(54) СПОСОБ КОВКИ СЛИТКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 1992 |
|
RU2025182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Способ ковки слитка | 1975 |
|
SU582879A1 |
| Способ протяжки крупных слитков | 1985 |
|
SU1409393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
1
Изобретение -относится к обработт ке металлов давлением, а именно к способам ковки слитков.
Известен способ ковки слитков преимущественно с вытянутой осью, включающий операции ковки цапфы из донной части слитка, биллетировки, протяжки полученной заготовки, ее осадк и межоперационной рубки отходов 1
Недостатком указанного способа является недостаточная проработка металл в прибыльной зоне, что обусловлено большим количеством дефектов в ней усадочного происхождения.
Цель изобретения - повьвиение качества получаемых поковок.
Поставленная цель достигается тем, что согласно способу, включающему операции ковки цапфы из донной части слитка, биллетировки, протяжки полученной заготовки, ее осадки и межоперационной рубки отходов, перед осадкой заготовки производят ее обжатие с изменяющейся степенью деформации по длине с увеличением ее к прибыльной части слитка.
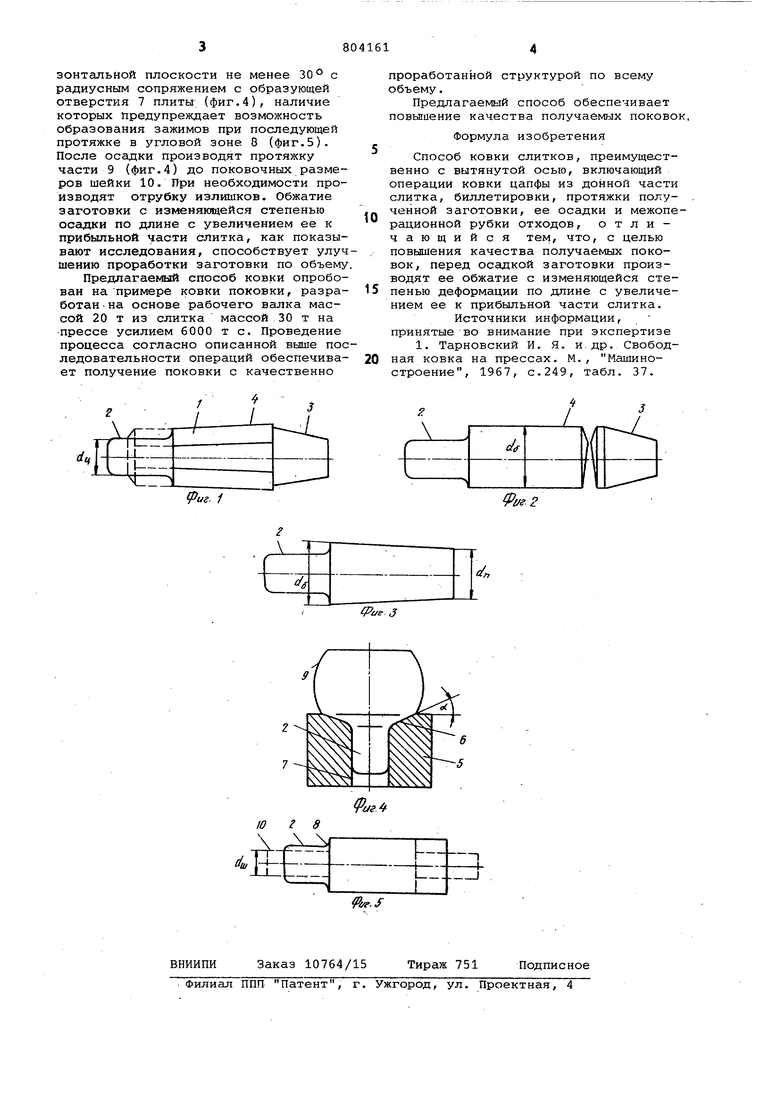
На фиг.1 показан слиток с откованной цапфой под захват; на фиг.2слиток после биллетировки с отрубленной прибыльной частью; на фИ1.3заготовка после обжима сби.плетированного слитка с изменением величины обжатий по длине; на фиг.4 -заготовка после осадки; на фиг.5 - заготовка после протяжки и контур поковки с концевыми шейками.
Из донной части слитка 1, нагретого до ковочной температуры, отковывают цапфу 2 под захват (фиг.1) .
0 Диаметр dцЦaпфы выбирают равным 1,21,3 диаметра концевой шейки поковки (фиг.5). . Удерживая слиток 1 за цапфу 2, оставшуюся часть слитка 1 би.Ш1етируют (обжим граней) до диа5метра dg и удаляют в отход прибыльную часть 3 (фиг.2). Для уменьшения степени осадки и достижения гарантированной проработки в подприбьшьной зоне, наиболее пораженной дефектаг-ш литейного происхождения, сбиллетиро0ванная часть 4 слитка (фиг.2) подвергается дополнительной протяжке с изменяющейся степенью обжатия по длине с максимальными ее значениями
5 с прибыльной стороны тела слитка (фиг.З). Отношение диаметров d,; к d должно быть равным 1,1-1,2. Осадку заготовки (фиг.З) производят в .подкладной плите 5, имеющей угол наклона рабочей площадки 6 к гори0
зонтальной плоскости не менее 30° с радиусным сопряжением с образующей отверстия 7 плиты {фиг.4), наличие которых Предупреждает возможность образования зажимов при последующей протяжке в угловой зоне 8 (фиг.5). После осадки производят протяжку части 9 (фиг,4) до поковочных размеров шейки 10. При необходимости производят отрубку излишков. Обжатие заготовки с изменяющейся степенью осадки по длине с увеличением ее к прибыльной части слитка, как показывают исследования, способствует улучшению проработки заготовки по объему Предлагаемый способ ковки опробован напримере ковки поковки, разработан на основе рабочего валка массой 20 т из слитка массой 30 т на прессе усилием 6000 т с. Проведение процесса согласно описанной выше последовательности операций обеспечивает получение поковки с качественно
проработанной структурой по всему объему.
Предлагаемый способ обеспечивает повышение качества получаемых поково
Формула изобретения
Способ ковки слитков, преимущественно с вытянутой осью, включающий операции ковки цапфы из донной части слитка, биллетировки, протяжки полученной заготовки, ее осадки и межоперационной рубки отходов, отличающийся тем, что, с целью повышения качества получаемых поковок, перед осадкой заготовки производят ее обжатие с изменяющейся степенью деформации по длине с увеличением ее к прибыльной части слитка.
Источники информации, принятые во внимание при экспертизе
liz
fPae.3
dio -j
