(54) УСТАНОВКА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ ЛАЗЕРНБЩ
1
Изобретение относится к обработке материалов лазерным лучом, в частности к оборудованию для пробивки в них отверстий.
Известна установка для пробивки отверстий лазерным лучом, содержащая оптический квантовый генератор, фокусирующую линзу, устройство для измерения текущего размера пробиваемого отверстия, и блок управления энергией лазерных импульсов в зависимости от уровня сигнала, поступающего от измерительного устройства I.
Недостатком установки является ее сложность.
Наиболее близким к изобретению по технической сущности и достигаемому результату является установка для пробивки отверстий лазерны.м Лучом, содержащая оптический квантовый генератор с блоком питания, фокусирующую линзу, установленную с возможностью перемещения вдоль оптической оси луча, рабочий стол для закрепления обрабатываемой детали, выполненный в виде открытой емкости, соединенной с газовой магистралью, и датчик давления газа, подключенный к блоку питания генератора 2.
Недостатком установки является невысокая точность обработки.
Цель изобретения - повыщение точности обработки.
Поставленная цель достигается тем, что 5 установка для пробивки отверстий лазерным лучом, содержащая оптический квантовый генератор с блоком питания, фокусирующую линзу, установленную с возможностью перемещения вдоль оптической оси луча, рабочий 10 стол для закрепления обрабатываемой детали, выполненный в виде открытой емкости, соединенной с газовой магистралью, и датчик давления газа, подключенный к блоку питания генератора, снабжена механизмом для изменения положения фокуса лазерного 15 луча по толщине детали в процессе обработки, соединенным с газовой магистралью.
Механизм для изменения положения фокуса луча может быть выполнен в виде 2Q пневмоцилиндра с подпружиненным порщнем, щток которого соединен с фокусирующей линзой. Или в виде двух пружин, одна из которых установлена на дне емкости,а другая закреплена на открытом конце этой емкости.
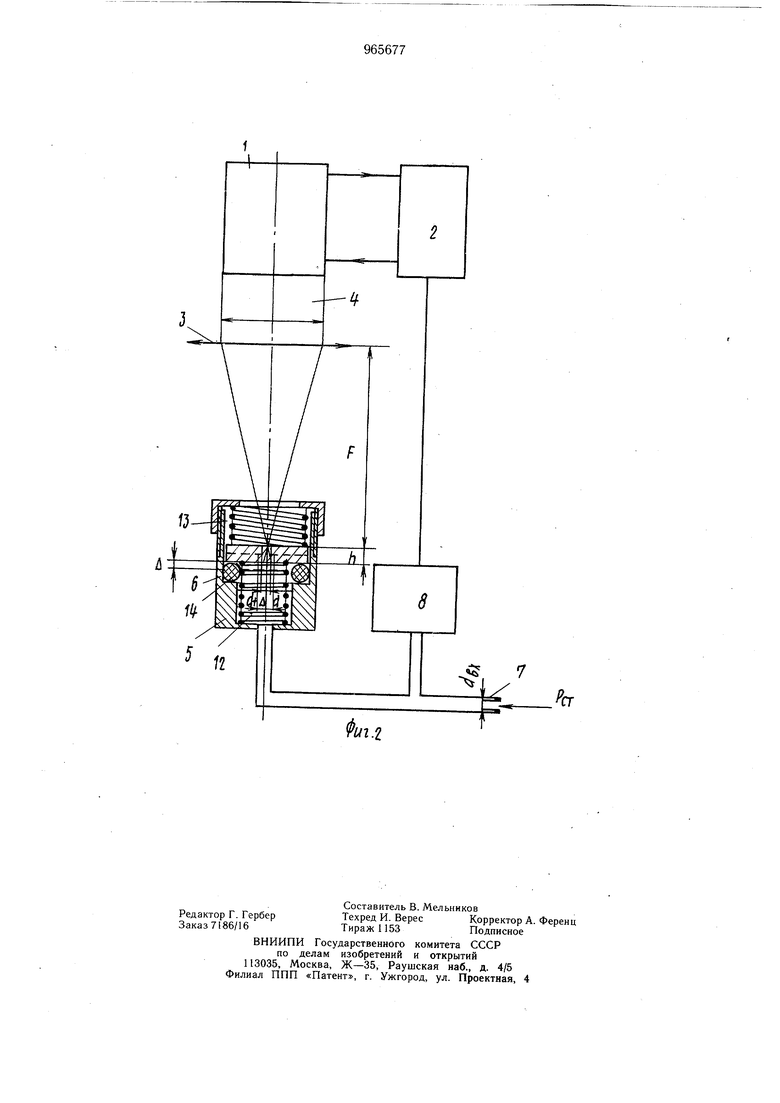
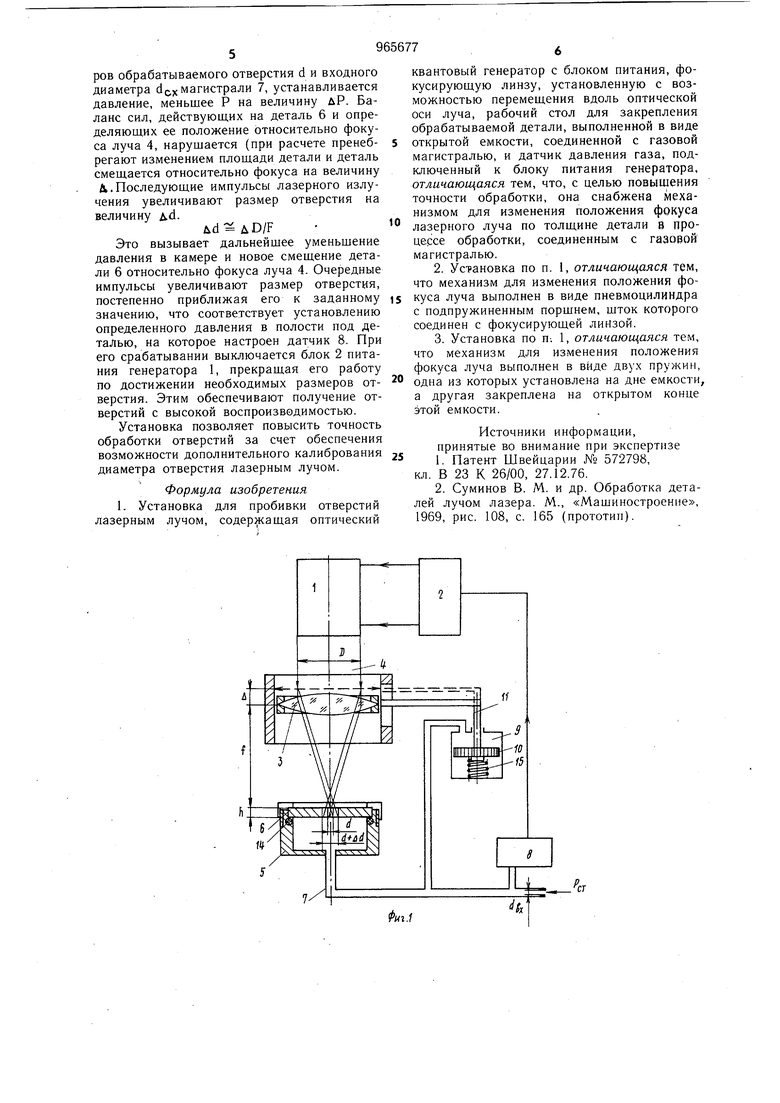
На фиг. 1 и 2 изображены схемы установки с вариантом выполнения механизмов для изменения положения фокуса лазерного луча.
Установка содержит оптический квантовый генератор 1 с блоком 2 питания, фокусирующую линзу 3, установленную с возможностью перемещения вдоль оптической оси луча 4, рабочий стол 5 для закрепления обрабатываемой детали 6, выполненной в виде открытой емкости, соединенной с газовой магистралью 7, датчик 8 давления газа, подключенный к блоку 2 питания генератора 1. Установка снабжена также механизмом для изменения положения фокуса лазерного луча 4 по толщине детали 6 в процессе обработки, соединенным с газовой магистралью 7.
Механизм для изменения положения фокуса луча 4 может быть выполнен в виде пневмоцилиндра 9 с подпружиненным порщнем 10, щток 11 которого соединен с фокусирующей линзой 3 (фиг. 1). Этот механизм может быть выполнен в виде двух пружин 12 и 13, одна - 12 из которых установлена на дне емкости 5, а другая - 13 закреплена на открытом конце этой емкости (фиг. 2).
Установка работает следующим образом.
Обрабатываемую деталь 6 устанавливают на рабочем столе 5, прижимают ее крыщкой к уплотнению 14 для герметизации стола 5 под деталью 6 и через входное отверстие диаметром d подают в магистраль 7 сжатый газ под давлением Р. При этом срабатывает датчик 8 давления,- соединенный с блоком 2 питания генератора 1 излучения. Сжатый газ, поступая в полость над поршнем 10 пневмоцилиндра 9, перемещает поршень 10 и связанную с его штоком 11 фокусирующую линзу 3, сжимая при этом пружину 15. Пружины, размеры пневмоцилиндра и давление Р газа в магистрали подбирают такими, чтобы обеспечить начальное положение фокуса луча 4 на поверхности детали 6. Затем включают блок 2 питания генератора 1 и лазерные импульсы определенного уровня энергии подаются на обрабатываемую деталь 6. Одним или несколькими импульсами прошивают отверстие, диаметр которого несколько меньше заданного значения. При получении сквозного отверстия через него из полости повышенного давления проходит газ, оказывая калибрующее действие. Давление в системе падает на величину дР, определяемую пневматической характеристикой системы, параметры которой определяются диаметром пробиваемого отверстия, диаметром входного отверстия магистрали 7 и давлением газа в системе. При этом под действием пружины из-за уменьшения давления газа в пневмоцилиндре 9 перемешается поршень 10 и соединенная с ним фокусирующая линза 3, изменяя положение фокуса лазерного луча 4 так, чтобы очередные импульсы увеличивали диаметр пробиваемого отверстия. Необходимую для увеличения диаметра отверстия на ad величину смещения фокуса определяют по соотнощению
А - f
где f - фокусное расстояние линзы;
D - диаметр лазерного луча до фокусирующей линзы.
По этой величине по давлению Р, весу и размерам движущихся элементов рассчитывают силовую характеристику пружины, установленной в пневмоцилиндре и ее жесткость.
Каждое последующее увеличение диаметра отйерстия при воздействии лазерных импульсов вызывает постоянное смещение линзы и ее фокуса, причем по мере приближения к заданному размеру уменьщаются перепады давления и величины смещения, чем обеспечивается достижение высокой точности обработки. При получении отверстия заданного размера давление в пневматической системе уменьшается до величины, на которую настроен датчик 8 давления он срабатывает, отключая блок 2 питания генератора 1, тем самым прекращая процесс обработки.
Установка с механизмом для изменения положения фокуса лазерного луча работает следующим образом.
Обрабатываемую деталь 6 устанавливают на столе 5 на уплотнение 14 из упругого материала и пружину 12. На деталь 6 в свою очередь устанавливают вторую пружину 13, и крышкой пружины 12 и 13 и уплотнение 14 сжимают до заранее определенных значений деформаций. При подаче в магистраль 7 сжатого газа под давлением Р деталь 6 смещается на некоторую величину, сжимая пружину 13, пока не уравновесятся действующие на деталь с обеих сторон реакции упругих э лементов и давление газа. При этом имеет место равенство
Fn + FH + PS, где F ,, F,- - реакция, соответственно пруlA 1
жины 12 и 13;
F. - реакция уплотнения 14; 5 - площадь сечения обрабатываемой детали 6.
Луч 4 линзой 3 фокусируют на поверхности детали 6, включают блок 2 питания генератора 1 и производят обработку отверстий диаметром
. d а D/F h,
где D - диаметр лазерного луча до фокусирующей линзы 3; F-фокусное расстояние линзы 3; h - толщина детали 6. Через образовавшееся отверстие истекает газ, оказывая на него калибрующее воздействие. В результате этого в полости стола 5 под деталью в соответствии с пневматической характеристикой системы, определяемой уровнем давления Р, соотношением диаметров обрабатываемого отверстия d и входного диаметра магистрали 7, устанавливается давление, меньшее Р на величину дР. Баланс сил, действующих на деталь 6 и определяющих ее положение относительно фокуса луча 4, нарущается (при расчете пренебрегают изменением площади детали и деталь смещается относительно фокуса на величину .Последующие импульсы лазерного излучения увеличивают размер отверстия на величину A.d. Это вызывает дальнейшее уменьщение давления в камере и новое смещение детали 6 относительно фокуса луча 4. Очередные импульсы увеличивают размер отверстия постепенно приближая его к заданному значению, что соответствует установлению определенного давления в полости под деталью, на которое настроен датчик 8. При его срабатывании выключается блок 2 питания генератора 1, прекращая его работу ПО достижении необходимых размеров отверстия. Этим обеспечивают получение отверстий с высокой воспроизводимостью. Установка позволяет повысить точность обработки отверстий за счет обеспечения возможности дополнительного калибрования диаметра отверстия лазерным лучом. Формула изобретения 1. Установка для пробивки отверстий лазерным лучом, содержащая оптический квантовый генератор с блоком питания, фокусирующую линзу, установленную с возможностью перемещения вдоль оптической оси луча, рабочий стол для закрепления обрабатываемой детали, выполненной в виде открытой емкости, соединенной с газовой магистралью, и датчик давления газа, подключенный к блоку питания генератора, отличающаяся тем, что, с целью повышения точности обработки, она снабжена механизмом для изменения положения фокуса лазерного луча по толщине детали в процессе обработки, соединенным с газовой магистралью. 2. Ус-рановка по п. 1, отличающаяся тем, что механизм для изменения положения фокуса луча выполнен в виде пневмоцилиндра с подпружиненным поршнем, шток которого соединен с фокусирующей линзой. 3. Установка по п-. 1, отличающаяся тем, что механизм для изменения положения фокуса луча выполнен в виде двух пружин, одна из которых установлена на дне емкости, а другая закреплена на открытом конце этой емкости. Источники информации, принятые во внимание при экспертизе 1.Патент Швейцарии № 572798, кл. В 23 К 26/00, 27.12.76. 2.Суминов В. М. и др. Обработка деталей лучом лазера. М., «Машиностроение, 1969, рис. 108, с. 165 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная установка для газолазерной резки материалов | 1981 |
|
SU958060A1 |
| ЛАЗЕРНЫЙ ПЕРФОРАТОР КОЖИ | 2001 |
|
RU2309699C2 |
| Устройство для лазерной обработки материалов | 1990 |
|
SU1738559A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ СЛОЕВ НА ПОВЕРХНОСТИ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2463246C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ И СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ, СОДЕРЖАЩИЕ СИНГЛЕТНУЮ ЛИНЗУ ДЛЯ ФОКУСИРОВКИ | 2011 |
|
RU2607500C2 |
| НАКОНЕЧНИК ДЛЯ ГОЛОВКИ ДЛЯ ВЫПОЛНЕНИЯ ОТВЕРСТИЙ ИЛИ ОБРАБОТКИ ЛАЗЕРНЫМ ЛУЧОМ | 2005 |
|
RU2393072C2 |
| ЛАЗЕРНО-ПЛАЗМЕННЫЙ ИСТОЧНИК ИОНОВ И ИЗЛУЧЕНИЯ | 2003 |
|
RU2250530C2 |
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2009 |
|
RU2413265C2 |
| Устройство для лазерно-плазменного синтеза высокотвердых микро- и наноструктурированных покрытий | 2016 |
|
RU2638610C2 |
| ЛАЗЕРНАЯ ФОКУСИРУЮЩАЯ ГОЛОВКА С ЛИНЗАМИ ИЗ ZnS, ИМЕЮЩИМИ ТОЛЩИНУ ПО КРАЯМ, ПО МЕНЬШЕЙ МЕРЕ, 5 мм, И УСТАНОВКА И СПОСОБ ЛАЗЕРНОЙ РЕЗКИ С ИСПОЛЬЗОВАНИЕМ ОДНОЙ ТАКОЙ ФОКУСИРУЮЩЕЙ ГОЛОВКИ | 2010 |
|
RU2553152C2 |