(54) КЛЕЩИ ДЛЯ СВАРКИ ПОЛИМЕРНЫХ ПЛЕНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Клещи для сварки полимерных пленок | 1986 |
|
SU1380995A1 |
| Устройство для сварки полимерных пленок | 1982 |
|
SU1098807A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕРМОПЛАСТИЧНОЙ ПОЛУРУКАВНОЙ ПЛЕНКИ | 1971 |
|
SU300339A1 |
| Устройство для контактной сварки термопластичных пленок | 1977 |
|
SU729074A1 |
| Устройство для сварки полимерных пленок | 1985 |
|
SU1388314A1 |
| ВАКУУМНО-УПАКОВОЧНАЯ МАШИНА | 1995 |
|
RU2080273C1 |
| ТЕРМОНОЖ ПОСТОЯННОГО НАГРЕВА УПАКОВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2011 |
|
RU2499753C2 |
| ЗАПИРАЮЩИЕ КЛЕЩИ С АКСИАЛЬНЫМ ЗАЖИМНЫМ ДЕЙСТВИЕМ (ВАРИАНТЫ) | 1995 |
|
RU2113976C1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| Устройство для сварки термопластичных пленок | 1991 |
|
SU1766698A1 |
1
Изобретение относится к области сварки полимерных пленок и может быть использовано при упаковке продукции, а также при сварке полимерных пленок в труднодоступных местах.
Известна конструкция клещей для кон- 5 тактной сварки термопластичных заготовок, содержащих два зажимных хомута, имеющих возможность перемещения по общей направляющей, и щарнирно соединенные между собой рычаги. К одному из рычагов посредством щарнира присоединен дополнительный рычаг, который взаимно связан с ним посредством зубчатой рейки с подпружиненным храповиком, которые предназначены для удержания основных (силовых) рычаговклещей в сведенном (ра- ts бочем) положении. Динамометр служит для контроля усилия сжатия полимерных заготовок 1.
Недостатками устройства являются слож ность конструкции и трудоемкость процесса сварки.
Известны клещи для сварки полимерной пленки, содержащие щарнирно соединенные и взаимосвязанные посредством пружины рычаги, на конце которых закреплены сварочные губки с подпружиненными нагревательными элементами 2.
Недостатком известной конструкции клещей является то, что она не позволяет получать качественный двусторонний щов при сварке полимерных пленок вследствие несовмещения сварочных губок по длине в результате перекоса губок за счет неизбежного люфта в соединительном щарнире силовых рычагов.
Вторым недостатком известной конструкции является то, что управление ею трудоемко за счет большого хода рычагов при их сжатии кистью руки.
Цель изобретения - повыщение качества сварного соединения и уменьщение трудоемкости процесса сварки.
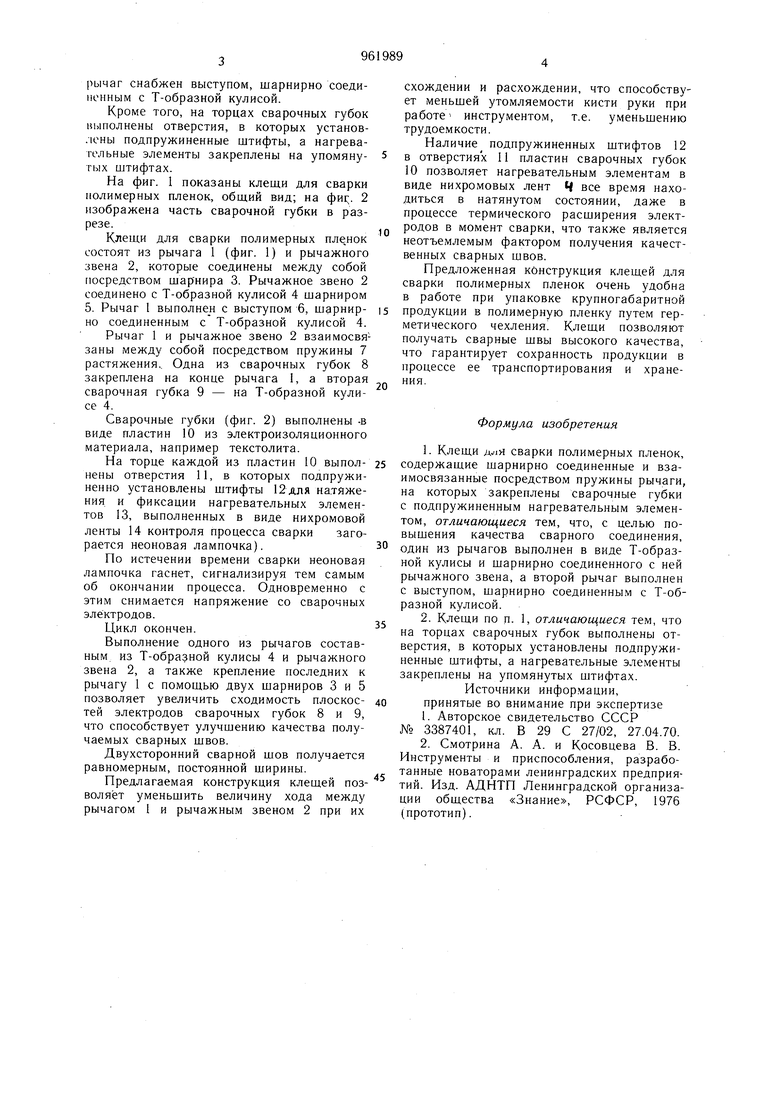
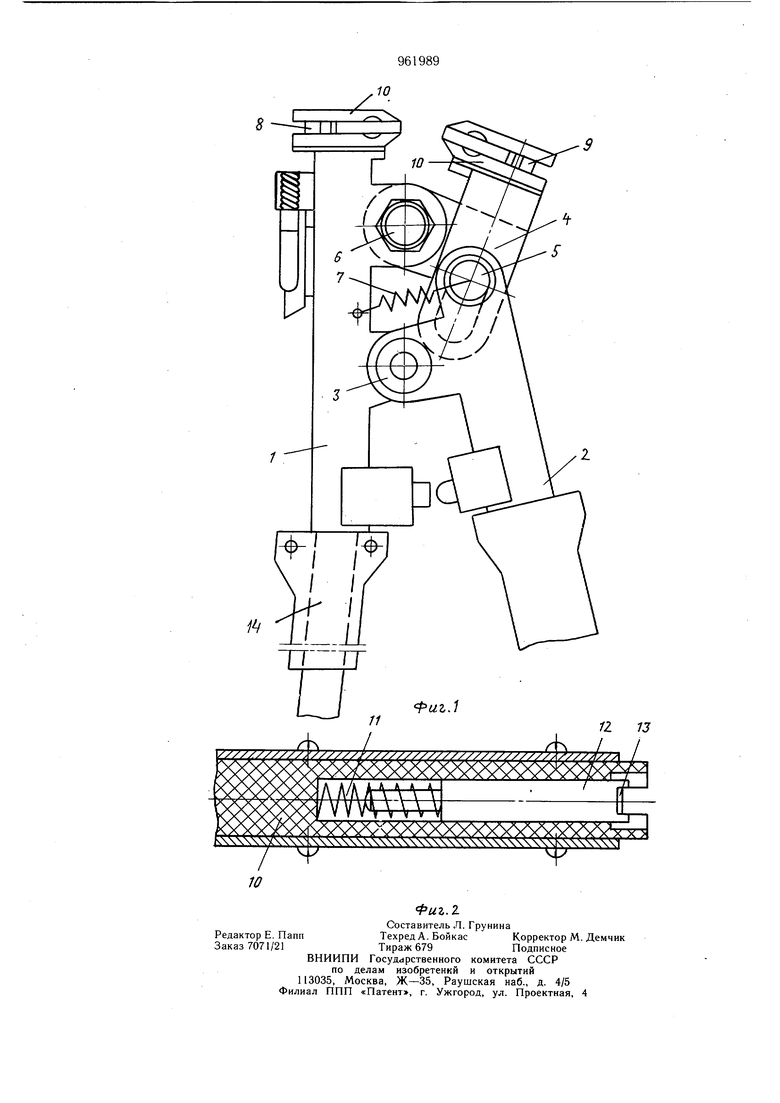
Поставленная цель достигается тем, что в клещах для сварки полимерной пленки, содержащих щарнирно соединенные и взаимосвязанные посредством пружины рычаги, на конце которых закреплены сварочные губки с подпружиненным нагревательным элементом, один из рычагов выполнен в виде Т-образной кулисы и щарнирно соединенного с ней рычажного звена, а второй рычаг снабжен выступом, шарнирно соединенным с Т-образной кулисой. Кроме того, на торцах сварочных губок выполнены отверстия, в которых установлены подпружиненные штифты, а нагревагельные элементы закреплены на упомянутых штифтах. На фиг. 1 показаны клещи для сварки полимерных пленок, общий вид; на фиц. 2 изображена часть сварочной губки в разрезе. Клещи для сварки полимерных пле,нок состоят из рычага 1 (фиг. 1) и рычажного звена 2, которые соединены между собой посредством щарнира 3. Рычажное звено 2 соединено с Т-образной кулисой 4 шарниром 5. Рычаг 1 выполнен с выступом 6, шарнирно соединенным с Т-образной кулисой 4. Рычаг 1 и рычажное звено 2 взаимосвязаны между собой посредством пружины 7 растяжения.. Одна из сварочных губок 8 закреплена на конце рычага 1, а вторая сварочная губка 9 - на Т-образной кулисе 4. Сварочные губки (фиг. 2) выполнены -в виде пластин 10 из электроизоляционного материала, например текстолита. На торце каждой из пластин 10 выполйены отверстия 11, в которых подпружинен но установлены щтифты 12 для на.тяжения и фиксации нагревательных элементов 13, выполненных в виде нихромовой ленты 14 контроля процесса сварки загорается неоновая лампочка). По истечении времени сварки неоновая лампочка гаснет, сигнализируя тем самым об окончании процесса. Одновременно с этим снимается напряжение со сварочных электродов. Цикл окончен. Выполнение одного из рычагов составным из Т-образной кулисы 4 и рычажного звена 2, а также крепление последних к рычагу 1 с помощью двух шарниров 3 и 5 позволяет увеличить сходимость плоскоетей электродов сварочных губок 8 и 9, что способствует улучшению качества получаемых сварных швов. Двухсторонний сварной шов получается равномерным, постоянной ширины. Предлагаемая конструкция клешей позволяет уменьшить величину хода между рычагом 1 и рычажным звеном 2 при их схождении и расхождении, что способствует меньшей утомляемости кисти руки при работе инструментом, т.е. уменьшению трудоемкости. Наличие подпружиненных штифтов 12 в отверстиях 11 пластин сварочных губок 10 позволяет нагревательным элементам в виде нихромовых лент Ч все время находиться в натянутом состоянии, даже в процессе термического расширения электродов в момент сварки, что также является неотъемлемым фактором получения качественных сварных швов. Предложенная конструкция клещей для сварки полимерных пленок очень удобна в работе при упаковке крупногабаритной продукции в полимерную пленку путем герметического чехления Клещи позволяют получать сварные щвы высокого качества, что гарантирует сохранность продукции в процессе ее транспортирования и хранения. Формула изобретения 1.Клещи Для сварки полимерных пленок, содержащие щарнирно соединенные и взаимосвязанные посредством пружины рычаги, на которых закреплены сварочные губки с подпружиненным нагревательным элементом, отличающиеся тем, что, с целью повышения качества сварного соединения, один из рычагов выполнен в виде Т-образной кулисы и шарнирно соединенного с ней рычажного звена, а второй рычаг выполнен с выступом, шарнирно соединенным с Т-образной кулисой. 2.Клещи по п. 1, отличающиеся тем, что на торцах сварочных губок выполнены отверстия, в которых установлены подпружиненные штифты, а нагревательные элементы закреплены на упомянутых штифтах. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 3387401, кл. В 29 С 27/02, 27.04.70. 2.Смотрина А. А. и Косовцева В. В. Инструменты и приспособления, разработанные новаторами ленинградских предприятий. Изд. АДНТП Ленинградской организации обшества «Знание, РСФСР, 1976 (прототип).
