1
ИзоЗретение относится к черной металлургии, в частности к раскислению стали высокоактивными металлами.
Вследствие ограниченной раство- 5 римости кальция в железе, высокой упругости паров кальция при температуре жидкой стали,а также его высокой раскислительной и десульфурирую- щей способности, определенную кон- Ю центрацию кальция в стали можно получить лишь в том случае, если кальцийсодержащий реагент вводится в жидкую сталь непосредственно в процессе затвердевания, например, в кристалли-15 заторе машины непрерывного литья заготовок.
Известен присадочный материал в форме проволоки, состоящий из стальной или алюминиевой оболочки и серд- 20 цевины из порошка силикокальция 1 .
Недостаток способа состоит в том, что при введении в расплавленную стаг оболочка быстро теряет жесткость и присадочный материал меньшей плотное-25 ти, чем сталь, всплывает на поверхность стального расплава.
Наиболее близок к предлагаемому присадочный материал из щелочноземельных металлоид магния или их соединений, запрессованный в оболочку, -состоящую из двух частей. Материал имеет форму полосы, для оболочки используют малоуглеродисную сталь 2.
Недостаток известного способа заключается в том, что при погружении присадочного материала в форме проволоки в жидкую сталь оболочка разогревается, теряет механическую прочность и жесткость; с некоторой глубины присадочный материал прекращает погружаться в жидкую сталь и всплывает вверх вследствие разности их плотности.
При взаимодействии проволоки со сталью выделяют три участка: нисходящая ветвь присадочного материала, которая опускается вниз, в глубь стального расплава, участок потери жесткости оболочки и згиба и восходящая ветвь, движущаяся снизу вверх.
Растворение порошковой сердецевины происходит.на восходящей ветви, т.е. не на заданной глубине в жидкой стали, а в слое стали, близком к поверхности. Эффективность усвоения кальция снижается.
Цель изобретения - повьпиение эф.фективности усгоени.т порошка жидкой сталью.
Поставленная цель достигает йЯ тем, что в присадочном материале в форме проволоки с составной оболочкой одна часть оболочки по всей длине в продольном сечении выполнена из металла, температура плавления которого ниже температуры плавления обрабатываемой стали, а другая - из металла с температурой плавления, равной или превосходящей температуру плавления стали.
Одна половина оболочки может быть выполнена из стальной ленты, а другая - из алюминиевой или обе половинки из стальных лент различного химического состава.
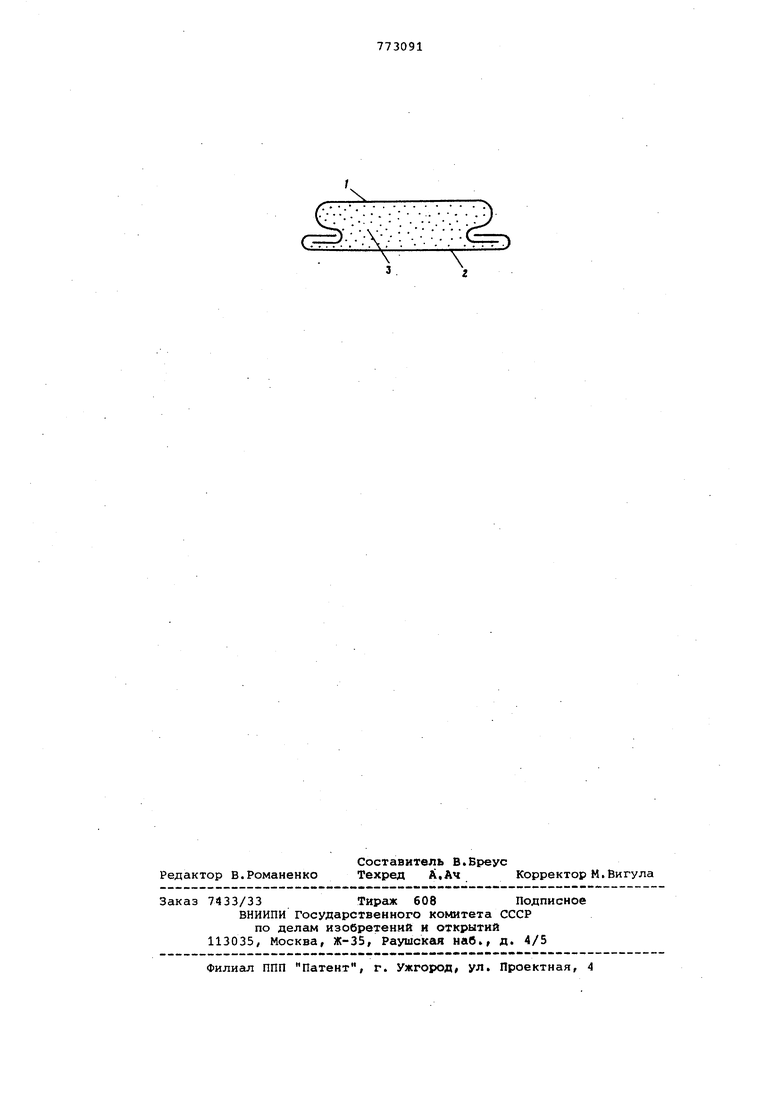
На чертеже представлен присадочный материал в форме проволоки.
Оболочка присадочного материала выполнена в продольном сечении из двух частей 1 и 2, между которыми помещена сердцевина 3 из порошка. Части 1 и 2 оболочки выполнены из различного материала: одна - из материала/ температура плавления которого ниже температуры плавления обрабатываемой стали, а другая - равна или выше. Например, часть 1 оболочки присадочного материала изготовлена из стальной ленты, а часть 2 - из более легкоплавкого материала, например алюминия.
Возможен другой вариант. Обе части 1 и 2 оболочки выполнены из стальных лент различного химического состава (например, по содержанию углерода}. Часть1 оболочки имеет температуру плавления ниже температуры плавления обрабатываеглэй стали, а часть 2 равную или вьше температуры плавления обрабатываемой стали.
В качестве порошка сердцевины 3 используют кальцийсодержащий материал, например порошок силикокальция или смесь порошков алюминия и кальция, или смесь порошка кальцийсодержгидего и шлакообразующего материалов
При вводе присадочного материала в форме проволоки в жидкую сталь по мере погружения его происходит нагрев оболочки и порошковой сердцевины 3 i Первой расплавляется более легкоплавкая часть 1 оболочки. Порошковая сердцевина начинает контактировать с жидкой сталью и растворяться в ней.. К этому моменту вторая, более тугоплавкая часть 2 оболочки, еще сохраняет свою жесткость и продолжает движение вниз, в глубь стального расплава. Контактируя с жидкой сталью порошковая сердцевина 3 быстро растворяется в стали на требуемой глубине, которая определяется
моментом расплавления легкоплавкой /части оболочки и только после этого более тугоплавкая часть 2 оболочки теряет свою жесткость и, загибаясь вверх, растворяется в стали. , Применение предлагаемого присадочного материала в форме проволоки для обработки жидкой стали значительно повышает эффективность усвоения кальция. Если применение известного присадочного материала в форме проволоки позволяет использовать кальций на 16%, то при использовании предлагаемого присадочного материала достигается эффективность использования кальция на 25-30%, что позволяет
5 в 1,5-2,0 раза уменьшить расход присадочного материала.
Предлагаемый присадочный материал в форме проволоки может быть использован также для обработки стеши барием, редкоземельными элементами и для микролегирования стали другими элементами.
Формула изобретения
1.Присадочный материал для обработки жидкой стали в форме проволоки
содержащий сердцевину из порошка активного металла или сплава и составную оболочку из металлов с меньшей реакционной способностью, чем материал сердцевиныj отличающийся тем, что, с целью повышения эффективностиусвоения порошка, одна часть оболочки в продольном сечёнии по всей длине выполнена из металла, температура плавления которого ниже температуры плавления обрабатываемой стс1ли, а другая - из металла с температурой плавления, равной или вьние температуры плавления стали.
2.Присадочный материгш по п.1, отличающийся тем, что одн половинка оболочкий по всей длине выполнена из стальной ленты, а другая - из алюминиевой.
3.Присадочный материал по п.1, отличающийся тем, что обе половинки оболочки выполнены из стальных лент различного химического состава.
Источники информации, принятые во внимание при экспертизе
1.Патент Японии 51-40852, кл. 10 J 154, 1976.
2.Патент Великобритании W1369008 кл. С 7 D, 1974.
...
V .
| название | год | авторы | номер документа |
|---|---|---|---|
| Присадочный материал для обработки жидкой стали | 1981 |
|
SU962322A1 |
| ПРИСАДОЧНЫЙ МАТЕРИАЛ ДЛЯ ОБРАБОТКИ ЖИДКОЙ СТАЛИ | 1991 |
|
RU2013452C1 |
| Способ изготовления присадки для обработки жидкой стали | 1983 |
|
SU1256410A1 |
| Композиционная проволока для модифицирования стали | 1981 |
|
SU996465A1 |
| СПОСОБ ОБРАБОТКИ ЖЕЛЕЗОУГЛЕРОДИСТОГО РАСПЛАВА И МАТЕРИАЛ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2487174C2 |
| Проволока для внепечной обработки стали и способ её получения | 2021 |
|
RU2761574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАФИНИРУЮЩЕЙ ДОБАВКИ ИЗ КАЛЬЦИЯ В ФОРМЕ ПРОВОЛОКИ | 1993 |
|
RU2011685C1 |
| Кальцийсодержащая проволока для ковшевой обработки стали | 2019 |
|
RU2725446C1 |
| Плакированный порошковый модификатор | 1991 |
|
SU1771869A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА С НАПОЛНИТЕЛЕМ СИЛИКОКАЛЬЦИЙ С РЕДКОЗЕМЕЛЬНЫМИ МЕТАЛЛАМИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2007 |
|
RU2355781C2 |