(54 ) СПОСОБ ДЕФОРМИРОВАНИЯ СЛИТКОР.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки заготовок и устройство для его осуществления | 1981 |
|
SU997937A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2474484C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 1992 |
|
RU2025182C1 |
| Способ ковки слитков | 1979 |
|
SU804161A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| Способ ковки поковок типа валков с осевым отверстием из слитков | 1975 |
|
SU555961A1 |
Изобретение относится к области кузнечно-прессового производства и может быть использовано при изготовлении крупных поковок на металлургических и машиностроительных заводах;
.Известен способ деформирования слитков, включающий биллетировку и последующую осадку с кручением в контейнере Cl D.
Однако .при этом процессе деформа1ДИЯ от кручения не равномерна по всему объему заготовки, Сначала при приложении нагрузок вовлекаются в деформацию объемы металла, расположенные ближе к инструменту ( за исключением зон затрудненной деформации, прилегающих непосредственно к поверхностям инструмента). Затем деформация может распространяться к середине заготовки. Поскольку на заготовку действуют силы осевого сжатия, то поперечное сечение заготовки увеличивается, причем максимально на ее середине, что вызмвает необходимость значительного увеличения крутящего момента. Практически выполнить это довольно трудно, особенно . при ковке крупных hoKOBOK массой от 8 до 40 т на прессах усилием 20004000 тс. Кроме того, при ковке поковок с буртами, фланцами большего диаметра очень трудно обеспечить необходимый уков по максимсшьным сечениям и проработать структуру металла в зоне переходе от фланца {бурта) к телу вала. Применение слитков с величиной сечения, обеспечивающей необходимый уков за счет традиционной осадки, ограничено максимашьным
10 усилием пресса и является не экономичным, так как чем больше слиток, тем больше прибыльная часть, отходы на рубку, и другие.
Целью изобретения является сни15жение величины потребного крутящего момента, улучшение проработки структуры металла по сечению получаемых заготовок. .
С этой целью в способе деформи20рования слитков, включающем биллетировку слитка и последующую осадку с кручением в контейнере, перед выполнением операции осадки с кручением на образующей поверхности отбиллети25рованного слитка формуют чередующиеся участки с большим и меньшим диаметрами .
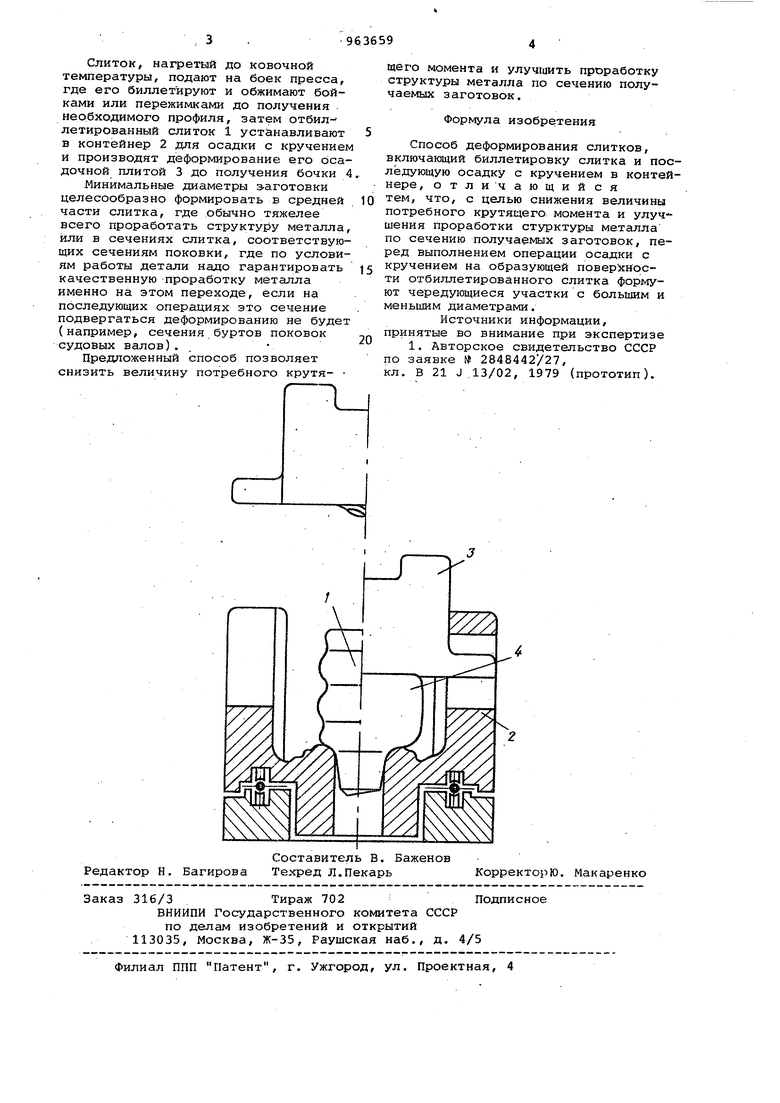
На чертеже изображно устройство для осуществления способа деформи30ройания слитков.
Слиток, нагретый до ковочной температуры, подают на боек пресса, где его биллетируют и обжимают бойками или пережимками до получения необходимого профиля, затем отбиллетированный слиток 1 устанавливают в контейнер 2 для осадки с кручением и производят деформирование его осадочной плитой 3 до получения бочки 4
Минимальные диаметры эаготовки целесообразно формировать в средней части слитка, где обычно тяжелее всего проработать структуру металла, или в сечениях слитка, соответствующих сечениям поковки, где по условиям работы детали надо гарантировать качественную проработку металла именно на этом переходе, если на последующих операциях это сечение подвергаться деформированию не будет (например, сечения буртов поковок судовых валов). .
Предложенный способ позволяет снизить величину потребного крутя-
щего момента и улучшить проработку структуры металла по сечению получаемых заготовок.
Формула изобретения
Способ деформирования слитков, включающий биллетировку слитка и последующую осадку с кручением в контейнере, отличающий ся тем, что, с целью снижения величины потребного крутящего момента и улучшения проработки стурктуры металла по сечению получаемых заготовок, перед выполнением операции осадки с кручением на образующей поверхности отбиллетированного слитка формуют чередующиеся участки с больщим и меньшим диаметрами.
Источники информации, принятые во внимание при экспертизе
