Изобретение относится к сварке пластмасс, в частности к устройствам для сварки термоусадочных пленок и может быть использовано в пищевой, химической и других отраслях промышленности. Известно устройство для сварки термопластичных пленок, содержащее опорную и СЕ арочную губки с сопряженными продольными пазами на рабочих поверхностях и нагревательные элементы, расположенные в продольных пазах губок 1. Недостатком устройства является то, что при многократном нагреве и охлаждении нагревательных элементов при термоимпульсной сварке нагревательные элементы, в результате отсутствия средств компенсации теплового расщирения, деформируются с образованием волнообразной поверхности на участке сварки, что вызывает неравномерное воздействие температуры на свариваемый материал и тем самым образование неравнопрочных сварочнь х швов. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для сварки полимерных пленок, содержащее сварочную и опорную губки с соосными продольными пазами на рабочей поверхности и нагревательный элемент, установленный в пазу сварочной губки 2. Недостаток известного устройства заключается в том, что используемая для комленсации температурного расширения нагревательного элемента пружина, закрепленная на одном из его концов, неэффективная для юлучения сварного шва большой длины, а недостаточная жесгкость нагревательного элемента при сварке таких швов может вызвать его деформирование и получение некачественных сварных швов. Кроме того, сварка плёночного материала осуществляется в негерметичном пространстве, что не обеспечивает возможности применения известного устройства при работе во взрывоопасной среде. Цель изобретения - повышение качества сварки длинномерных швов. Указанная цель достигается тем, что в устройстве для сварки полимерных пленок, содержащем сварочную и опорную губки с соосными пролчольны.ми пазами на рабочей поверхности и нагревательный элемент, установленный в пазу сварочной губки, нагревательный элемент выполнен по всей длине с петлеобразными отводами, направленными внутрь сварочной губки и жестко закрепленными на ней. Кроме того, с целью обеспечения взрыво безопасности устройства за счет образования в момент сварки герметичного замкнутого пространства между губками, на торцовой поверхности опорной губки по ее периметру установлено уплотнительное кольцо Петлеобразные отводы, выполненные на нагревательном элементе большой длины, служат для обеспечения повышенной жесткости нагревательного элемента, так как они делят его на отдельные участки, неподвижно закрепленные между медными контакта.ми сварочной губки. За счет обеспечения повышенной жесткости нагревательного элемента происходит более плотное прилегание его к пленке, что избавляет от необходимости применения подложек под нагревательный элемент, обеспечивает качественную сварку длинномерных сварных швов. На фиг. 1 изображено устройство, продольный ррез; на фиг. 2 - то же, поперечный разрез. Устройство для сварки полимерных пленок содержит сварочную губку i с продольным пазом 2, в средней части которого установлен нагревательный элемент 3, выполненный с петлеобразными отводами 4, каждый из которых направлен внутрь сварочной губки и закреплен между установленными в ней .медными контактами 5. Нагревательный элемент 3 одним свои.м концом соединен с клеммой 6 подачи импульса напряжения. В средней части опорной губки 7 соосный пазу 2 сварочной губки выполнен паз 8,образующий сов.местно с ним при с.мыкании губок полость А, изолированную от внешней среды уплотнительными кольцами 9,установленными на торцовой поверхности опорной губки по ее пери.метру. По краям сварочной губки 1 установлены проходники 10 и 11, связанные с пневмосистемой (не показана). Устройство работает следующим образом. Опорная губка 7 отводится пневмоцилиндром (не показан) от сварочной губки 1 и в образовавшийся проем подается полотнище термоусадочной пленки 12, после чего опорная губка 7 возвращается пневмоцилиндром в исходное положение и прижимает к сварочной губке 1 два слоя полотнища термоусадочной пленки 12. При смыкании сварочной 1 и опорной 7 губок образуется замкнутая полость А, внутри которой находится нагревательный элемент 3 и два слоя пленки 12. Через проходник 10 производится продувка полости Л сжатым воздухом в объеме, равном пятикратному объему полости А. Воздух, используемый для продувки, удаляется через проходник 11. По окончании продувки проходник 11 перекрывается, в результате чего в полости А создается избыточное давление и одновременно подается и.мпульс напряжения на нагревательный элемент 3. При этом участки нагревательного эле.мента 3, петлеобразные отводы, находящиеся между неподвижными контактами 5, не нагреваются, а участки его, расположенные между петлеобразными отводами, нагреваются и удлиняются, при этом точки его у основания петлеобразных отводов смыкаются. Таким образом полностью исключается возможность получения прерывистого шва, так как расстояния между рабочими участками нагревательного элемента, равные ширине петлеобразных отводов, принимаются определенной расчетной длины с учетом величины теплового расширения нихромовой проволоки. Нагревательный элемент, нагреваясь до tta 600°С, расплавляет пленку 12 и перерезает ее с одновременным образованием двух сварных швов в месте разреза.
По окончании процесса сварки открывается выход воздуха через проходник 11 и тем самым производится продувка полости А с целью охлаждения нагревательного элемента 3 до взрывобезопасной температуры 200 230°С, т. е. температуры, соотверствуюшей требованиям ПИВРЭ («Правилам изготовления взрывозащищенного и рудничного оборудования, ОАА 684053-67
После охлаждения нагревательного элемента 3 прекращается продувка полости А и опорная губка 7 отводится от сварочной губки 1.
Использование устройства с нагревательным элементом большой длины, имеюшим компенсируюш.ие отводы, позволяет улучшить качество сварки, а применение губок с продольными пазами, образующих в момент сварки герметичное замкнутое пространство, обеспечит возможность применения высоких сварочных температур при работе во взравоопасных условиях.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки полимерных пленок | 1986 |
|
SU1353646A1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ПОЛИМЕРНОГО ТЕРМОПЛАСТИЧНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2092316C1 |
| Устройство для сварки термопластичных пленок | 1991 |
|
SU1766698A1 |
| Сварочная губка для образования двойного шва на термосклеивающемся материале | 1982 |
|
SU1027088A1 |
| Устройство для изготовления пакетов из термопластичных пленок | 1985 |
|
SU1234206A1 |
| Клещи для сварки полимерных пленок | 1980 |
|
SU961989A1 |
| Устройство для запечатывания и отрезания пакетов из термопластичных материалов | 1988 |
|
SU1557011A1 |
| Устройство для сварки полимерных пленок | 1985 |
|
SU1388314A1 |
| Устройство для сварки термопластичных пленок | 1980 |
|
SU912525A1 |
1. УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ ПЛЕНОК, содержащее сварочную и опорную губки с соосными продольными пазами на рабочей поверхности и нагревательный элемент, установленный в пазу сварочной губки, отличающееся тем, что, с целью повышения качества сварки длинномерных швов, нагревательный элемент выполнен по всей длине с петлеобразными отводами, направленными внутрь сварочной губки и жестко закрепленными на ней. 2. Устройство по п. I, отличающееся тем, что, с целью обеспечения взрывобезопасности устройства за счет образования в момент сварки герметичного замкнутого пространства между губками, на торцовой поверхности опорной губки по ее периметру установлено уплотнительное кольцо.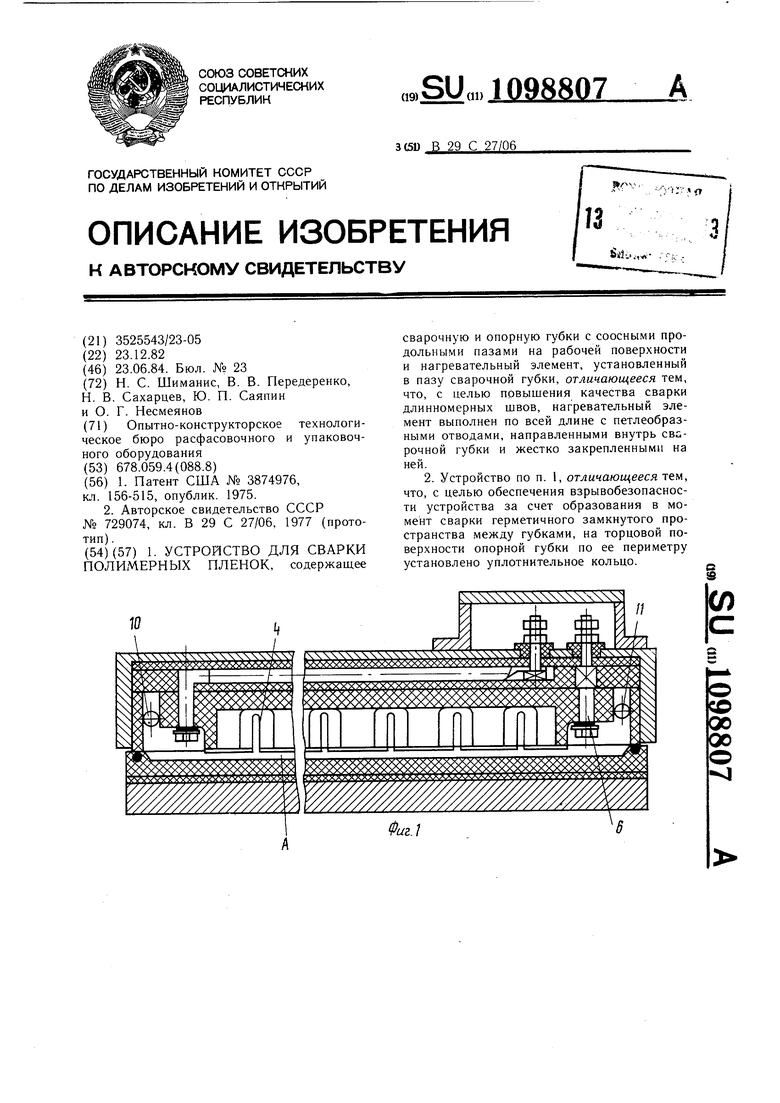
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3874976, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для контактной сварки термопластичных пленок | 1977 |
|
SU729074A1 |
| Солесос | 1922 |
|
SU29A1 |
