(54) ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОГО НАГРЕВА ТОНКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
выполнены подвижными в направлении меньшей стороны магнитопровода.
Выполнение крайних элементов составного магнитопровода из немагнитного материала позволяет уменьшить концентрацию индуктированного тока на краях нагреваемого изделия и тем самым предупредить перегрев краев изделий, улучшить равномерность нагрева по ширине изделий. Выполнение элементов магнитопровода подвижными позволяет осуществить более точную регулировку нагрева по сечению изделия, а также осушествить нагрев изделий различной ширины в одном индукторе.
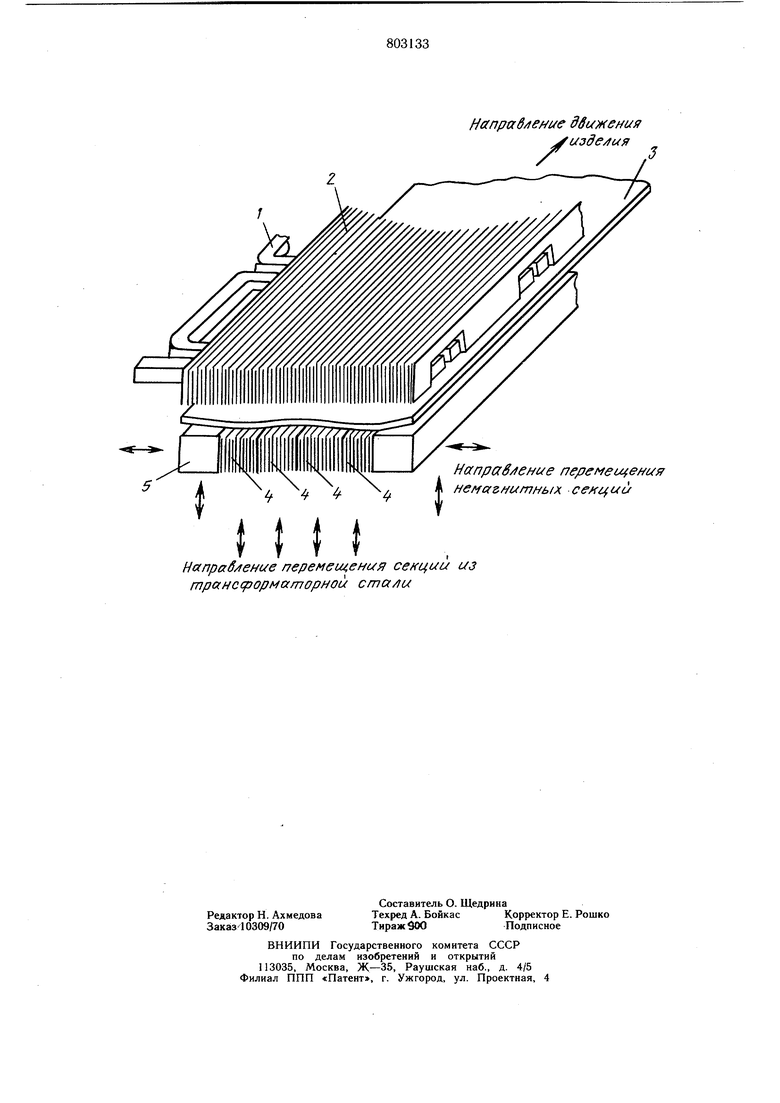
На чертеже схематически изображено предлагаемое устройство.
Индуктирующий провод 1 размещен в пазах магнитопровода Д. Под индуктором находится нагреваемое изделие 3, которое перемещается в процессе нагрева в направлении, указанном стрелкой. С противоположной стороны нагреваемого изделия 3 расположен составной магнитопровод, состоящий из элементов 4, изготовленных из пакетов листов трансформаторной стали, и монолитных элементов 5 из токопроводящего немагнитного материала, например меди. Элементы 4 из трансформаторной стали и немагнитные элементы 5 могут перемещаться в направлениях, указанных стрелками. Кроме того, количество их может быть уменьшено {при этом остальные элементы сдвигаются вместе) для нагрева изделий меньшей ширины в том же индукторе.
Индуктор работает следующим образом. Магнитный поток, создаваемый током, протекающим по индуктирующему проводу 1, пронизывает нагреваемое изделие 3 и замыкается в элементах 4 из трансформаторной стали. Магнитный поток, проходя через изделие 3, создает в нем индуктированный ток. Индуктированный ток создается магнитным потоком также в элементах 5 из немагни-тного материала. Магнитный поток, создаваемый индуктированным током в элементах 5 из немагнитного материала, ослабляет магнитный поток, создаваемый индуктирующим проводом 1. Таким образом, ослабляется индуктированный ток на краях изделия в зоне расположения элементов 5 из немагнитного материала. Это позволяет получить равномерное распределение мощности индуктированного тока, а следовательно, и равномерное распределение температуры в изделии.
В случае необходимости дополнительной регулировки мощности тока элементы 4 и 5 могут перемещаться относительно нагреваемого изделия 3 в вертикальном направлении, изменяя зазор между изделием 3 и элементами составного магнитопровода. Такое перемещение может осуществляться с помощью известных механических или пневмогидравлических устройств, после чего элементы 4 и 5 фиксируются в нужном положении.
Конструкция Иидуктора позволяет изменять щирину составного магнитопровода путем изменения количества элементов 4 из трансформаторной стали. Это позволяет в том же индукторе производить нагрев более узких изделий, причем равномерность нагрева сохраняется В предлагаемом индукторе можно равномерно нагревать изделия примерно на 30-40% уже номинальной величины, на которую рассчитан индуктор.
Формула изобретения
Индуктор для высокочастотного нагрева тонких металлических изделий, например лент, содержащий установленные один над другим с зазором для прохождения нагреваемого изделия магнитопроводы прямоугольной формы, по меньше мере, в пазах одного из которых размещен индуктирующий токопровод, а другой магнитопровод выполнен составным из параллельных друг другу монолитных немагнитных и шихтованных ферромагнитных- элементов и подвижным в вертикальном направлении, отличающийся тем, что, с целью повыщения равномерности нагрева изделий различной щирины, элементы составного магнитопровода установлены в один ряд вдоль большей стороны магнитопровода, причем немагнитные элементы размешены с наружных сторон и выполнены подвижными в направлении меньшей стороны магнитопровода.
Источники информации, принятые во внимание при экспертизе
1.Пейсахович В. А. Энергетические соотнощения при нагреве металлической ленты в поперечном магнитном поле. Труды ВНИИТВЧ, 1966, вып. 7 с. 41, рис. 1.
2.Патент США № 3444346, кл. 219-10,61, 1969.
lilt
Hctnpad/ieHue перемеи ения секции из mpc(HC(popMCfторной cma/iu
Hcinpad/ieHue дви)кеиия изде/)ия
Hffnpa8/teHue перемещения А HCf cfZffumHbix секции
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для нагрева | 1974 |
|
SU577701A1 |
| Устройство для высокочастотногоНАгРЕВА ТОлСТОлиСТОВыХ издЕлийС ВыРЕзАМи | 1979 |
|
SU845299A1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ИЗДЕЛИЙ ШАРООБРАЗНОЙ ФОРМЫ | 2006 |
|
RU2316603C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2193293C2 |
| Индуктор для одновременного нагрева впадины зубчатых изделий | 1984 |
|
SU1201323A1 |
| Машина для контактной стыковой сварки полос оплавлением | 1984 |
|
SU1146163A1 |
| Кольцевой индуктор для высокочастотной термообработки деталей | 1978 |
|
SU745025A1 |
| Индуктор для локального нагревазОНы шВА СпиРАльНОшОВНыХ ТРуб ВОблАСТи ТОРцА | 1979 |
|
SU807507A1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |
| Индукционное нагревательное устройство | 1983 |
|
SU1107348A1 |