накопителю с аккумулятором расплава и экструдером и происходит очередное заполнение накопителя. Недостатком данной машины является наличие застойных зон для расплава полимерного материала в аккумуляторе, что затрудняет его очистку при смене полимерного материала, а также приводит к чрезмерной деструкции полимера.
Наиболее близким аналогом (прототипом) заявленного технического решения является машина для формования изделий по экструзионно-прессовой технологии [патентная заявка ФРГ DE 19734473, МПК B29C 43/18, опубл. 18.02.1999]. Данная машина включает экструдер с соплом для вывода полимерного расплава, пресс-форму с матрицей и пуансоном, установленную на прессе, один или более накопитель-дозатор для подачи полимерного расплава через матрицу или пуансон при использовании распределительного клапана, функционально связанные между собой средства выдавливания полимерного расплава из накопителя-дозатора с приводами экструдера и пресса. Недостатком конструкции данной машины является то, что при получении крупногабаритных и толстостенных изделий она не обеспечивает устранения утяжин и короблений на их поверхности, а также раковин и пустот в объеме материала. Кроме того, неизбежные при данном конструктивном исполнении машины, протяженные и сложные пути перемещения потоков полимерного расплава существенно затрудняют получение хорошо уплотненных с удовлетворительным внешним видом изделий при использовании для их формования полимерных материалов с высокой вязкостью расплава. Конструкция машины чрезмерно сложна в изготовлении и эксплуатации в связи с необходимостью применения специальных средств управления, а также малой надежностью при формовании толстостенных крупногабаритных изделий.
Задачей предлагаемого изобретения является обеспечение повышения показателей качества формуемых изделий за счет устранения утяжин и короблений на их поверхности, а также раковин в объеме изделия, обеспечение возможности переработки полимерных материалов с высокой вязкостью расплава при одновременном упрощении конструкции машины для формования изделий.
Решение поставленной задачи достигается тем, что машина для формования изделий из полимерных материалов по экструзионно-прессовой технологии, включающая экструдер с соплом для вывода полимерного расплава, пресс-форму с матрицей и пуансоном, установленную на прессе, один или более накопитель-дозатор для подачи полимерного расплава через матрицу или пуансон при использовании распределительного клапана, функционально связанные между собой средства выдавливания полимерного расплава из накопителя-дозатора с приводами экструдера и пресса, согласно изобретению дополнительно содержит запорный клапан функционально связанный с приводом накопителя-дозатора, срабатывающий после смыкания пресс-формы и выдавливания полимерного расплава из накопителя-дозатора в оформляющую полость и подающий дополнительную порцию полимерного расплава из литникового отверстия в оформляющую полость.
Дополнительное усиление положительного эффекта достигается тем, что запорный клапан выполнен с возможностью его внедрения в объем изделия на стадии охлаждения последнего.
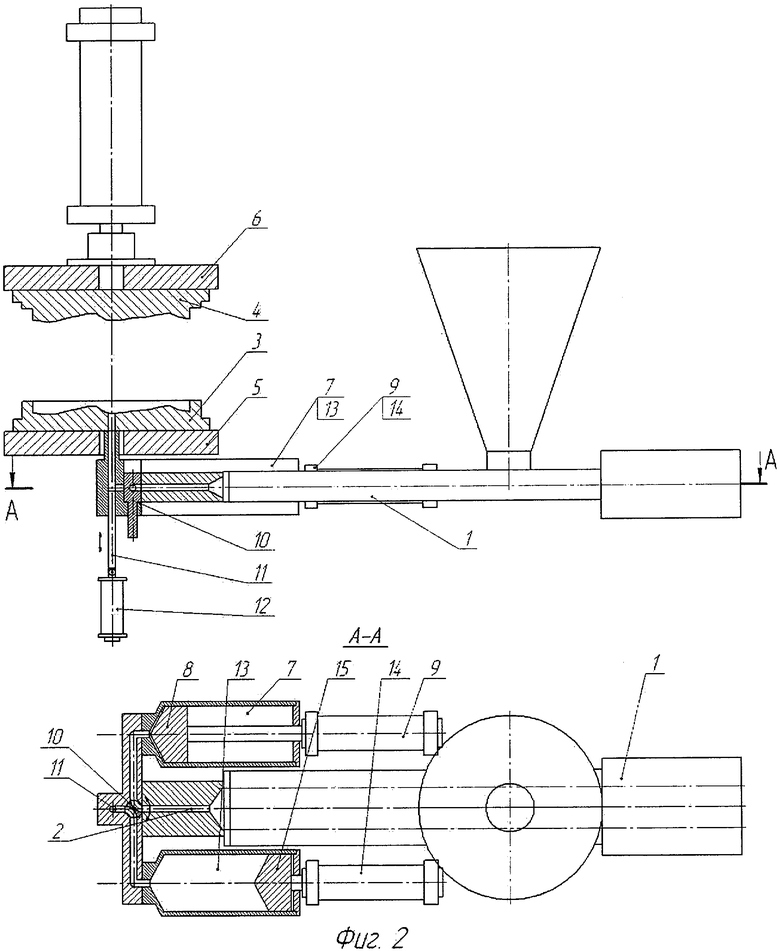
На фиг.1-3 представлены варианты конструкции машины согласно заявленному техническому решению. Она состоит из двухшнекового экструдера 1, с соплом 2 для вывода полимерного расплава, пресс-формы с матрицей 3 и пуансоном 4, прикрепленным к плитам 5, 6 пресса, двух накопителей-дозаторов 7, 13, снабженных поршнями 8, 15, перемещающимися с помощью гидроцилиндров 9, 14, распределительного клапана 10 и запорного клапана 11, имеющего привод от гидроцилиндра 12.
Вариант литьевой машины, представленный на фиг.2, отличается от варианта, приведенного на фиг.1, конструктивным исполнением накопителя-дозатора. В нем два накопителя-дозатора 7 и 13 расположены вдоль материального цилиндра экструдера 1, что позволяет уменьшить габаритные размеры машины.
Вариант конструктивного исполнения литьевой машины, представленный на фиг.3, отличается от предыдущих тем, что подача полимерного материала в оформляющую полость осуществляется не через матрицу 3, а через пуансон 4.
Машина, выполненная согласно п.2 формулы изобретения, отличается от машины согласно формулы изобретения 1 тем, что запорный клапан выполнен с возможностью его внедрения в объем готового изделия на стадии охлаждения последнего в сомкнутой пресс-форме.
В предлагаемой машине компаундирование полимерного материала происходит в расплаве в материальном цилиндре двухшнекового экструдера 1. Далее расплавленный материал через сопло 2 по обогреваемым каналам поступает в распределительный клапан 10 и в накопитель-дозатор 7. Под давлением материала поршень 8 перемещается и осуществляется накопление необходимой дозы в накопителе-дозаторе. Когда доза набрана, распределительный клапан 10 поворачивается, соединяя накопитель-дозатор 7 с каналом запорного клапана 11, а канал сопла 2 - с накопителем-дозатором 13. Из накопителя-дозатора 7 материал, гидроцилиндром 9, выдавливается в оформляющую полость матрицы 3. Затем происходит перемещение подвижной плиты пресса 6, смыкание матрицы 3 и пуансона 4. После этого запорный клапан 11 гидроцилиндром 12 перемещается по каналам в плите пресса 5 и матрице 3 до поверхности формуемого изделия. При этом происходит очистка литникового канала от материала и обеспечивается дополнительное подпрессовывание (доуплотнение) материала в оформляющей полости. Одновременно расплав из материального цилиндра экструдера 1 через распределительный клапан 10 поступает в накопитель-дозатор 13, где накапливается новая доза материала.
После охлаждения изделия в форме пуансон 4 и матрица 3 размыкаются, готовое изделие извлекается, запорный клапан 11 гидроцилиндром 12 перемещается в исходное положение, распределительный клапан поворачивается, соединяя канал сопла 2 и накопитель-дозатор 7, а накопитель-дозатор 13 соединяется с каналом запорного клапана 11. Материал из накопителя-дозатора 13 гидроцилиндром 14 выдавливается в оформляющую полость матрицы 3. Смыкаются плиты пресса 3 и 4 и, после этого запорный клапан 11 гидроцилиндром 12 перемещается до поверхности формуемого изделия. При этом происходит очистка литникового канала от материала, уплотнение его в оформляющей полости формы. При необходимости может осуществляться подпрессовка материала за счет внедрения запорного клапана 11 в объем изделия (п.2 формулы изобретения). Затем материал поступает в накопитель-дозатор 7 и цикл повторяется.
Технический эффект, достигаемый при использовании предлагаемого технического решения, заключается в следующем. Введение в состав машины запорного клапана, который выдавливает дополнительную порцию расплава полимерного материала в сомкнутую пресс-форму, обеспечивает дополнительное уплотнение изделия в оформляющей полости. Подпитка оформляющей полости полимерным расплавом осуществляется в момент, когда пресс-форма полностью заполнена полимером и началась стадия его охлаждения. В результате этого происходит компенсация усадки полимера и его доуплотнение в оформляющей полости. В результате обеспечивается исключение утяжин и коробления на поверхности изделия и усадочных раковин в его объеме.
Внедрение запорного клапана в объем изделия (п.2 формулы изобретения) позволяет произвести дополнительное уплотнение полимерного материала в оформляющей полости, что способствует улучшению внешнего вида готовых изделий (повышается блеск, исключается образование волн и складок на поверхности).
Таким образом, изобретение эффективно и может быть практически реализовано при производстве крупногабаритных пластмассовых изделий, например европоддонов, крыш кабин автотракторной техники и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| Горячеканальная литьевая форма | 1977 |
|
SU640848A1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU895689A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1024284A1 |
| Устройство для определения литьевых свойств полимерных материалов | 1971 |
|
SU444968A1 |
| Устройство для изготовления изделий из полимерных материалов | 1983 |
|
SU1165588A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Пресс-форма для литьевого прессования полимерных изделий | 1984 |
|
SU1224159A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1126447A1 |


Изобретение относится к разработке оборудования для переработки полимерных материалов и предназначается, главным образом, для формования крупногабаритных изделий при одновременном компаундировании композиций. Технический результат, который достигается при использовании машины по изобретению, заключается в повышении показателей качества формуемых изделий за счет устранения утяжин и короблений на их поверхности, а также раковин в объеме изделия, и обеспечения возможности переработки полимерных материалов с высокой вязкостью расплава при одновременном упрощении конструкции машины. Машина для формования изделий включает экструдер с соплом для вывода полимерного расплава, пресс-форму с матрицей и пуансоном, установленную на прессе, один или более накопитель-дозатор для подачи полимерного расплава через матрицу или пуансон при использовании распределительного клапана, а также функционально связанные между собой средства выдавливания полимерного расплава из накопителя-дозатора с приводами экструдера и пресса для формования изделий по экструзионно-прессовой технологии. Она имеет дополнительно введенный в конструкцию машины запорный клапан, функционально связанный с приводом накопителя-дозатора, срабатывающий после смыкания пресс-формы и выдавливания полимерного расплава из накопителя-дозатора в оформляющую полость и подающий дополнительную порцию полимерного расплава из литникового отверстия в оформляющую полость пресс-формы. При этом обеспечивается возможность внедрения запорного клапана в объем изделия на стадии его охлаждения в оформляющую полость пресс-формы. Машину возможно использовать при производстве крупногабаритных изделий автотракторной техники - крыш кабин, крыльев колес и других элементов тракторов и большегрузных автомобилей. 1 з.п. ф-лы, 6 ил.
1. Машина для формования изделий из полимерных материалов по экструзионно-прессовой технологии, включающая экструдер с соплом для вывода полимерного расплава, пресс-форму с матрицей и пуансоном, установленную на прессе, один или более накопитель-дозатор для подачи полимерного расплава через матрицу или пуансон при использовании распределительного клапана, функционально связанные между собой средства выдавливания полимерного расплава из накопителя-дозатора с приводами экструдера и пресса, отличающаяся тем, что дополнительно содержит запорный клапан, функционально связанный с приводом накопителя-дозатора, срабатывающий после смыкания пресс-формы и выдавливания полимерного расплава из накопителя-дозатора в оформляющую полость и подающий дополнительную порцию полимерного расплава из литникового отверстия в оформляющую полость пресс-формы.
2. Машина по п.1, отличающаяся тем, что запорный клапан выполнен с возможностью внедрения в объем изделия на стадии его охлаждения в оформляющей полости пресс-формы.
| DE 19734473 A1, 18.02.1999 | |||
| СУКНОСУШИЛЬНЫЙ ВАЛИК | 0 |
|
SU393389A1 |
| ВПРЫСКИВАЮЩЕЕ СОПЛО ДЛЯ ПРЕСС-ФОРМЫ | 1992 |
|
RU2065817C1 |
| WO 03041940 A1, 22.05.2003 | |||
| ПРЕСС ДЛЯ ВПРЫСКИВАНИЯ ВЕЩЕСТВА В ФОРМУ | 1993 |
|
RU2145542C1 |
| DE 4131961 A1, 02.04.1992. | |||

