Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-прессовом производстве при изготовлении круглых поковок ответственного значения из кузнечных слитков.
Известен способ ковки, включающий предварительную протяжку верхним выпуклым бойком с цилиндрической рабочей поверхностью, которым производятся обжатия слитка с кантовкой после каждого обжатия или прохода по длине на угол 180, 90 и 180о до получения четырехлучевой формы поперечного сечения заготовки и последующую ковку в двух вырезных бойках [1] .
Недостатком известного способа является его высокая трудоемкость, так как для получения четырехлучевой формы заготовки требуется четыре прохода по длине слитка с кантовкой его после каждого прохода. Кроме того, не достигается благоприятной схемы напряженного состояния в осевой зоне слитка вследствие недостаточного подпора со стороны нижнего вырезного бойка, а в зоне, расположенной между геометрической осью слитка и верхним бойком, возникают поперечные растягивающие напряжения.
Эти обстоятельства не способствуют хорошей проработке и заковке дефектов усадки.
Технический результат изобретения состоит в улучшении проработки металла и создании условий для полной заковки дефектов усадочного происхождения в слитке, а также в повышении производительности (снижении трудоемкости) процесса ковки.
Это достигается тем, что после подкатки хвостовика биллетирование слитка, предварительную протяжку его до получения четырехлучевой формы поперечного сечения и окончательную ковку слитка ведут путем одновременного вдавливания четырех поворотных бойков с четырех направлений к оси слитка пол углом 90о между ними. При этом предварительную протяжку билета осуществляют со степенью деформации 20-25% бойками с выпуклой рабочей поверхностью шириной рабочей части В, равной 0,4-0,6 диаметра слитка, а биллетирование слитка и окончательную ковку ведут бойками с вогнутой рабочей поверхностью.
Одновременно вдавливание четырех выпуклых бойков обеспечивает благоприятную схему всестороннего сжатия в объеме слитка и создает лучшие условия для заковки дефектов усадочного происхождения при последующей четырехсторонней ковке вогнутыми бойками.
Получение четырехлучевой формы поперечного сечения за один проход обеспечивает высокую производительность.
Поворот четырех бойков вокруг горизонтальной оси при обжатии слитка создает дополнительные сдвиговые деформации в объеме металла, что также способствует улучшению его проработки.
Ширина выпуклых бойков для формообразования четырехлучевой заготовки в пределах 0,4. . . 0,6 диаметра слитка и степень деформации при предварительной протяжке в пределах 20-50% были определены опытным путем экспериментами по деформированию свинцовых моделей диаметром 80 мм, имеющих осевое сверление диаметром 10 мм, имитирующим усадочный дефект в осевой зоне слитка.
Модели обжимались выпуклыми бойками разной ширины со степенью деформации в пределах 10-60% в пределах 0,2. . . 0,8 диаметра модели. Эффективность бойков и величины деформации оценивали по изменению площади поперечного сечения осевого сверления. Установлено, что наибольшее закрытие дефекта имеет место при ширине выпуклых бойков 0,4. . . 0,6 диаметра заготовки и степени деформации в пределах 10-50% .
Степень деформации оценивали величиной ε =  х 100% , где Dо - исходный диаметр заготовки; D1 - диаметр вписанной окружности полученной заготовки четырехлучевой формы и поперечного сечения.
х 100% , где Dо - исходный диаметр заготовки; D1 - диаметр вписанной окружности полученной заготовки четырехлучевой формы и поперечного сечения.
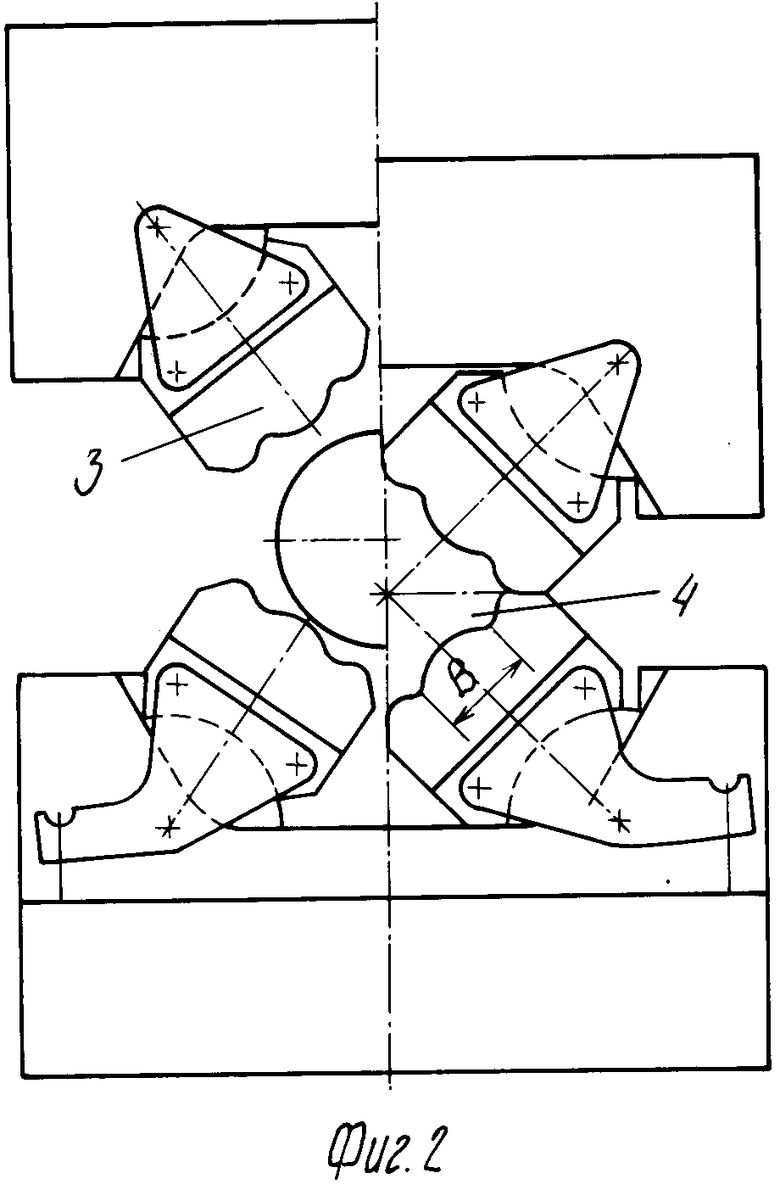
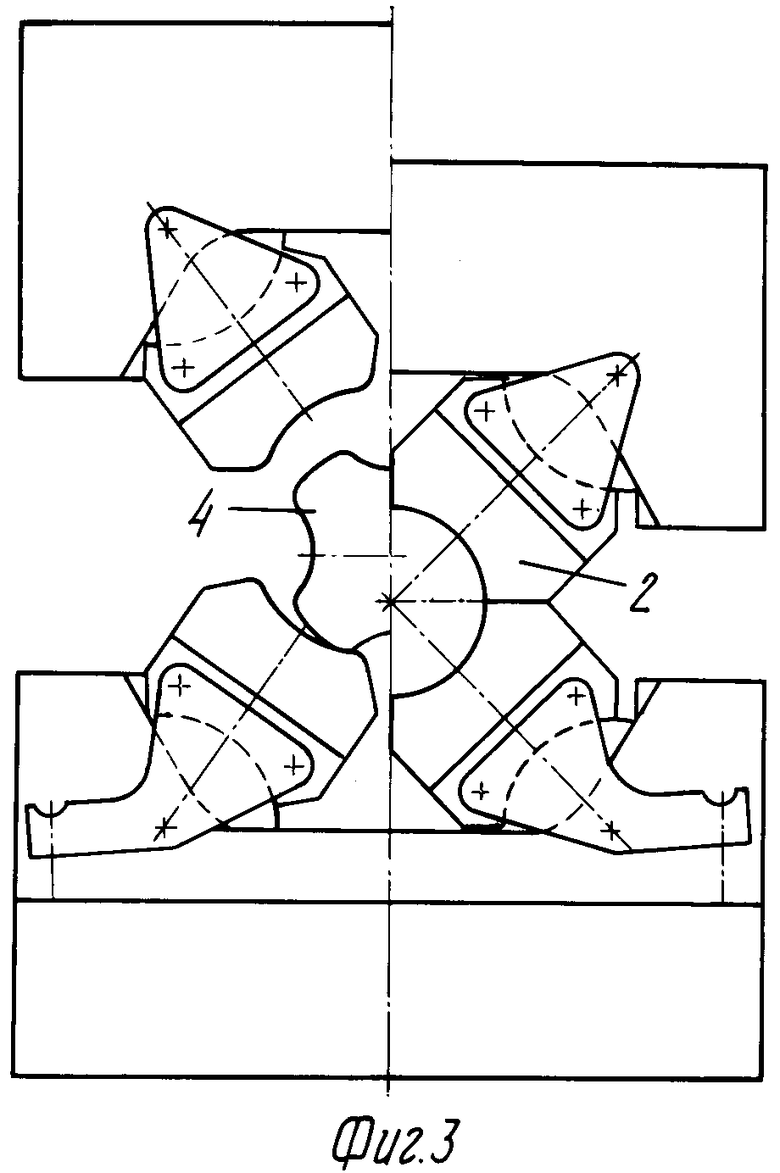
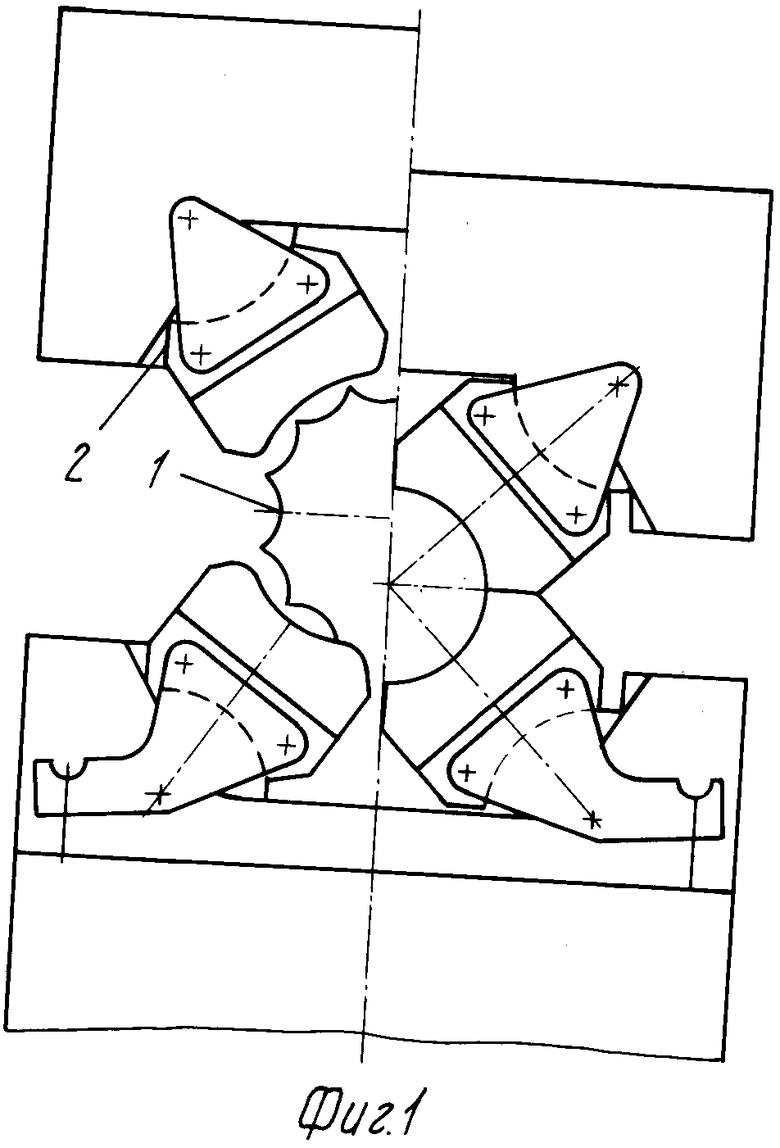
На фиг. 1 изображено на левой половине - начальное положение вогнутых бойков при биллетировке слитка, на правой половине - конечное положение бойков после обжатия; на фиг. 2 - не левой половине - начальное положение выпуклых бойков перед обжатием билета, на правой половине - конечное положение бойков после обжатия до получения четырехлучевой формы поперечного сечения; на фиг. 3 - начальное (левая половина) и конечное (правая половина) положения вогнутых бойков при обжатии в процессе окончательной ковки четырехлучевой заготовки.
Способ осуществляется следующим образом. Нагретый до ковочной температуры слиток 1 выдается под пресс, помещается в четырехбойковое устройство и подвергается подкатке хвостовика для захвата манипулятором и биллетированию на диаметр вписанной окружности донной части слитка бойками 2 с вогнутой рабочей поверхностью. После биллетирования производитcя смена вогнутых бойков на выпуклые шириной рабочей части В, равной 0,4. . . 0,6 диаметра слитка, и осуществляется обжим билета на заданную величину деформации (20-50% ) четырьмя выпуклыми бойками 3 до получения четырехлучевой формы поперечного сечения заготовки 4. Снова производится смена бойков на вогнутые путем замены верхней и нижней частей четырехбойкового устройства с заранее установленными вогнутыми бойками и осуществляется окончательная ковка четырехлучевой заготовки вогнутыми бойками до поковочных размеров.
П р и м е р. Отковывается рабочий валок для стана холодной прокатки из слитка массой 15,2 т стали 9Х2МФ, средний диаметр слитка 1076 мм. Поковка валка массой 8500 кг имеет бочку диаметров 675 ±11 мм и длиной 2095 ±17 мм, промежуточные шейки диаметром 560 ±11 мм и длиной 300 мм и концевые шейки диаметром 405 ±11 мм и длиной 840 мм.
После нагрева до температуры 1200-20оС слиток выдается под пресс, помещается в четырехбойковое устройство с вогнутыми бойками и подвергается подкатке хвостовика для манипулятора и биллетированию на диаметр 925 мм.
По завершению биллетировки производится замена бойков на выпуклые путем замены верхней и нижней части устройства с установленными выпуклыми бойками шириной 500 мм и осуществляется общим билетом выпуклыми бойками со степенью деформации 20-50% проходами по всей длине до получения четырехлучевой формы поперечного сечения, после чего вновь производится замена бойков на вогнутые и осуществляется окончательная ковка четырехлучевой заготовки до диаметра бочки 675 мм, разметка металла на части и отковка до поковочных размеров промежуточных и концевых шеек.
Использование способа ковки кузнечных слитков позволяет по сравнению с существующими повысить качество поковок за счет лучшей проработки металла и более полной заковки дефектов усадочного происхождения в слитке, а также снизить трудозатраты на ковку при изготовлении поковок типа валов ответственного назначения.
(56) Авторское свидетельство СССР N 1161219, кл. В 21 J 1/04, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| СПОСОБ КОВКИ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2031754C1 |
Сущность изобретения: способ ковки кузнечных слитков включает подкатку хвостовика, биллетирование, предварительную протяжку до получения четырехлучевой формы поперечного сечения и окончательную ковку. Слиток куют путем одновременного вдавливания четырех поворотных бойков с четырех направлений к оси слитка под углом 90между ними. Предварительную протяжку осуществляют со степенью деформации в пределах 20 - 50% . Бойки при этом используют с выпуклой рабочей поверхностью шириной рабочей части, равной 0,4 . . . 0,6 диаметра слитка. Биллетирование и окончательную ковку ведут бойками с вогнутой рабочей поверхностью. 3 ил.
СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ, включающий подкатку хвостовика, биллетирование, предварительную протяжку до получения четырехлучевой формы поперечного сечения и окончательную ковку, отличающийся тем, что слиток куют путем одновременного вдавливания четырех поворотных бойков с четырех направлений к оси слитка под углом 90o между ними, при этом предварительную протяжку осуществляют со степенью деформации 20 - 50% бойками с выпуклой рабочей поверхностью шириной рабочей части "В", равной 0,4 - 0,6 диаметра слитка, а биллетирование и окончательную ковку ведут бойками с вогнутой рабочей поверхностью.
