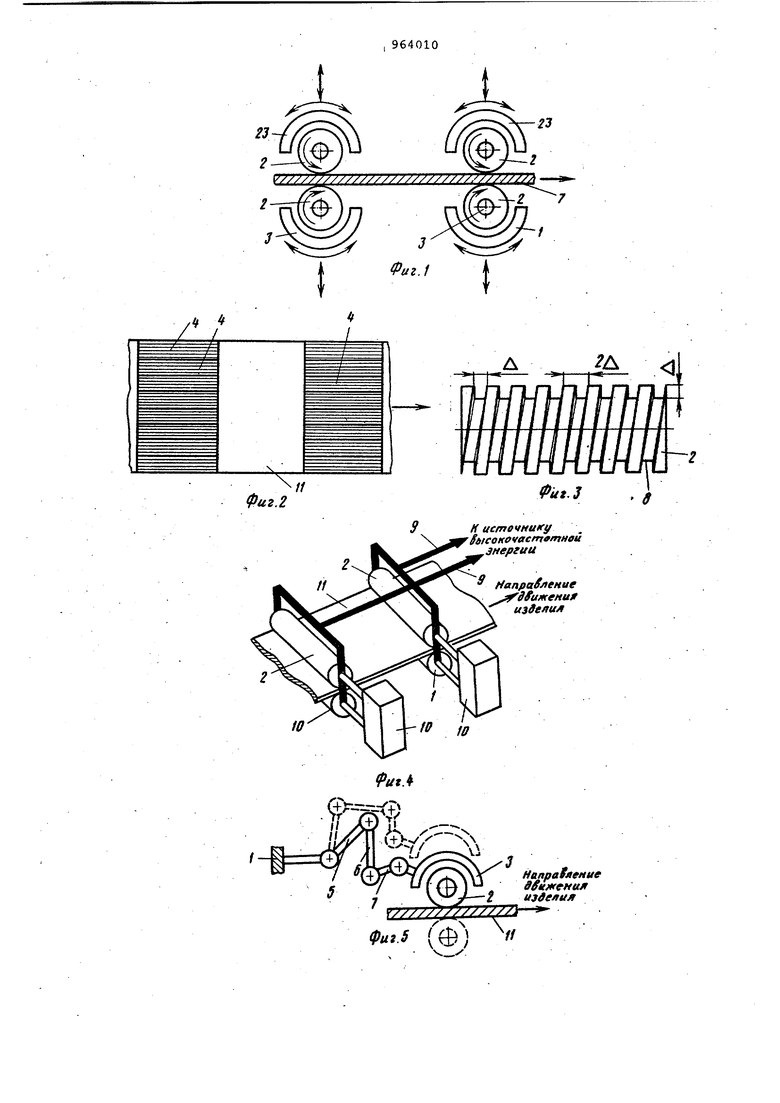
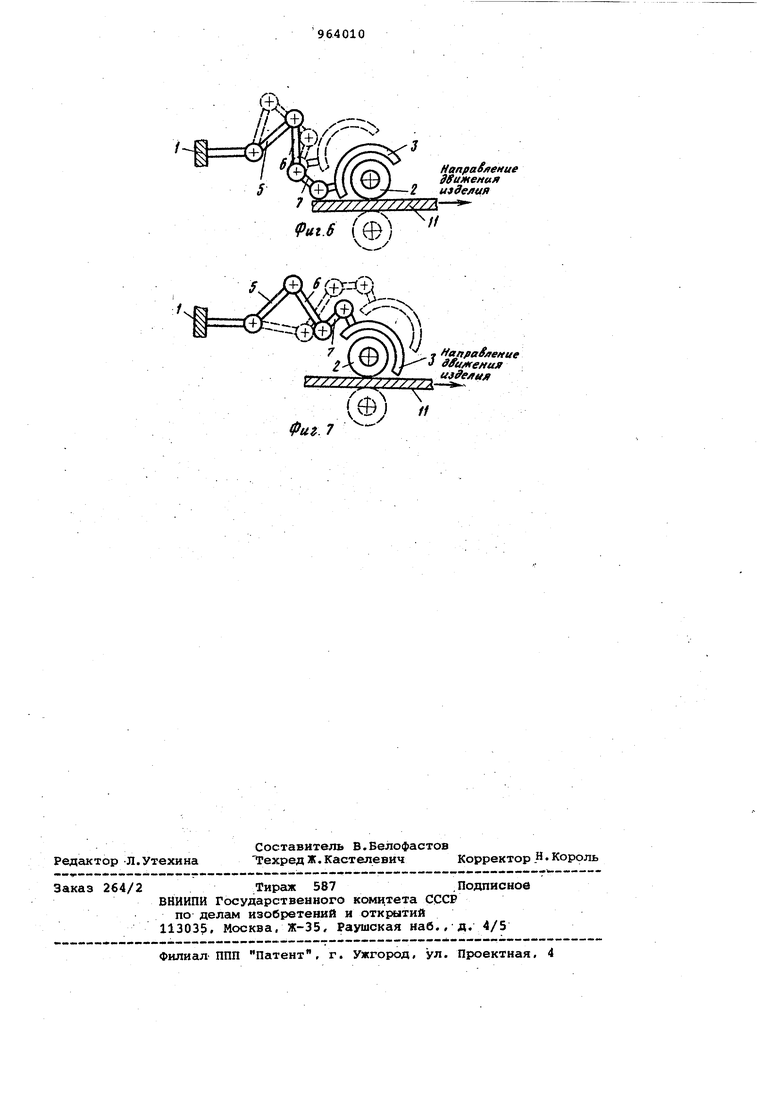
грева плоских металлических изделий, содержащем токоподводы и контактные ролики с приводом их вращения, кажды контактный ролик снабжен расположенной по всей его контактной поверхнос спиральной канавкой и секционным маг нитйпррводом,секции которого установлены с возможностью как перемещения перпендикулярно оси ролика, так и поворота вокруг нее. На фиг.1 представлена схема устройства,- на фиг . 2 - секционированный магнитопровод; на фиг.З - кон актный ролик; на фиг.4 - схема электрического соединения контактных роликов с приводом их вращения на фиг.5-7примеры установки магнитрпровода относительно контактного ролика. Устройство для контактного нагрев плоских металлических изделий содержит основание 1, на котором смонтированы контактные ролики 2 и расположенный вдоль контактной поверхности каждого ролика 2 магнитопровод 3, состоящий из секций 4. Каждая секция 4 магнитопровода .3 шарнирно связана с основанием 1 посредством шарнирно соединенных между собой рычагов 5-7, которые могут быть выполнены одинаковыми или различными по длине. Такая система шарнирно связанных рычагов позволяет поворачивать секции магнитопровода вокруг оси каждого ролика и одновременно с поворотом перемещать их перпендикулярно оси ролика (см.фиг.5,б и 7 ). Фиксация положения секции магнитопровода осуществляется затяжкой болтовых соединений (на фиг. не показаны) , установленных в осях шарниров рычагов. Между роликами 2 находится нагреваемое изделие. На контактной поверхности каждого ролика 2 имеется спиральная канавка 8, шириной и глубиной равная глубине проник новения тока высокой частоты в мате риал контактного ролика |Д| и с шагом, равным удвоенной глубине проник новения тока в материал ролика -12 л f. Два контактных ролика, расположенных один над другим, подсоединяются .параллельно друг другу к одному из T коподводящих кабелей 9 и образуют одну контактную группу, а два други ролика образуют другую контактную группу. Обе групгал роликов приводятся во вращение приводом 10, что обес печивает подачу изделия в процессе его нагрева. Устройство работает следукяцим обра зом. Ток высокой частоты протекает от источника высокочастотной энергии (на чертежах не показан ) по токоподводящим кабелям 9, роликам 2 и изделию 11, нагревая последнее. Магнитопровод 3 или отдельные его секции 4 перемещают в процессе наладки устройства для перераспределения тока по поверхности каждого из контактных роликов до получения равномерного распределения тока в нагреваемом металлическом изделии, т.е. получения равномерного нагрева. Включают привод 10 и перемещают изделия нагревая его по длине. Применение в предлагаемом устройстве контактных роликов со спиральной канавкой позволяет удалять загрязнения с поверхности изделия, что улучшает надежность контакта его с роликами, а также снижает влияние местных искрений на качество контакта. Наличие.секционированного магнитопровода, расположенного вдоль контактной поверхности кгокдого из контактных роликов, позволяет регулировать распределение тока на поверхности роликов, т.е. получить равномерный нагрев изделия. Совмещение контактными роликами функции токоподвода и транспортируквдего механизма упрощает конструкцию всего устройства, так как не требубтсд использовать специальные устройства для транспортировки нагреваемых изделий. Экономический эффект заключается в повышении качества термообработки продукции и снижении стоимости установки за счет более простой и компактной конструкции. Формула изобретения Устройство для контактного нагрева плоских металлических изделий, содержащее токоподводы и контактные ролики с приводом их вращения, о т л иЧающееся тем, что, с целью повышения равномерности нагрева изделия по ширине, каждый контактный ролик выполнен с расположенной по всей контактной поверхности спиральной канавкой и снабжен секционным .магнитопроводом, секции которого установлены с возможностью перемещения перпендикулярно оси ролика и поворота вокруг нее.} Источники информации, принятые во вни 4aниe при экспертизе 1.Патент ФРГ 728300, кл. 21 И 29/03, опублик. 1957. 2.Авторское свидетельство СССР 253833, кл. С 21 О 1/40, 1969 (прототип).
yivl
//
Фиг.2
m,.-..
2f:
Л
Фиг.З
к ucmfVHUtfff , SuicoKOvacmemHou энергии
Hanpaf/teHue j dfumenuf издеяил
W
агЛ
ftw/- 4
Направление
dSlt)KfHU
2
изделия
ZZZZ 2ZZZZ2ZZ3rФиг.5 (ф 1
чX
„rLj -lyXi г
9иг.6 (@}
Щ
Фиг 7 ---Гх
HanfiaS/teHue ЗУитемия 2 изделия
V /
JHaafafjteftue Зоа/кемия
.,и 9елия //
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для высокочастотногоНАгРЕВА ТОНКиХ МЕТАлличЕСКиХ издЕлий | 1978 |
|
SU803133A1 |
| Индуктор для нагрева участков изделий и способ его монтажа | 1978 |
|
SU739755A1 |
| Способ высокочастотной сварки профилей и устройство для его осуществления | 1977 |
|
SU946854A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЖИДКИМ МЕТАЛЛОМ КОМПОЗИТНЫХ ВАЛКОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2286229C2 |
| Устройство для индукционного нагрева | 2018 |
|
RU2674999C1 |
| Устройство для электроконтактного нагрева деталей | 1988 |
|
SU1694663A1 |
| Устройство для нагрева кромок листовых металлических изделий | 1981 |
|
SU996469A1 |
| Устройство для высокочастотной сварки | 1976 |
|
SU694323A1 |
| Контактирующее устройство для электроконтактного нагрева | 1979 |
|
SU943302A1 |
| Индуктор для индукционного нагрева металлической полосы бегущим магнитным полем | 1989 |
|
SU1753628A1 |