Изобретение относится к обработке металлов давлением и может быть использовано при ковке заготовок изделий типа валов, прокатных валков.
Известен способ изготовления поковок типа валков, прокатных валков, включающий биллетировку и протяжку слитка на всю длину [1].
Наиболее близким техническим решением к изобретению является способ ковки крупных поковок типа прокатных валков, включающий биллетировку слитка, осадку и протяжку осаженной заготовки в две стадии, на первой из которых обжимают среднюю по высоте часть заготовки до промежуточного размера, а на второй стадии обжимают до этого же размера концевые участки, прилегающие к донной и прибыльной частям слитка, и осуществляют протяжку заготовки до поковочных размеров [2].
Данный способ не обеспечивает получения качественных заготовок из-за наличия микро- и макропустот усадочного происхождения, вследствие чего снижаются механические свойства металла, нарушается сплошность и однородность структуры металла по длине и диаметру поковки.
В предлагаемом способе изготовления поковок, включающем биллетировку слитка и его протяжку в три стадии, на первой из которых обжимают часть слитка до промежуточного размера, на второй стадии обжимают до этого же размера оставшийся недеформированный участок слитка, а третьей стадии обжимают заготовку до поковочных размеров, согласно изобретению протяжку слитка осуществляют в направлении от прибыльной части к донной, при этом на первой стадии обжатию подвергают крайний участок длиной 0,55-0,65 длины слитка с относительной степенью деформации 30-35%.
Способ изготовления поковок с данной совокупностью и последовательностью выполнения операций и выбором заявляемых интервалов значений количественных признаков обеспечивает достижение нового технического результата, заключающегося в повышении качества получаемых поковок путем более интенсивной проработки подприбыльной части слитка. Это обеспечивается за счет получения однородной структуры по сечению и длине поковки вследствие завариваемости внутренних дефектов слитка при более высокой температуре (при температуре начала ковки), что позволяет создание режиме опережающей деформации подприбыльной части по отношению к его донной части протягивать данную часть слитка при более высокой температуре. Снижение брака по несплошности металла достигнуто повышением степени температур и степени деформации, а также за счет использования резервов пластичности металла, заложенных распределением зон при кристаллизации слитка.
Границы очага деформации на первой стадии определяются 55-65% длины слитка со стороны прибыли исходя из серных отпечатков слитка. При уменьшении длины протягиваемой подприбыльной части слитка менее 55% (0,55 длины слитка) происходит неполное заваривание дефектов, так как протяженность зон поражаемости слитка порами лежит в пределах 55-65% (0,55-0,65 длины слитка). При увеличении протягиваемой подприбыльной части слитка более 65% (0,65 длины слитка) происходит подстуживание слитка и снижение эффекта опережающей деформации подприбыльной части слитка.
Выбор относительной степени деформации в пределах 30-35% определялся результатами протяжек слитка и последующего макроструктруного анализа. При значениях степени деформации менее 30% наблюдались микротрещины и пористость на слитке, а при значениях более 35% - качество металла не улучшалось. Принятая относительная степень деформации обеспечивает при максимально возможной температуре деформации (1200-1300оС) завариваемость внутренних дефектов подприбыльной части слитка.
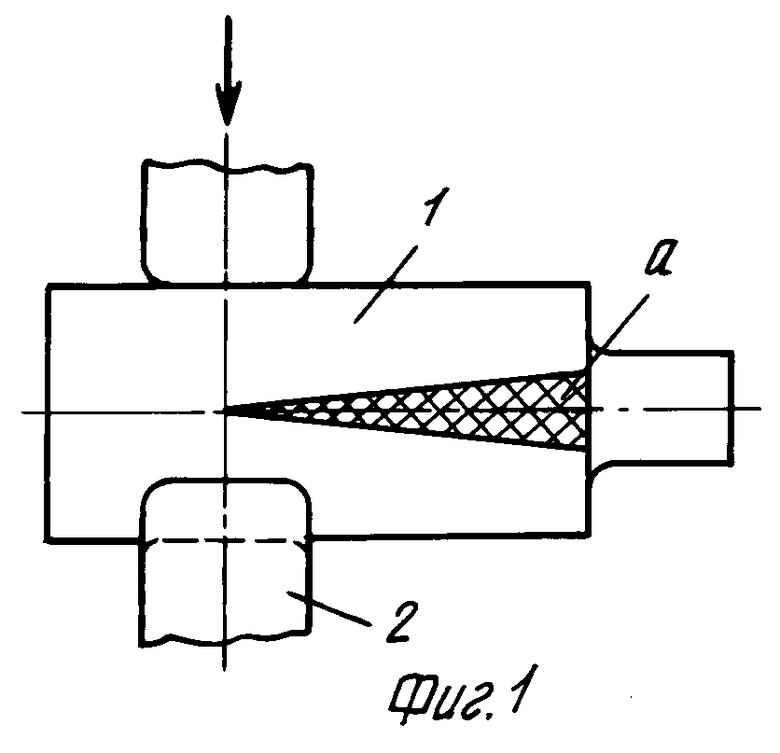
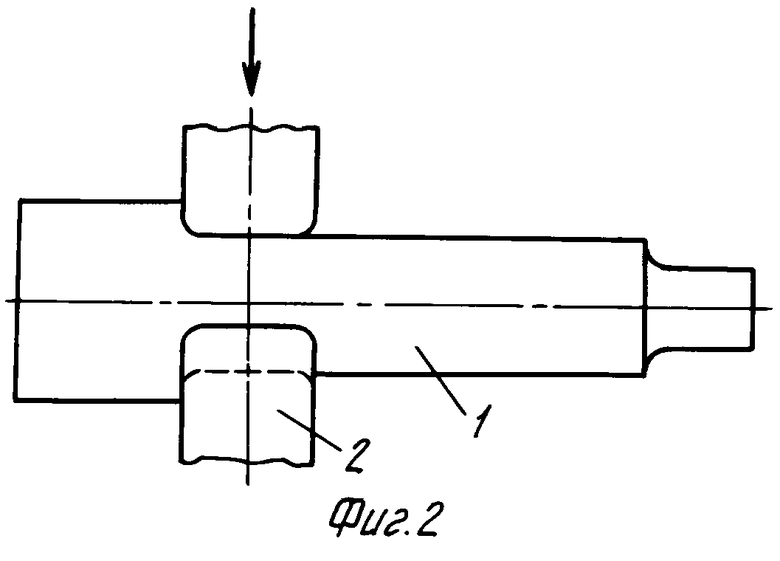
На фиг. 1 изображен слиток после биллетировки; на фиг.2 - то же, после первой протяжки.
На чертеже показано следующее обозначение:
а - зона внутренних дефектов подприбыльной части слитка.
Способ изготовления поковок осуществляется следующим образом.
После биллетировки слитка полученную заготовку 1, имеющую зону внутренних дефектов подприбыльной части слитка, устанавливают в боек 2 прибыльной частью и протягивают ее в направлении от края прибыли слитка к его дну с относительной степенью деформации, равной 30-35% (фиг.2), обеспечивающей завариваемость внутренних дефектов.
Затем протягивают донную часть слитка до размера диаметра подприбыльной части, после чего осуществляют протяжку всей заготовки до поковочных размеров, соблюдая порядок протяжки от прибыльной части слитка к донной.
П р и м е р. На гидравлическом прессе усилием 2000 т проковали три поковки типа вал-шестерня из прибыльного слитка массой 7 т из стали 39ХН3МА. Поковка вала-шестерни имела диаметр бочки шестерни 395±7мм длиной 425±20 мм, две шейки диаметром 255±7 мм и 215±7 мм длиной 720 ии и 250 мм соответственно.
У слитка закатывали в прибыли цапфу и биллетировали его на диаметр 750 мм. После разметки протягивали подприбыльную часть слитка с относительной степенью деформации 34% на длину 1100 мм (0,6 длины слитка) в направлении от прибыли к дну слитка на диаметр 490 мм. Затем протягивали донную часть слитка на диаметр 490 мм в том же порядке с такой же степенью деформации. Далее весь слиток протягивали на диаметр 400 мм, соблюдая порядок протяжки слитка от прибыльной части к донной, проглаживали на диаметр 395 мм и производили разметку трех валок по длине слитка, после чего протягивали цапфы валов соответственно на диаметр 255±7 мм и 215±7 мм, затем правили, рубили излишки и разделяли валы.
Качество металла определялось по следующим характеристикам: сопротивлению деформации и пластичности (количество оборотов до скручивания образцов, вырезанных из подприбыльной и донной частей осевой зоны слитка) в лабораторных условиях.
Для образцов, вырезанных из донной части осевой зоны слитка, сопротивление деформации составило до 141,2-142,3 МПа, пластичность металла 56-59 кд.
Для образцов, вырезанных из подприбыльной части осевой зоны слитка, сопротивление деформации составило до 139,4-141 МПа, пластичность металла - 53-56 ед.
Величина брака готовых поковок составила 0,4-0,45%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки крупных поковок типа прокатных валков | 1981 |
|
SU980917A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ ковки ступенчатых поковок | 1986 |
|
SU1480945A1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| Способ ковки слитков | 1979 |
|
SU804161A1 |
| Способ осадки кузнечных слитков | 1980 |
|
SU893364A1 |
| Способ ковки крупных слитков | 1980 |
|
SU940983A1 |
Использование: обработка металлов давлением, в частности ковка заготовок изделий типа валков, прокатных валков. Сущность изобретения: способ изготовления поковок включает биллетировку слитка и протяжку в три стадии. На первой стадии обжимают часть слитка до промежуточного размера, на второй стадии - до этого же размера оставшийся недеформированный участок слитка, на третьей стадии обжимают заготовку до поковочных размеров. Протяжку слитка осуществляют в направлении от прибыльной части к донной. При этом на первой стадии обжатию подвергают крайний участок длиной 0,55...0,65 длины слитка с относительной степенью деформации..30 ...35%. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК, включающий биллетировку слитка и его протяжку в три стадии, на первой из которых обжимают часть слитка до промежуточного размера, на второй стадии обжимают до этого же размера оставшийся недеформированным участок слитка, а на третьей стадии обжимают заготовку до поковочных размеров, отличающийся тем, что протяжку слитка осуществляют в направлении от прибыльной части к донной, при этом на первой стадии обжатию подвергают крайний участок длиной 0,55-0,65 длины слитка с относительной степенью деформации 30-35%.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ ковки крупных поковок типа прокатных валков | 1981 |
|
SU980917A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
