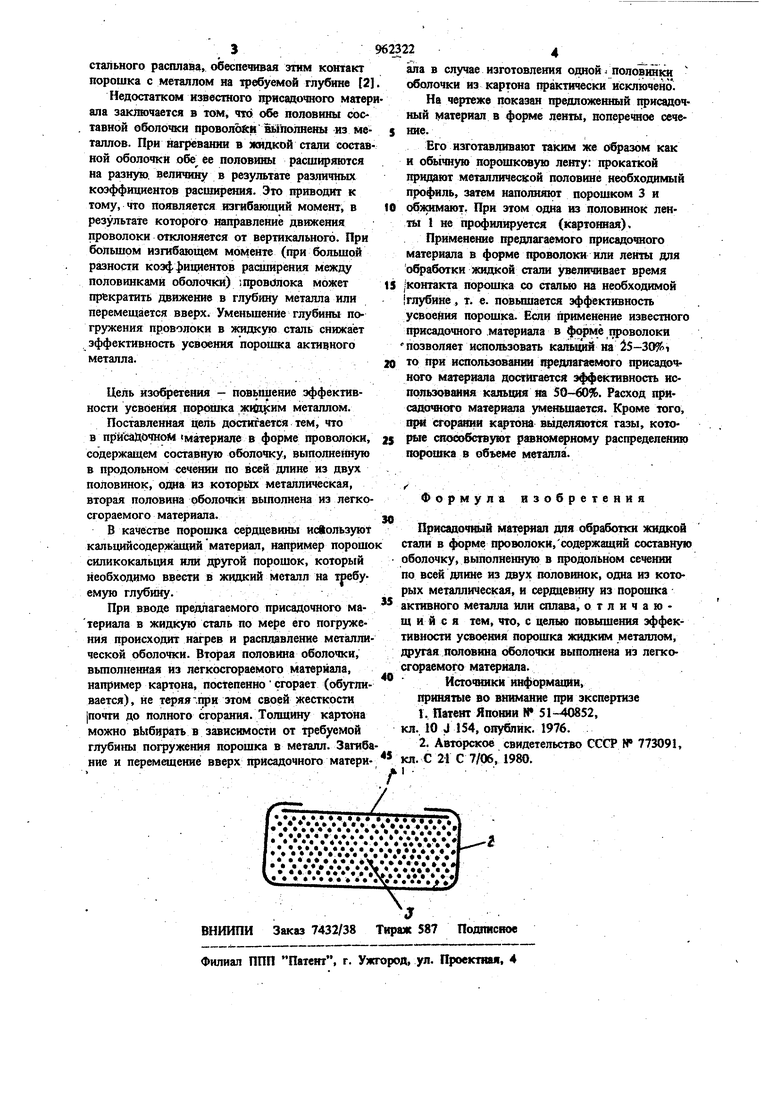
(54) ПРИСАДОЧНЫЙ МАТЕРИАЛ ДЛЯ ОБРАБОТКИ ЖИДКОЙ Изобретение относится к черной металлурпш в частности к легированию или раскислению стали 1сокоактивными металлами. Из-за ограниченной растворимости калыдая в железе, высокой упругости паров кальция при температуре жидкой стали, определенную концентрацию кальция в стали можно получить лишь в том случае, если кальцийсодержащий реагент вводится в жидкую сталь непосредственно при ее затвердевании, например, в кристалли заторе машины непрерывного литья заготовок. Известен присадочный материал для введения кальцийсодержтцего реагента в жидкий металл в форме проволоки, состоящий из стальной или алюминиевой оболочки и сердцевины из порошка силикокальция 1. Недостаток известного присадочного матери ала заключается в том, что прн погружении проволоки в жидкую сталь оболочка расплавляется , теряет механическую жесткость и пронность; с некоторой глубины присадочный мате-риал прекращает погружаться в жидкую сталь и всплывает вверх на поверхность стального расплава. Часть порошковой сердцевины расгво. СТАЛИ ряется в металле при всплывании присадочного материала, т. е. ие на заданной глубине жидкой стали. Это снижает эффективность усвоения кальция. Другая часть поршиковой сердце вииы, не успев раствориться в металле, всплывает в шлак. Степень усвоения порошка состав ляет небольшую величину. Наиболее близок к предлагаемому по технической сушиости и постигаемому эффекту присадочный материал в форме проволоки, содержащий сердцевину из порошка и составную оболочку. Для повышения эффективности усвоеН1 я порошка сердцевины составная оболочка в продольном сечении по всей длине проволс ки выполнена из металлов, имеющих разную температуру плавлення (из алюминия и СталГ или обе стальные, но имеющие разный xmnt- . ческий состав).-При вводе этого присадо шогр материала в форме проволоки в жидкую сталь по мере погружения его происходит .нагрев :. оболочки и порошковой сердцевины. Первой . расплавляется более легкоплавкая половика оболочки. Егорая половина, сохраняя еще свою жесткость, продолжает движение в глубину стального расплава, обеспечивая этим контакт порошка с металлом иа требуемой глубине 12 Недостатком известного присадочного матер ала закМ)чается в том, что обе половины сос тавиой оболочки проволо&н вьшолнены из металлов. При нагревании в жидкой стали составной оболочки обе ее половины расширяются на разную, величину в результате различных коэффициентов расширения. Это приводит к тому, что появляется изгибающий момент, в результате которого направление движения проволоки отклоняется от вертикального. При большом изтбающем моменте (при большой разности коэффициентов рашшрения между половинками оболочки) :проволока может прекратить движение в глубину металла или перемещается вверх. Уменьшение глубины погружения проволоки в яовдкую сталь снижает эффективность усвоения порошка акгавного металла. Цель изобретения - повьпиеиие эффективности усвоения нор(ика жийким металлом. Поставленная цель дестигается тем, что в прйс адочном (материале в форме проволоки, содержащем составную оболочку, вьтолне1П1ую в продольном сечении по всей длине из двух половинок, одна из которйх металлическая, вторая половина оболочки выполнена из легкосгораемого материала. В качестве поронжа сердцевины исШользуют кальцийсодерж1мций материал, например порошо силикокальция или другой порошок, которьгй необходимо ввести в жидкий металл на емую глубину. При вводе предлагаемого присадочного материала в жидкую сталь по мере его погружения происходит нагрев и расплавление металлической оболочки. Вторая половина оболочки, вьшолненная из легкосгораемого материала, например картона, постепенно сгорает (обугливается), не теряя при этом своей жесткости |почти до полного сгорания. Толщину картона можно вЬ1бирать в зависимости от требуемой гЛуби1П11 погружения порошка в металл. Загиба ние и перемещение вверх присадочного матери24ала в случае изготовления одной полошгаюс оболочки из картона практически исключено . На чертеже показан предложенный присадочный материал в форме ленты, поперечное сечепие. Его изготавливают таким же образом как и обьЬшую порошк(жую ленту: щюкаткой придают металлической половине необходимый профиль, затем наполняют порошком 3 и обяошают. При этом одна из половинок ленты 1 не профилируется (картонная). Применение предлагаемого присадочного материала в форме щюволоки или ленты для обработки жидкой стали увеличивает время ,контакта порошка со сталью иа необходимой глубине, т. е. повышается эффективность усвоения порошка. Если применение известного присадочного .материала в форме проволоки позволяет использовать калмдай на lS-30%i то при использовант предлагаемого присадочного материала достигается эффективность использования кальция на 50-60%. Расход присадо шото Материала уменьшается. Кроме того, при еторшши карто выделяются газы, котоpt e шособствуют равн ядфному распределению порошка в объеме металла. Формула изобретения Присадочный материал для обработки жидкой тади в форме проволоки,содержащий составную болочку, выполненную в продольном сечении о всей дайне из двух половинок, одна из котоых металлическая, и сердцев1шу из порошка ктивного металла или сплава, отличаюи и с я тем, что, с целью повышения эффекивности усвоения порошка жидким металлом, ругая половииа оболочки выполнена нэ легкогораемого материала. Источники информации, принятые во внимание при экспертизе 1.Патент Японии Н 51 -40852, л. 10 J 154, опублик. 1976. 2.Авторское свидетельство СССР N 773091, л. С 21 С 7/06, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСАДОЧНЫЙ МАТЕРИАЛ ДЛЯ ОБРАБОТКИ ЖИДКОЙ СТАЛИ | 1991 |
|
RU2013452C1 |
| Присадочный материал для обработки жидкой стали | 1979 |
|
SU773091A1 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2014 |
|
RU2558746C1 |
| Способ изготовления присадки для обработки жидкой стали | 1983 |
|
SU1256410A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА С НАПОЛНИТЕЛЕМ СИЛИКОКАЛЬЦИЙ С РЕДКОЗЕМЕЛЬНЫМИ МЕТАЛЛАМИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2007 |
|
RU2355781C2 |
| Проволока с наполнителем для внепечной обработки металлургических расплавов | 2019 |
|
RU2723863C1 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2006 |
|
RU2289631C1 |
| Проволока для внепечной обработки стали и способ её получения | 2021 |
|
RU2761574C1 |
| Композиционная проволока для модифицирования стали | 1981 |
|
SU996465A1 |
| Кальцийсодержащая проволока для ковшевой обработки стали | 2019 |
|
RU2725446C1 |
