(54) УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ГРАТА С ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| Устройство для механической обработки | 1972 |
|
SU482267A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| Устройство для удаления грата | 1989 |
|
SU1731527A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ | 1996 |
|
RU2100115C1 |
1
Изобретеч ие относится к сварке, а именно к устройствам для удаления грата с проволоки, преимущественно из .магниевых сплавов, после стыковой сварки, и может быть использовано при заготовке мотков проволоки для автоматической аргоно-дуговой сварки швов большой протяженности.
Известно устройство для механической обработки грата резанием на проволоке, содержащее режущий инструмент, установленный на ползуне, связанно.м с приводным эксцентриком, и державку для установки обрабатываемого изделия, закрепленную на одно.м основани-и с режущим инструментом.
Режущий инструмент выполнен в виде вилки с двумя режущими кромками, обрабатывающими изделие в диаметрально противоположных плоскостях 1.
Известное устройство имеет следующие недостатки.
Низкая эффективность удаления грата с проволоки, так как проволоку при обработке требуется поворачивать вручную относительно оси в пределах 90°, а поворот длинномерной проволоки крайне неудобен и трудно обеспечить необходимую точность поворота, что требует дополнительного устройства. Кроме того, срезание грата осуществляется небеспрерывно, а за два хода режущего инструмента, после чего двигатель отключается и проволоку с гратом
5 следующего стыка необходимо снова устанавливать в паз державки устройства.
Невозможно обеспечить полное срезание грата заподлицо с основным материалом проволоки и высокую чистоту обработки, а
10 некачественная обработка поверхности проволоки является очагом скопления различ-. ных загрязнений и окислов, которые приводят к образованию дефектов в щвах аргонодуговой сварки в виде пор и трещин. Это требует дополнительной подзачистки грата
15 вручную специальным инструментом.
При срезании грата с проволоки из .магниевых сплавов малого диаметра ( 3,5 мм) происходит разрущение проволоки в зоне стыка, так как усилие реза значительно пре2Q выщает сопротивляемость металла шва изгибу даже при наличии упора на державке. Не предусмотрена калибровка проволоки после среза грата, что необходимо делать перед ее пропусканием через тянущие ролики сварочного авто.мата.
Цель изобретения - повышение эффективности удаления грата и повышение качества обрабатываемой поверхности проволоки.
Поставленная цель достигается тем, что в устройстве для удаления грата с проволоки, преимущественно из магниевых сплавов, после стыковой сварки, содержаш.ее установленные на общем основании механизм для направления обрабатываемой проволоки, цилиндрический корпус с режущим инструментом и калибрующее приспособление, корпус имеет прорезь для удаления срезаемой металлической стружки, а режущий инструмент состоит из ряда фильер, с конусообразной режущей кромкой, соосно установленных на оси корпуса, при этом режущая кромка каждой последующей фильеры выno.jHeHa по отношению к предыдущей с уменьшением диаметра в направлении подачи обрабатываемой проволоки, а между каждой из фильер размешено распорное кольцо, имеющее прорезь, совпадающую с прорезью корпуса.
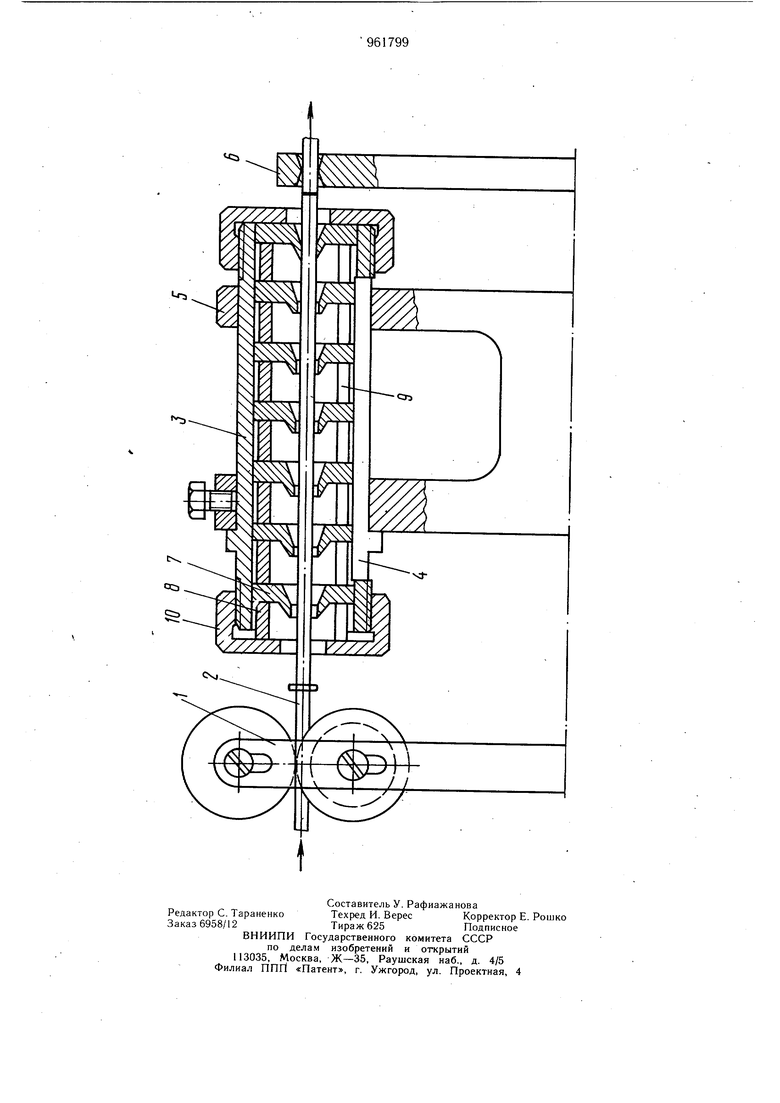
На чертеже показано предлагаемое устройство, разрез.
Устройство включает механизм 1 для направления обрабатываемой проволоки 2, корпус 3 с прорезью 4, который крепится на стойке 5, а также калибрующее приспособление 6.
В корпусе 3 размещен режущий инструмент в виде фильер- 7, распорные кольца 8, ограничивающие касание фильер 7 между собой и имеющие прорезь 9, совпадающую с прорезью 4 корпуса 3.
Для фиксирования режущего инструмента на корпусе 3 с двух сторон предусмотрены гайки 10.
Устройство работает следующим образом.
Любой конец проволоки 2 после стыковой сварки подается в механизм 1 для направления, проходит через отверстия гайки 10, фильер 7 и калибрующее приспособление 6 и поступает к тянущему устройству.
При включении электродвигателя тянущего устройства проволока 2 с гратом проходит через механизм 1 направления, состоящий из двух роликов, один из которых подпружинен, и поступает на режущие кромки фильер 7, диаметр которых уменьшается по направлению движения проволоки. Таким образом, срезание грата происходит непрерывно и последовательно до исходного диаметра проволоки с чистотой обработки поверхности, соответствующей 20 (R 20 мкм). Срезанная металлическая стружка удаляется через прорези 9 распорных колец 8 и через прорезь 4 корпуса 3. Далее проволока 2 со срезанным гратом проходит
через калибрующее приспособление 6, калибруется и наматывается на барабан сварочного автомата, закрепленный на тянущем устройства. . Преимущество предлагаемой конструкции устройства заключается в том, что, вопервых, грат срезается непрерывно, чем обеспечивается увеличение производительности и эффективности Лроцесса в 3 раза, во-вторых, обеспечивается требуемая чистота снятия грата и калибровка проволоки
перед ее употреблением, тем самым качество обрабатываемой поверхности повышается до 100%, в-третьих, имеется возможность быстрой смены режущего инструмента и замены его другим при обработке проволоки
другого диаметра.
Испытания предлагаемого устройства показали высокую эффективность и надежность его работы.
Формула изобретения
Устройство для удаления грата с проволоки, преимущественно из магниевых сплавов, после стыковой сварки, содержащее
установленные на общем основании, механизм для направления обрабатываемой проволоки, цилиндрический корпус с режущим инструментом и калибрующее приспособление, отличающееся тем, что, с целью повыщения эффективности удаления
грата и повышения качества обрабатываемой поверхности, корпус имеет прорезь для удаления срезаемой металлической стружки, а режущий инструмент состоит из ряда фильер с конусообразной режущей кром кой, соосно установленных на оси корпуса, при этом режущая кромка каждой последующей фильеры выполнена по отношению к предыдущей с уменьшением диаметра в направлении подачи обрабатываемой проволоки, а между каждой из фильер, размещено распорное, кольцо, имеющее прорезь, совпадающую с прорезью корпуса. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 482267, кл. В 23 К 37/00, 1972.
