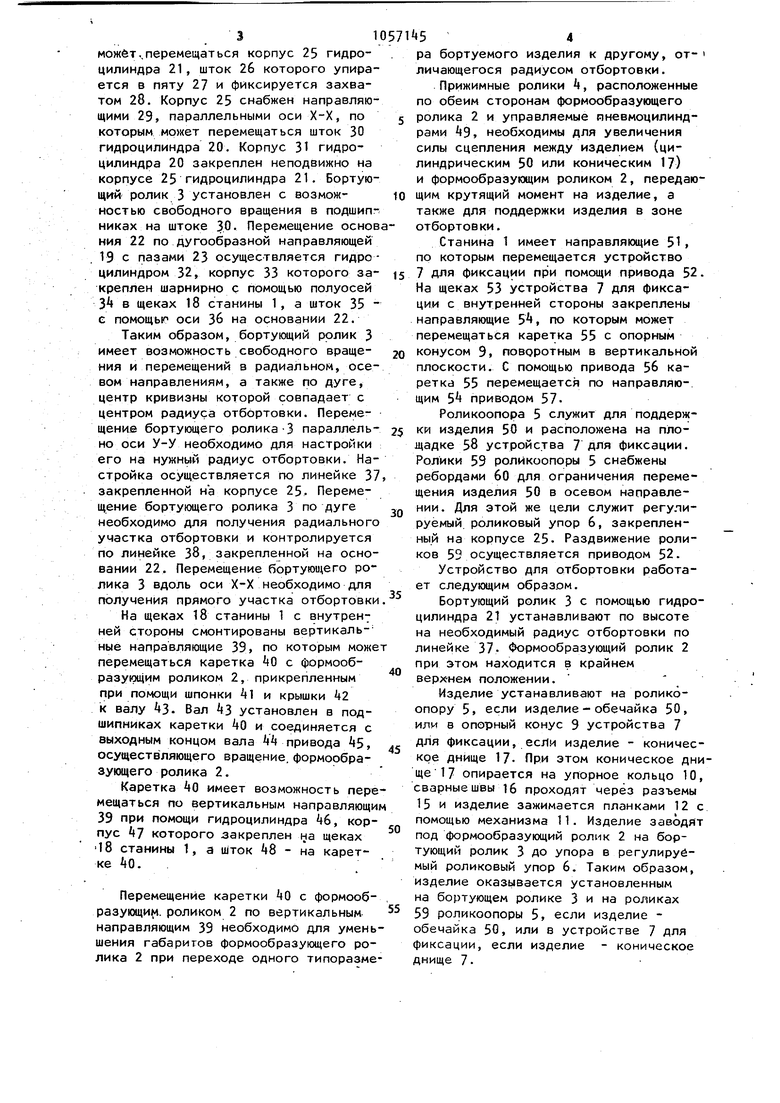
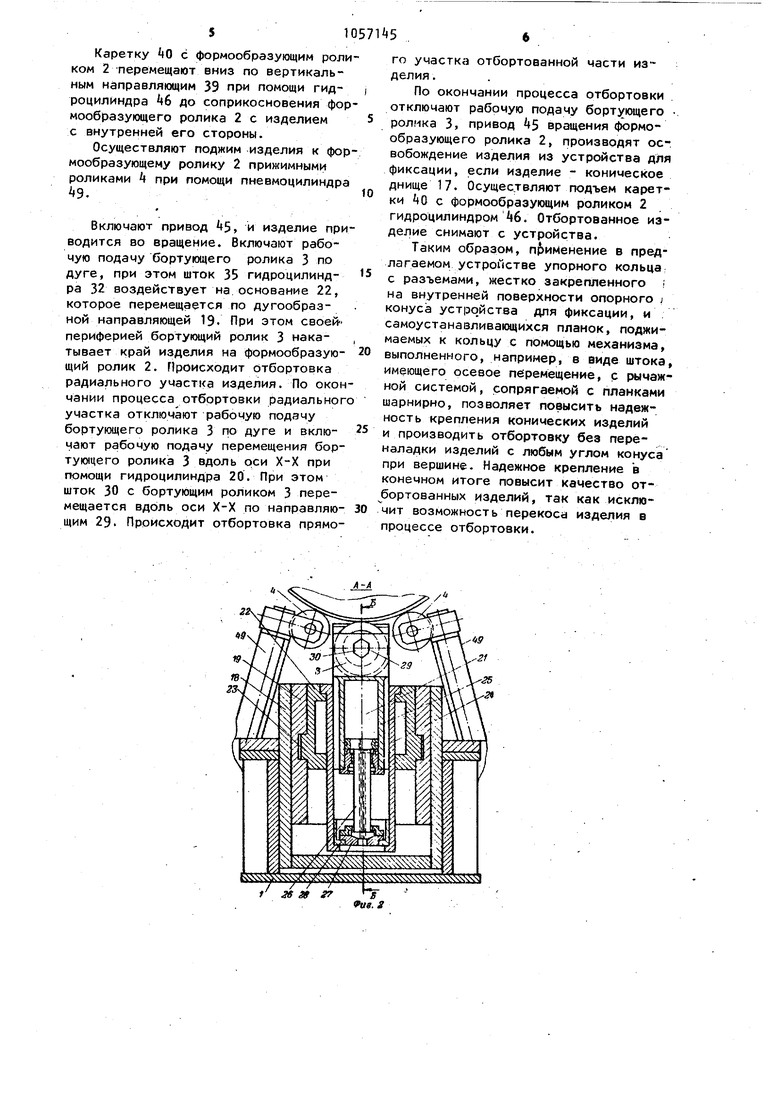
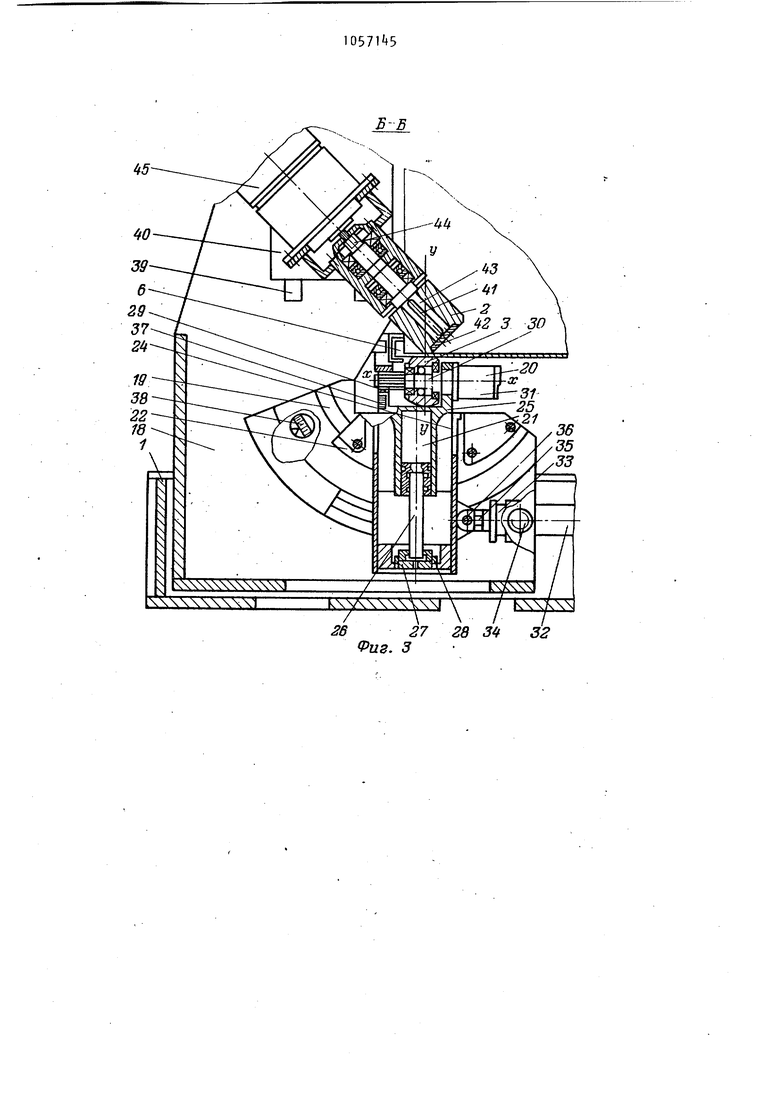
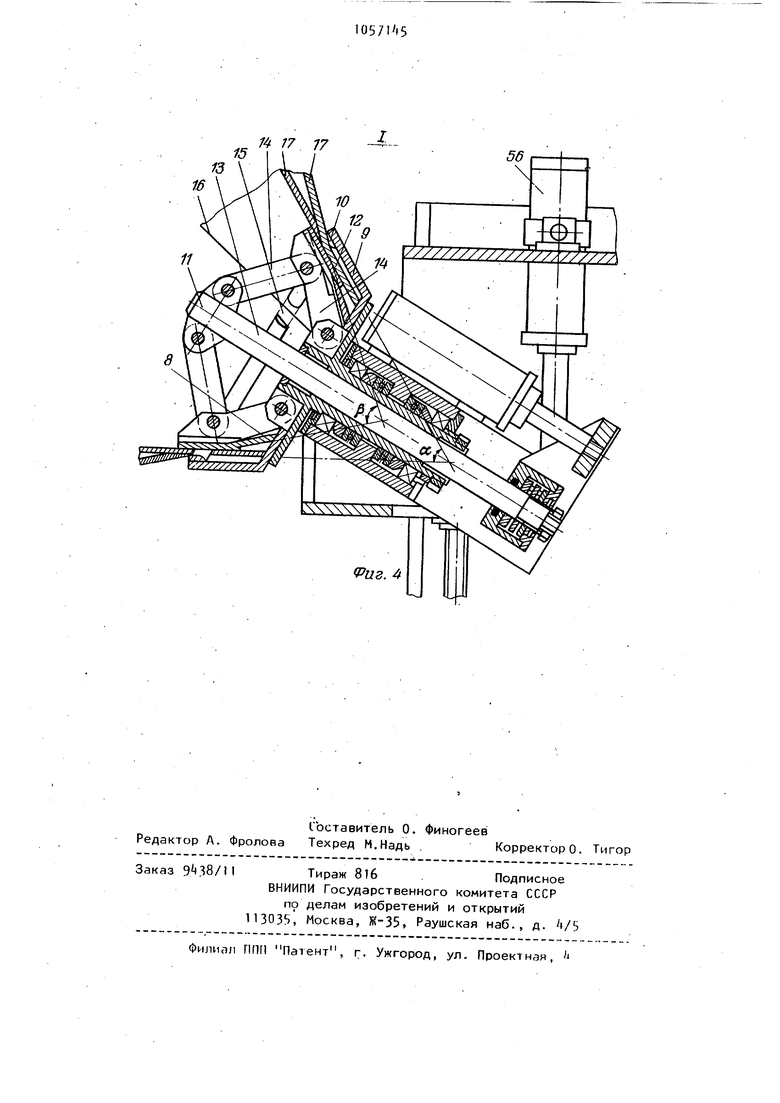
iЮ Изобретение относится к обработке металлов давлением, в частности к оборудованию для отбортовки конических изделий. По основному авт. св. If 766707 известно устройство, содержащее установленные на станине приводной формообразующий ролик, бортующий ролик с приводами осевого и радиального перемещений, прижимные ролики, устройство для фиксации изделия, а также смонтированную на станине неподвижную дугообразную направляющую, центр кривизны которой совпадает с центром радиуса отбортовки, при этом на дугообразной направляющей установлен корпус с возможностью перемещения , а приводы осевого и радиального перемещений бортующего ролика размещены на корпусе. Недостатком известного устройства является то, что крепление изделий типа конических днищ осуществляется ус-тройством для фиксации, выполненным в виде зажимного устройства с возможностью качания в вертикальной плос кости посредством прижима изделия изнутри к внутренней гладкой поверхности ,полой конической опоры. Таким образом, изделие сопрягается с конической опорой ус ройства для фиксации поплощади, а так как геометрическая форма поверхности изделия не идеальная, особенно при наличии сварных швов (как правило конические днища изготавливаются вальцовкой с последующей сваркой), то изделие неплотно прижимается к опоре, крепление оказывается ненадежным и в конечном итоге это приводит к перекосу (подрыву) изделия во время процесса отбортовки или даже к вырыву его из зажимного устройства. Кроме того, для крепления коничес ких днищ с различным углом конуса при вершине зажимное устройство является сменным, что требует дополнительного времени на переналадку при переходе от операции отбортовки изделий одного типоразмера по углу при вершине конуса к другому. Цель изобретения - повышение надежности крепления конических изделий с различными углами конуса при вершине без переналадки. Указанная цель достигается тем, что устройство для отбортовки снабжено упорным кольцом, закрепленным на Б внутренней поверхиост;; опорного са устройства фиксации изделия. самоустанавливающимися планками с механизмом поджима их к кольцу, устгновленным внутри опорного конуса и выполненным в виде приводного стержня, шарнирно сопряженного через рычажную систему с планками. . При этом упорное кольцо выполнено с разъемом для прохождения сварного шва. На фиг. 1 изображено устройство для отбортовки, вид сбоку; на фиг, 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. узел I на фиг. 1. Устройство для отбортовки состоит из станины 1, приводного формообразующего ролика 2, бортующего ролика 3 с приводами осевого и радиального перемещений, прижимных роликов Ц, роликоопоры 5, регулируемого роликового упора 6 и устройства 7 для фиксации. На внутренней поверхности 8 опорного конуса 9 устройства 7 для фиксации жестко закреплено упорное кольцо 10, а внутри самого опорного конуса 9 размещен механизм 11, обеспечивающий поджим сзмоустанавливающихся планок 12 к кольцу 10, выполненный, например, в виде стержня 13, имеющего осевое перемещение, с рычажной системой И, сопрягаемой с планками шарнирно. На улорном кольце 10 выполнены разъемы 15 для прохождения сварного шва 16 изделия 17. Таким образом, коническое изделие 17 с любым углом конуса при вершине (.0, 5 ) пру установке его. в устройство 7 для фиксации опирается на упорное кольцо 10 с контактом по линии, а сварные швы 16 проходят через разъемы 15 кольца 10.. На щеках 18 cfaнины 1 с внутренней стороны закреплена неподвижная дугообразная направляющая 19 так, что центр её кривизны совпадает с центром {5адиуса отбортовки О. Устройство имеет приводы, например гидроцилиндры 20 и 21, обеспечивакмцие осевое Х-Х и радиальное У-У перемеще.ния бортующего ролика 3. Гидроцилиндры размещены на основании 2, которое сопряжено с дугообразной направляющей 19 с возможностью перемещения по ее дуговому пазу 23. Основание 22 имеет направляющие 2, параллельные оси У-У, пО которым может ..перемещаться корпус 25 гидроцилиндра 21, шток 26 которого упирается в пяту 27 и фиксируется захватом 28. Корпус 25 снабжен направляющими 29, параллельными оси Х-Х, по которым может перемещаться шток 30 гидроцилиндра 20, Корпус 31 гидроцилиндра 20 закреплен неподвижно на корпусе 25 гидроцилиндра 21, Бортующий ролик 3 установлен с возможностью свободного вращения в подшипниках на штоке 30- Перемещение основ ния 22 по дугообразной направляющей 19 с пазами 23 осуществляется гидре цилиндром 32, корпус 33 которого закреплен шарнирно с помощью полуосей 3 в щеках 18 станины 1, а шток 35 с помощью оси Зб на основании 22, Таким образом, бортующий ролик 3 имеет возможность свободного вращения и перемещений в радиальном, осевом направлениям, а также по дуге, центр кривизны которой совпадает с центром радиуса отбортовки. Перемещение бортующего ролика-3 параллельно оси У-У необходимо для настройки его на нужный радиус отбортовки. Настройка осуществляется по линейке 37 закрепленной на корпусе 25, Перемещение бортующего ролика 3 по дуге необходимо для получения радиального участка отбортовки и контролируется по линейке 38, закрепленной на основании 22, Перемещение бортующего ролика 3 вдоль оси Х-Х необходимо для получения прямого участка отбортовки На щеках 18 станины 1 с внутрен ней стороны смонтированы вертикальные направляющие 39, по которым може перемещаться каретка fO с формообразующим роликом 2, прикрепленным при помощи шпонки 41 и крышки 42 к валу 43. Вал 43 установлен в подшипниках каретки 40 и соединяется с выходным концом вала 44 привода 45, осуществляющего вращение, формообразующего ролика 2. Каретка 40 имеет возможность пере мещаться по вертикальным направляющи 39 при помощи гидроцилиндра 46, корпус 47 которого закреплен на щеках 18 станины 1, а шток 48 - на каретке 40. Перемещение каретки 40 с формообразующим, роликом 2 по вертикальным направляющим 39 необходимо для умень шения габаритов формообразующего ролика 2 при переходе одного типоразме ра бортуемого изделия к другому, от- личающегося радиусом отбортовки, Прижимные ролики 4, расположенные по обеим сторонам формообразующего ролика 2 и управляемые пневмоцилиндрами 49, необходимы для увеличения силы сцепления между изделием (цилиндрическим 50 или коническим 17) и формообразующим роликом 2, передающим крутящий момент на изделие, а также для поддержки изделия в зоне отбортовки. Станина 1 имеет направляющие 51, по которым перемещается устройство 7 для фиксации при помощи привода 52. На щеках 53 устройства 7 для фиксации с внутренней стороны закреплены направляющие 54, по которым может перемещаться каретка 55 с опорным конусом 9, поворотным в вертикальной плоскости, С помощью привода 56 каретка 55 перемещается по направляющим 54 приводом 57, Роликоопора 5 служит для поддержки изделия 50 и расположена на пЛощадке 58 устройства 7 для фиксации, РОЛИКИ 59 роликоопоры 5 снабжены ребордами 60 для ограничения перемещения изделия 50 в осевом направлении. Для этой же цели служит регулируемый роликовый упор 6, закрепленный на корпусе 25, Раздвижение роликов 59 осуществляется приводом 52. Устройство для отбортовки работает следующим образом. Бортующий ролик 3 с помощью гидроцилиндра 2Т устанавливают по высоте на необходимый радиус отбортовки по линейке 37- Формообразующий ролик 2 при этом находится в крайнем верхнем положении. Изделие устанавливают на роликоопору 5, если изделие - обечайка 50, или в опорный конус 9 устройства 7 для фиксации, если изделие - коническое днище 17, При этом коническое днище 17 опирается на упорное кольцо 10, сварные швы 16 проходят через разъемы 15 и изделие зажимается планками 12 с помощью механизма 11, Изделие заводят под формообразующий ролик 2 на бортующий ролик 3 ДО упора в регулируемый роликовый упор 6. Таким образом, изделие оказывается установленным на бортующем ролике 3 и на роликах 59 роликоопоры 5, если изделие обечайка 50, или в устройстве 7 для фиксации, если изделие - коническое днище 7. Каретку ЦО с формообразующим роли ком 2 перемещают вниз по вертикальным направляющим 39 при помощи гидроцилиндра 6 до соприкосновения фор мообразующего ролика 2 с изделием с внутренней его стороны. Осуществляют поджим изделия к фор мообразующему ролику 2 прижимными роликами Ц при помощи пневмоцилиндра . Включают привод 5, и изделие при водится во вращение. Включают рабочую подачу бортующего ролика 3 по дуге, при этом шток 35 гидроцилиндра 32 воздействует на основание 22, которое перемещается по дугообразной направляющей 19. При этом своей периферией бортующий ролик 3 накатывает край изделия на формообразующий ролик 2. Происходит отбортовка радиального участка изделия. По окон чании процесса отбортовки радиальног участка отключают рабочую подачу бортующего ролика 3 по дуге и включают рабочую подачу перемещения бортую1цего ролика 3 вдоль оси Х-Х при помощи гидроцилиндра 20. При этом шток 30 с бортующим роликом 3 перемещается вдоль оси Х-Х по направляющим 29. Происходит отбортовка прямого участка отбортованной части из делия. По окончании процесса отбортовки отключают рабочую подачу бортующего ролика 3, привод 45 вращения формообразующего ролика 2, производят освобождение изделия из устройства дЛя фиксации, если изделие - коническое днище 17. Осуществляют подъем каретки kQ с формообразующим роликом 2 гидроцилиндром б. Отбортованное изделие снимают с устройства. Таким образом, применение в предлагаемом ycTpoilcTBe упорного кольца: с разъемами, жестко закрепленного i на внутренней поверхности опорного j конуса устройства для фиксации, и самоустаиавливающихся планок, поджимаемых к кольцу с помощью механизма, выполненного, например, в виде штока, имеющего осевое перемещение, с рычажной системой, сопрягаемой с планками шарнирно, позволяет повысить надежность крепления конических изделий и производить отбортовку без переналадки изделий с любым углом конуса при вершине. Надежное крепление в конечном итоге повысит качество отбортованных изделий, так как исключит возможность перекоса изделия в процессе отбортовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбортовки | 1981 |
|
SU1021496A2 |
| Устройство для отбортовки | 1978 |
|
SU766707A1 |
| Установка для отбортовки | 1990 |
|
SU1771849A1 |
| Устройство для отбортовки | 1984 |
|
SU1196072A1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| Способ отбортовки и устройство для его осуществления | 1989 |
|
SU1745393A1 |
| Устройство для крепления изделий | 1989 |
|
SU1731598A1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| Устройство для формовки и сварки полых изделий | 1986 |
|
SU1342652A1 |
1. УСТРОЙСТВО ДЛЯ ОТБОРТОВКЙ по авт, св. № 766707, отличающееся тем, что, с целью повышения надежности крепления изделия, оно снабжено упорным кольцом, закрепленным на внутренней, поверхности опорного конуса устройства фиксации изделия, и самоустанавливающимися планками с механизмом поджима их к кольцу, установленным внутри опорного конуса и выполненным в виде приводного стержня , шарнирно сопряженного через рычажную систему с планками. . 2. Устройство по п. 1, отличающееся тем, что упорное кольцо выполнено с разъемом для прохождения сварного шва. (Л сд 4: СП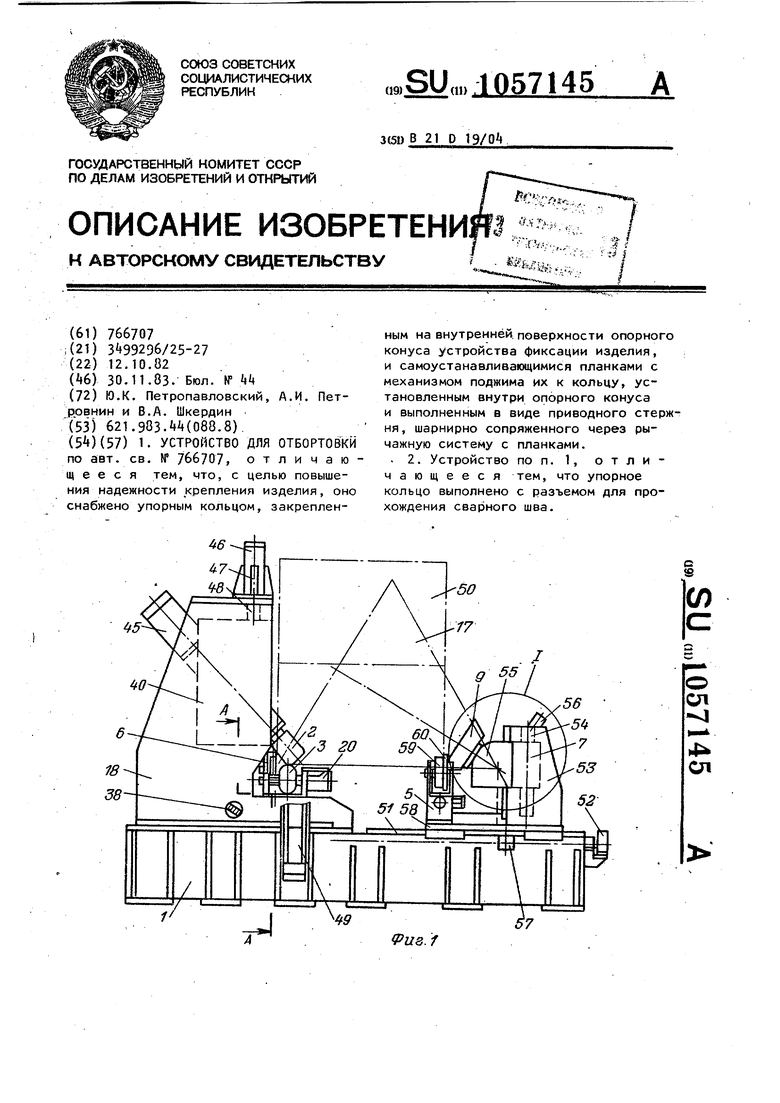
/
26 27 28Sit 32
Б-Б
/ / / Физ. 3 П 17 77
