Изобретение относится к жидким смазочным составам, используемым в области резания металлов в качестве смазочно-охлаждающих жидкостей (СОЖ). Известны смазочно-охлаждающие жидкости, применяемые при механической обработке металлов, на основе продуктов возгонки легких фракций нефтяного сырья. К ним относятся и керосины, которые применяют на операциях механообработки при необходимости получения высокой чистоты и точности 1. Однако -керосины имеют низкие эксплуатационные свойст1ва. Так, например, они пожароопасны, имеют неприятный запах, обладают сильными эмульгирующими свойствами в моечных растворах, поэтому отделение керосина в очистных сооружениях от раствора становится затруднительным, а в большинстве случаев невозможным. Известна смазочно-охлаждающая жидкость на основе дистиллятного минерального масла сернокислотной очистки с вязкостью 7,8-8,5 ест при 50°С, являющаяся продуктом возгонки нефтяного сырья при температуре 200-410°С 2. Данная СОЖ не имеет неприятного запаха, менее пожароопасна, чем керосин, и находит применение на многих операциях механообработки. Однако при применении этой СОЖ качество обрабатываемой поверхности не отвечает предъявляемым требованиям. Известна также СОЖ для механической обработки металлов на основе минерального масла, бариевой соли фенолформальдегидной конденсации и бариевой соли продукта конденсации алкилфенола с аммиаком и формальдегидом, обработанной пятисернистым фосфором (Присадка ИНХП-21) 3. Однако при хонинговании стальных и особенно чугунных деталей она недостаточно смывает продукты обработки с инструмента и приспособлений, вызывает засаливание (металлизацию) хонинговальных брусков, что не обеспечивает требуемого качества обрабатываемой поверхности. Поэтому при изготовлении деталей в массовом производстве, например, при хонинговании деталей тормозной системы автомобилей из серого чугуна из-за быстрой загрязненности зоны обработки и СОЖ последнюю необходимо менять 1-2 раза в смену, что неприемлемо в производстве, в то время как смена керосина производится 1 раз в месяц. К качеству изготавления центральных отверстий основных деталей тормозной системы автомобилей предъявляются очень высокие требования: отверстия должны быть не ниже 2 класса точности и 10 класса шероховатости, т, е. среднеквадратическое отклонение микронеровностей не превышать 0,2 мк. Применение же известной СОЖ 3 не позволяет получить необходимое количество деталей: большинство центральных отверстий изготовляют по классу точности 2 н классу шероховатости 9. Эксплуатация такой СОЖ при обработке отверстий в алюминиевых сплавах затруднена по тем же причинам.
Целью изобретения является улучшение качества деталей, т. е. снижение шероховатости и повышение класса точности обработанных отверстий и увеличение производительности обработки, в первую очередь, на операциях хонингования автомобильных чугунных деталей (например, цилиндров колесного заднего тормоза).
Для этого предлагаемая СОЖ на основе легких фракций нефтя-ного минерального маела, бариевой соли фенолформальдегидной конденсации, бариевой соли продукта конденсации алкилфенола с аммиаком и формальдегидом, обработанной пятисернистым фосфором, дополнительно содержит промывочное масло с вязкостью 18,5-22 ест при 50°С и сульфонат кальция, при этом содержание всех указанных ингредиентов должно быть в следуюших соотношениях, вес. %
Бариевая соль продукта конденсации фенолформальдегида1 -2
Присадка ИНХП-210,5-1
Промывочное масло с вязкостью 18,5-22 ест при 50°С 9,5-10,5 Сульфонат Кальция 0,5-4,5 Минеральное масло до 100
Желательно в качестве минерального масла использовать нефтяное дистиллятное масло сернокислотной очистки вязкостью не более 5,1 ест при 50°С, а в качестве промывочного - масло, содержащее 40-50% ароматических углеводородов.
Предлагаемая СОЖ приготавливается путем механического перемешивания компонентов в течение 20-30 мин.
В качестве примеров предлагаемой СОЖ могут быть приготовлены следующие составы.
Состав 1, вес. % :
Промывочное масло10,5
Сульфонат кальция4,5
Бариевая соль фенолформальдегидной конденсации2
Присадка ПНХП-21I
Нефтяное дистиллятное масло вязкостью не более 5,1 ест при 50°С. Остальное до 100
Состав 2, вес. %:
Промывочное масло9,5
Сульфонат Кальция0,5
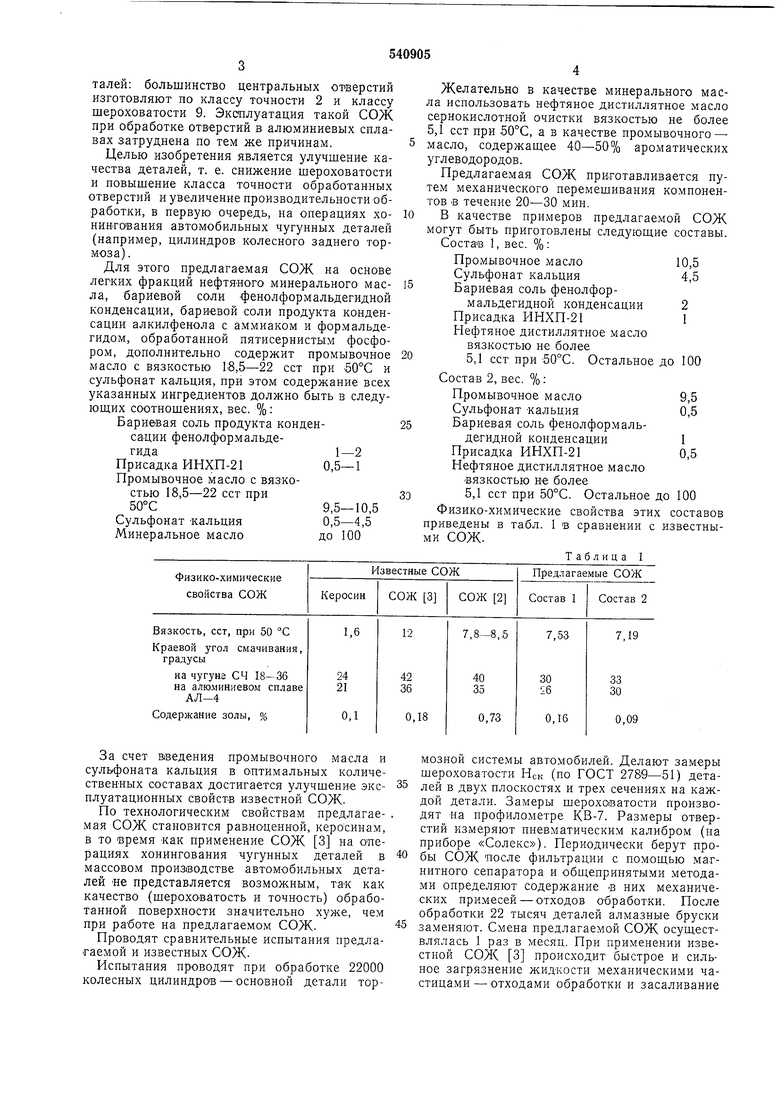
Бариевая соль фенолформальдегидной конденсации1 Присадка ИНХП-21 0,5 Нефтяное дистиллятное масло ВЯЗКОСТЬЮ не более 5,1 ест при 50°С. Остальное до 100 Физико-химические свойства этих составов приведены в табл. 1 в сравнении с известными СОЖ.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочное масло для форсированных двигателей | 1971 |
|
SU440398A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1981 |
|
SU960230A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ И МЕТАЛЛОКЕРАМИЧЕСКИХДЕТАЛЕЙ | 1971 |
|
SU312866A1 |
| Способ получения антиокислительной присадки к смазочным маслам | 1979 |
|
SU857245A1 |
| Концентрат смазочно-охлаждающей жидкости для механической обработки металлов | 1979 |
|
SU787452A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1150257A1 |
| МОТОРНОЕ МАСЛО | 1997 |
|
RU2127751C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ "КАМРА-2" ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2032716C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1981 |
|
SU1030400A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2043394C1 |
За счет В1ведения промывочного масла и сульфоната кальция в оптимальных количественных составах достигается улучшение эксплуатационных свойст-в известной СОЖ.
По технологическим свойствам предлагаемая СОЖ становится равноценной, керосинам, в то время Как применение СОЖ 3 на операциях хонингования чугунных деталей в массовом производстве автомобильных деталей Не представляется возможным, так как качество (шероховатость и точность) обработанной поверхности значительно хуже, чем при работе на предлагаемом СОЖ.
Проводят сравнительные испытания предлагаемой и известных СОЖ.
Испытания проводят при обработке 22000 колесных цилиндров-основной детали тормозной системы автомобилей. Делают замеры шероховатости Нск (по ГОСТ 2789-51) деталей в двух плоскостях и трех сечениях на каждой детали. Замеры шероховатости производят на профилометре КВ-7. Размеры отверстий измеряют пневматическим калибром (на приборе «Солекс). Периодически берут пробы СОЖ После фильтрации с помощью магнитного сепаратора и общепринятыми методами определяют содержание в них механических примесей-отходов обработки. После обработки 22 тысяч деталей алмазные бруски заменяют. Смена предлагаемой СОЖ осуществлялась 1 раз в месяц. При применении известной СОЖ 3 происходит быстрое и сильное загрязнение жидкости механическими частицами- отходами обработки и засаливание
алмазных брусков уже при обработке первых деталей. Поэтому испытания удается прозестн при обработке только 300 деталей при работе на известной СОЖ 3. После 6-9 час эксплуатации алмазные бруски и СОЖ заменяют.
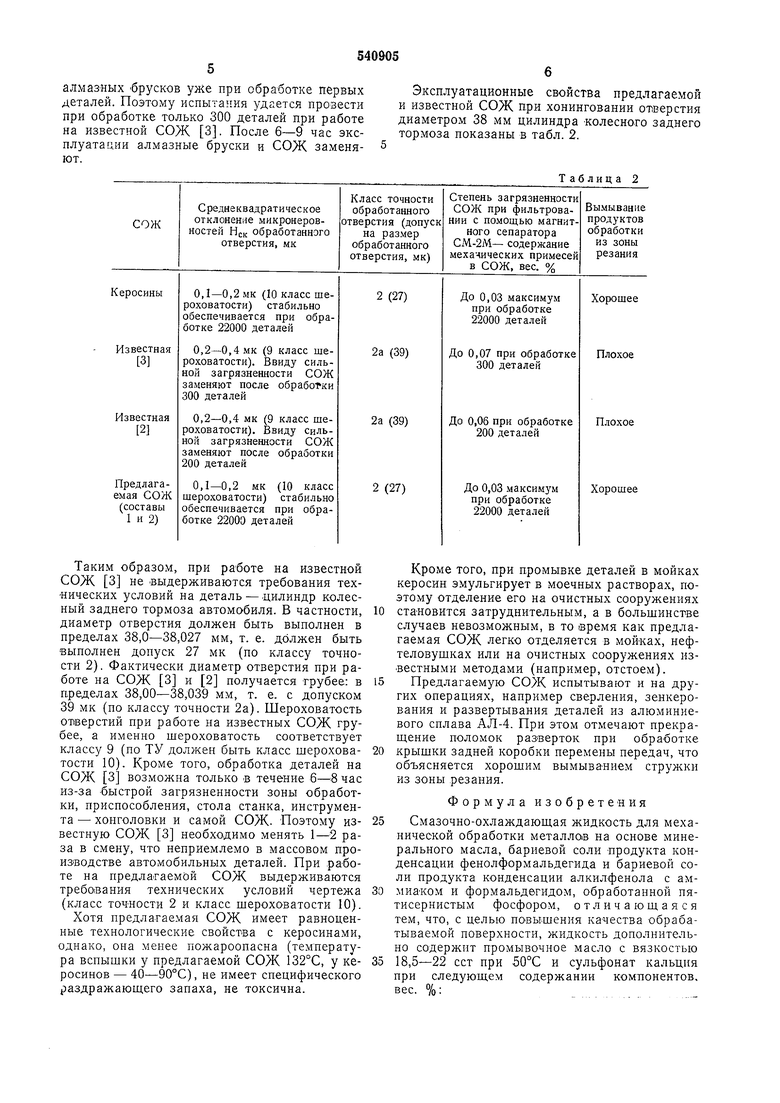
Таким образом, при работе на известной СОЖ 3 не выдерживаются требования технических условий на деталь - цилиндр колесный заднего тормоза автомобиля. В частности, диаметр отверстия должен быть выполнен в пределах 38,0-38,027 мм, т. е. должен быть выполнен допуск 27 мк (по классу точности 2). Фактически диаметр отверстия при работе на СОЖ 3 и 2 получается грубее: в пределах 38,00-38,039 мм, т. е. с допуском 39 мк (по классу точности 2а). Шероховатость отверстий при работе на известных СОЖ грубее, а именно шероховатость соответствует классу 9 (по ТУ должен быть класс шероховатости 10). Кроме того, обработка деталей на СОЖ 3 возможна только в течение час из-за быстрой загрязненности зоны обработки, приспособления, стола станка, инструмента - хонголовки и самой СОЖ. Поэтому известную СОЖ 3 необходимо менять 1-2 раза в смену, что неприемлемо в массовом производстве автомобильных деталей. При работе на предлагаемой СОЖ выдерживаются треб01вания технических условий чертежа (класс точности 2 и класс шероховатости 10).
Хотя предлагаемая СОЖ имеет равноценные технологические свойства с керосинами, однако, она менее пожароопасна (температура вспышки у предлагаемой СОЖ 132°С, у керосинов - 40-90°С), не имеет специфического раздражающего запаха, не токсична.
Эксплуатационные свойства предлагаемой и известной СОЖ при хонинговании отверстия диаметром 38 мм цилиндра -колесного заднего тормоза показаны в табл. 2.
Таблица 2
Кроме того, при промывке деталей в мойках керосин эмульгирует в моечных растворах, поэтому отделение его на очистных сооружениях становится затруднительным, а в большинстве случаев невозможным, в то еремя как предлагаемая СОЖ легко отделяется в мойках, нефтеловушках или на очистных сооружениях известными методами (например, отстоем).
Предлагаемую СОЖ испытывают и на других операциях, например сверления, зенкерования и развертывания деталей из алюминиевого сплава АЛ-4. При этом отмечают прекрапдение поломок разверток при обра-ботке крышки задней коробки перемены передач, что объясняется хорошим вымыванием струл ;ки из зоны резания.
Формула изобретения
Смазочно-охлаждаюш,ая жидкость для механической обработки металлов на основе минерального масла, бариевой соли продукта конденсации фенолформальдегида и бариевой соли продукта конденсации алкилфенола с аммиаком и формальдегидом, обработанной пятисернистым фосфором, отличающаяся тем, что, с целью повышения качества обрабатываемой поверхности, жидкость дополнительно содержит промывочное масло с вязкостью 18,5-22 ест при 50°С и сульфонат кальция при следующем содержании компонентов, вес. %; 7 Бариевая соль продукта конденсации фенолформальдегида 1-2 Бариевая соль продукта -конденсации алкилфенола с аммиаком и формаль-5 дегидом, обработанная пятисернистым фосфором 0,5-1 Промывочное масло с вязкостью 18,5-22 ест при 50°С 9,5-10,5. 10 8 Сульфонат кальция 0,5-4,5 Минеральное масло до 100 Источники информации, принятые во внимание при экспертизе: 1, Курчик Н. Н. и др. Смазочные материалы для обработки металлов резанием, М. «Химин, 1972, с. 160-169. 2. Авт. св. ЛЬ 312866, С 10 М 1/46, 19713. Авт. св. Л 464610, С 10 М 1/26, 1972 (прототип).
