Изобретение относится к черной металлургии, в частности к легированию или раскислению стали высокоактивными металлами.
Известен присадочный материал для введения кальцийсодержащего реагента в жидкий металл в форме проволоки, состоящей из стальной или алюминиевой оболочки и сердцевины из порошка силикокальция [1] .
Недостатком известного присадочного материала является то, что при погружении проволоки в жидкую сталь оболочка расплавляется, теряет механическую жесткость и прочность, что ведет к всплытию проволоки на поверхность стального расплава. Кроме того часть порошка сердцевины растворяется в металле при всплытии присадочного материала, но не полностью, а другая часть порошка попадает в шлак, что ведет к снижению усвоения порошка.
Указанные недостатки частично устранены в присадочном материале для обработки жидкой стали, содержащем составную оболочку, выполненную в продольном сечении по всей длине из двух половинок, одна из которых металлическая, а другая половина из легкосгораемого материала, и сердцевину из порошка активного металла или сплава [2] .
Недостатком данного присадочного материала является неравномерность вымывания порошкообразного материала после растворения металлической половины оболочки, т. е. порошок начинает вымываться на той высоте над дном, на котором произошел прорыв металлической половины оболочки, т. е. наиболее насыщенным в ковше будет середина его или то сечение, в котором осуществляется ввод присадочного материала, а это ведет к уменьшению количества растворенного порошка и росту его в шлаке.
Целью изобретения является повышение эффективности усвоения порошка жидким металлом.
Цель достигается тем, что в присадочном материале, содержащем составную оболочку, выполненную из двух половинок, одна из которых изготовлена из легкосгораемого материала, и сердцевину из порошка активного металла или сплава, вторая половина выполнена также из легкосгораемого материала и обе половины помещены в наружный металлический кожух, причем на наружных поверхностях обоих половинок оболочек с равным шагом выполнены концентраторы напряжений в виде просечек, вмятин, отверстий и т. п. , или же концентраторы выполнены на каждой половинке оболочки со сдвигом, например, на длину половины шага, относительно концентраторов на другой половине оболочки. Кроме того оболочки установлены друг относительно друга в кожухе с зазором.
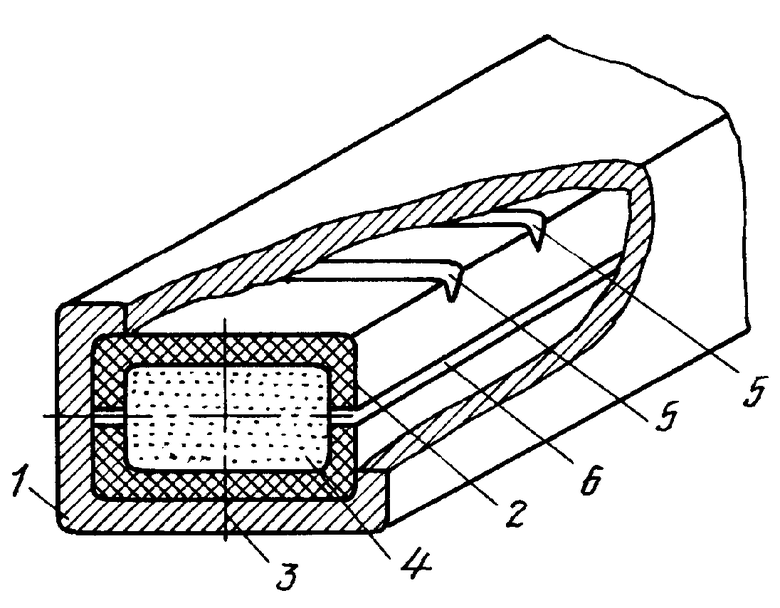
На чертеже показан присадочный материал.
Присадочный материал для обработки жидкой стали содержит металлический кожух 1, охватывающий оболочку, состоящую из двух профилированных в продольном направлении половин 2 и 3, выполненных из легкосгораемого материала, например картона, в которых размещен порошок 4 из активного металла или сплава, в качестве которого используется кальцийсодержащий материал, например силикокальций, который необходимо ввести в жидкий металл на требуемую глубину. На наружной поверхности половин 2 и 3 оболочки выполнены концентраторы 5 напряжений, при этом они могут быть расположены как напротив друг друга, так и со сдвигом на полшага. Кроме того, профилированные половины 2 и 3 оболочки установлены в кожухе 1 с зазором 6 относительно друг друга.
При вводе предлагаемого материала в жидкую сталь по мере погружения его происходит прогрев и расплавление металла кожуха.
Одновременно идет процесс прогрева всего сечения материала. При этом начинают сгорать (обугливаться) половины 2, 3 оболочки и нагреваться порошок 4 из активного металла. По мере растворения материала кожуха 1 оголяется поверхность половин 2 и 3 оболочки, которая сгорает, но не теряет своей жесткости, при этом активный металл 4 в виде порошка через зазор 6 между половинами 2, 3 оболочки начинает поступать в жидкую сталь. При дальнейшем движении вниз присадочного материала начинают расходиться половины 2 и 3 оболочки под действием сопротивления металла в ковше, что ведет к увеличению зазора 6 между ними и более интенсивному выводу его из полости оболочки. Затем происходит разматывание сгоревшей оболочки в любом месте по длине. Для большей усвояемости порошка 4 на наружных поверхностях половин 2 и 3 выполнены концентраторы напряжения, по которым после сгорания происходит разлом обуглившихся половин 2, 3 оболочки. При этом, если отсутствует зазор 6 между половинами 2, 3 профилированной оболочки, то произойдет подъем образовавшейся капсулы в шлак и растворимость порошка может уменьшиться. Для того, чтобы не образовались капсулы, выполнен зазор между половинами 2 и 3 оболочки. Для более же полного растворения по большему объему металла концентраторы 5 напряжений выполнены со сдвигом на полшага на поверхности оболочки, что обеспечивает поочередное отламывание обуглившихся стенок половин 2 и 3 оболочек и их всплытие совместно с невышедшим из полости порошком 4 по обе стороны от вводимого присадочного материала, что ведет к большему распространению порошка 4 в жидком металле ковша и позволяет повысить эффективность использования, например, кальция на 15-20% по отношению к прототипу, а выделяющиеся из легкосгораемого материала оболочки газы еще больше рассеивают присадочный материал (порошок 4) по объему ковша.
| название | год | авторы | номер документа |
|---|---|---|---|
| Присадочный материал для обработки жидкой стали | 1981 |
|
SU962322A1 |
| Присадочный материал для обработки жидкой стали | 1979 |
|
SU773091A1 |
| КОМПОЗИЦИОННОЕ ИЗДЕЛИЕ ДЛЯ ОБРАБОТКИ ЖИДКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2048537C1 |
| ОБЕСПЕЧЕНИЕ УЛУЧШЕННОГО УСВОЕНИЯ СПЛАВА В ВАННЕ РАСПЛАВЛЕННОЙ СТАЛИ С ИСПОЛЬЗОВАНИЕМ ПРОВОЛОКИ С СЕРДЕЧНИКОМ, СОДЕРЖАЩИМ РАСКИСЛИТЕЛИ | 2008 |
|
RU2529132C2 |
| Гранула наполнителя для вибрационной обработки | 1988 |
|
SU1576293A1 |
| СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ | 2012 |
|
RU2530985C2 |
| УСТРОЙСТВО ДЛЯ РАСКИСЛЕНИЯ И ЛЕГИРОВАНИЯ РАСПЛАВОВ | 1992 |
|
RU2051181C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОИЗМЕНЕНИЯ ОБОЛОЧКИ ТИПА "СТАКАН" МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКОЙ | 2020 |
|
RU2743270C1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2006 |
|
RU2316840C1 |
Изобретение может быть использовано в черной металлургии, в частности при легировании и раскислении стали высокоактивными металлами. Сущность: обе половины оболочки присадочного материала выполнены из легкосгораемого материала и помещены в наружный металлический кожух. Половинки оболочек установлены в кожухе с зазором друг относительно друга, а на наружной поверхности их выполнены концентраторы напряжений. 3 з. п. ф-лы, 1 ил.
