Изобретение относится к лазерному технологическому оборудованию и может бцть использовано на операциях контурной резки и раскроя разнообразных материалов в различных отраслях промышленности.
Известно устройство для лазерной обработки материалов, содержащее фокусирующий объектив, установленный с возможностью продольного перемещения.
Недостатком устройства является сложность перемещения точки фокуса объектива в процессе резки по толщине разрезаемой заготовки.
Известно устройство для лазерной обработки материалов, включающее 4-секци- онное параллельное звено закрутки луча лазера с помощью механического вращения для получения необходимого перемещения луча по вертикали.
Недостатком известного устройства является его сложность, значительная инерционность и невозможность применения для резки деталей сложного контура.
Известно устройство для лазерной обработки материалов, включающее две линзы различных диаметров или линзу специальной формы, что позволяет фокусировать лазерное излучение о двух точках, расположенных по оптической оси на некотором расстоянии одна от другой, и обеспечивает получение в этих точках различной величины плотности мощности по толщине разрезаемого материала.
Недостатками известного устройства являются сложность изготовления линзы специальной формы или двухлинзовой оптической системы, а также фиксирование величины плотности лазерной мощности по толщине заготовки лишь в двух точках, что не позволяет обеспечить высокое качество резки благодаря более равномерному перераспределению плотности мощности по всей толщине разрезаемой заготовки.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для лазерной обработки материалов, содержащее фокуи
СА
а а а
сирующую линзу, установленную под линзой на ее оптической оси камеру избыточного давления для подачи газа в зону резки с прозрачной для лазерного излучения пластинкой в верхней части камеры, рабочий стол с приводами перемещения с системой ЧПУ. При перемещении линзы относи- тельно пластинки соответственно перемещается фокусная точка и может быть установлена в любом месте по толщине заготовки.
Недостатком известного устройства является низкое качество резки из-за невозможности обеспечения более равномерного распределения плотности лазерной мощности по толщине разрезаемой заготовки.
Целью изобретения является повышение качества лазерной резки материалов за счет обеспечения более равномерного распределения плотности лазерной мощности по толщине разрезаемой заготовки.
Цель достигается тем, что в известном устройстве для лазерной обработки материалов, содержащем фокусирующую линзу, установленную под линзой на ее оптической оси камеру избыточного давления для подачи газа в зону резки с прозрачной для лазерного излучена:: пластинкой о верхней части камеры, рабочий стол с приводами перемещения с системой ЧПУ, согласно изобретению, камера снабжена механизмом ее вращения вокруг оптической оси линзы, электрически связанным с системой ЧПУ приводов перемещения стола, пластинка в верхней части камеры выполнена ступенчатой с количеством m одинаковых по высоте ступеней и из оптического материала с коэффициентом п преломления лазерного излучения.
Достижение поставленной цели обеспечивается тем, что при прохождении фокусируемого лазерного луча через плоскопараллельную пластинку, прозрачную для излучения, в соответствии с существующими законами оптики происходит смещение точки фокуса лучу вдоль его оси. В зависимости от угла падения а луча на пластинку фокус заглубляется на величину, равную
Af-d (1
sin2 a
«2
(1)
п - sin - a где d-толщина пластинки; п - коэффициент преломления лазерного излучения материалом пластинки,
Так как для лазерной резки обычно используются пучки с малой апертурой и длиннофокусные линзы, то а 0 и может быть принято более простое выражение
п
1
п
(2)
Если же использовать многоступенчатую пластинку, на которой выполнены m
одинаковых ступеней и общий перепад толщин составляет A d, то при фокусировке луча будет иметь место различное заглубление точки фокуса в зависимости от толщины пластины в каждом из сечений.
Причем такое заглубление изменяется в пределах пятна фокусировки в направлении, перпендикулярном оси луча, и степень заглубления возрастает с увеличением толщины ступенек пластинки. Следовательно,
при необходимости качественной резки за- готовки с поэтапным заглублением фокуса в каждом случае на величину A f из выражения (2) следует, что необходимо использовать m - ступенчатую пластинку (при
равенстве перепадов толщин от ступени к ступени) с суммарным перепадом толщин, равным
Д d AfЈ-W
(3)
В случае резки материалов ступенчатая пластинка ориентируется тонкой частью навстречу движения заготовки так, что точка фокуса лазерного пучка ступенчато заглубляется с шагом Af на требуемую величину
от верхней кромки материала в глубь разрезаемой заготовки, что обеспечивает высокое качество резки. В процессе резки ЧПУ ориентирует правильное положение ступенчатой пластинки относительно направления резки.
Известное устройство для газолазерной резки материалов, включающее две линзы различных диаметров или линзу специальной формы, позволяет фокусировать лазерное излучение в двух точках на оптической оси устройства, что, в свою очередь, улучшает условия резки материалов в результате изменения плотности мощности по толщине разрезаемого -материала. Такое устройство не лишено недостатков: сложность изготовления линзы специальной формы или двухлинзовой оптической системы, а также изменение плотности мощности по толщине заготовки только в двух точках, что
не позволяет обеспечить высокое качество резки, получаемое благодаря более равномерному перераспределению плотности мощности. Существенным отличием предлагаемого устройства является использование ступенчатой прозрачной.пластинки переменной толщины, расположенной непосредственно за фокусирующей линзой. Это обеспечивает требуемое перераспределение плотности мощности в полости реза, задаваемое количеством ступеней на пластинке.
Известное устройство для контурной газолазерной резки материалов, содержащее фокусирующую линзу и расположенную за линзой камеру избыточного давления с прозрачной пластинкой, а также стол с приводом для перемещения заготовки по заданному закону не обеспечивает переменного фокусного расстояния вдоль линии реза при контурном перемещении. Существенными отличиями предлагаемого устройства являются использование прозрачной пластинки ступенчатой формы и переменной толщины в камере избыточного давления для обеспечения более равномерной плотности мощности по толщине разрезаемой заготовки, а также механизма ориентации этой камеры для совпадения в каждый момент времени направления резки и плоскости, в которой достигается требуемое перераспределение плотности мощности, что в совокупности способствует повышению качества процесса контурной резки.
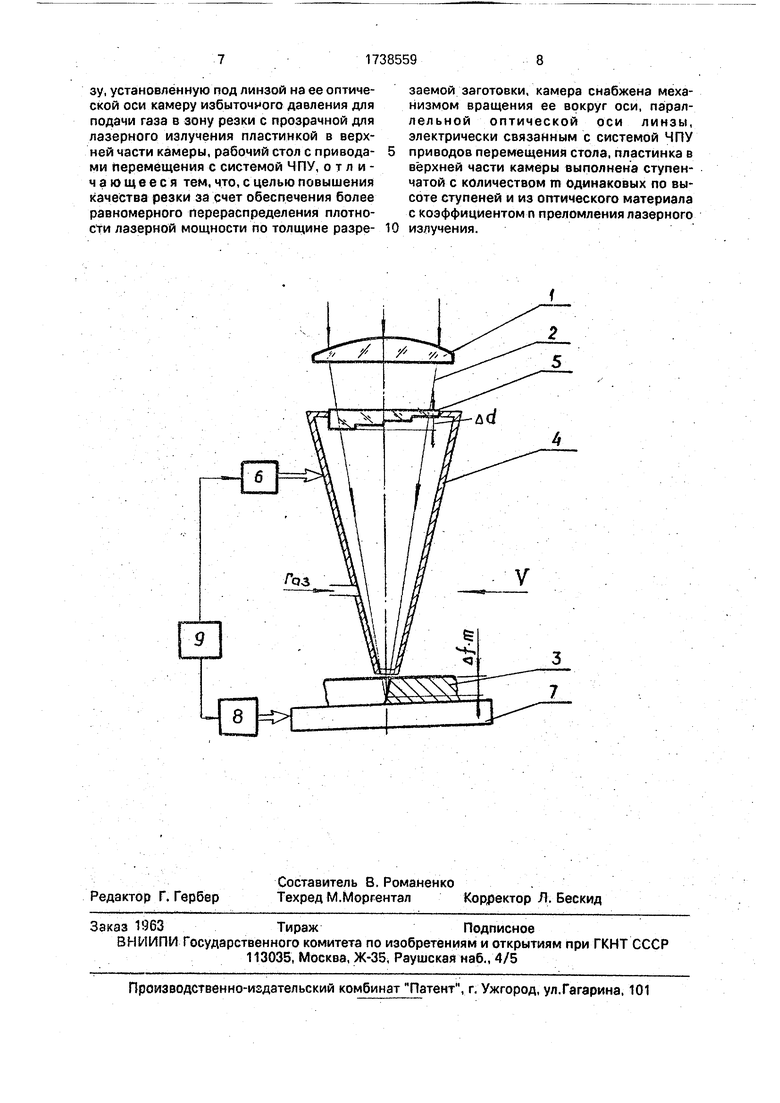
На чертеже представлено предлагаемое устройство.
Устройство для лазерной обработки материалов состоит из фокусирующей линзы 1, преломляющей лазерное излучение 2 для его фокусировки на поверхности разрезаемой заготовки 3. С помощью камеры 4 избыточного давления в зону обработки соосно лазерному лучу 2 направляется струя газа. В верхней части камеры 4 размещена прозрачная для лазерного излучения ступенчатая пластинка 5 с максимальным перепадом толщин Ad. Камера 4 снабжена также механизмом б ее ориентации относительно направления резки. Разрезаемая заготовка 3 установлена на столе 7 с приводом 8 от ЧПУ 9. Механизм 6 ориентации камеры 4 также соединен с ЧПУ 9.
Устройство для лазерной обработки материалов работает следующим образом.
Фокусируемое линзой 1 лазерное излучение 2 направляется на обрабатываемую заготовку 3. С помощью камеры 4 избыточного давления в зону обработки подается струя газа. На своем пути фокусируемое излучение проходит через ступенчатую пластинку 5, что сказывается на положении точки фокуса лазерного луча на его оси. Так, с увеличением толщины пластины точка фокуса удаляется по оси от фокусирующей линзы в соответствии с зависимостью (1). При прохождении лазерного луча через ступенчатую пластинку, ориентированную тонкой частью навстречу направлению резки, наблюдается поэтапное заглубление его фокуса (по зависимости (2)) при переходе от более тонких слоев пластинки к более
толстым. При этом в полости разрезаемой
заготовки 3 происходит поэтапное заглубление фокуса в пределах пятна фокусирования от поверхности заготовки (со стороны начала реза) в глубь на суммарную величину A fm (в месте окончания обработки). Такое углубление фокуса в пределах сфокусированного лазерного пятна способствует повышению плотности мощности при резке в глубинных слоях разрезаемой пластины, что способствует повышению качества поверхности реза глубинных слоев, а также увеличению толщины разрезаемых
заготовок. Для получения сложного контура происходит изменение направления движения стола 7, обеспечиваемое приводом 8 по команде с ЧПУ 9. При этом ЧПУ 9 вырабатывает также управляющий сигнал,
подаваемый на механизм б ориентации камеры 4 избыточного давления. При этом камера 4 поворачивается в новое положение так,что ступенчатая пластина 5 в процессе резки остается постоянно ориентированной
своей тонкой частью навстречу направлению резки (движению заготовки).
Так, например, при резке углеродистых сталей толщиной 3 мм излучением лазеров по ИАГ предложена схема обработки с 4-ступенчатым заглублением фокуса в каждом случае на 0,3 мм. Для этого была изготовлена и использовалась 4-ступенчатая стеклянная (п 1.5) плоскопараллельная пластинка с суммарным перепадом тол4 С
щин, равным 0.3 -. 4 3,6 мм,
1 iO I
ориентированная тонкой частью навстречу резки.
В другом случае, при резке 8 мм стали излучением С02 лазера с помощью 5-сту- пенчатой пластинки из германия (п - 4) суммарной толщиной 7 мм удалось выполнить обработку с поэтапным заглублением фоку 1
са на Д f (--) - 1,05, мм. Такая технология позволила снизить шероховатость разрезаемых кромок с RZ 80-100 мкм до RZ 40-50 мкм и устранить необходимость
в последующей доработке кромок резов.
Устройство по сравнению с известным позволяет повысить качество резки контурных деталей, снизить безвозвратные потери материалов и трудоемкость обработки в результате устранения припусков под последующую доработку вырезанных деталей.
Формула изобретения Устройство для лазерной обработки материалов, содержащее фокусирующую линзу, установленную под линзой на ее оптической оси камеру избыточного давления для подачи газа в зону резки с прозрачной для лазерного излучения пластинкой в верхней части камеры, рабочий стол с приводами перемещения с системой ЧПУ, отличающееся тем, что, с целью повышения качества резки за счет обеспечения более равномерного перераспределения плотности лазерной мощности по толщине разре
заемой заготовки, камера снабжена механизмом вращения ее вокруг оси, параллельной оптической оси линзы, электрически связанным с системой ЧПУ приводов перемещения стола, пластинка в верхней части камеры выполнена ступенчатой с количеством m одинаковых по высоте ступеней и из оптического материала с коэффициентом п преломления лазерного излучения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей из листовой металлической заготовки на лазерном станке с ЧПУ | 2022 |
|
RU2783722C1 |
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2009 |
|
RU2413265C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288084C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2382693C1 |
| Способ и устройство для лазерной резки материалов | 2016 |
|
RU2634338C1 |
| СПОСОБ РЕЗКИ ПРОЗРАЧНЫХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2226183C2 |
| Энергоэффективное устройство лазерной резки материалов | 2016 |
|
RU2698896C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ДЛЯ РАЗДЕЛЕНИЯ ИЛИ СКРАЙБИРОВАНИЯ ПОДЛОЖКИ ПУТЕМ ФОРМИРОВАНИЯ КЛИНОВИДНЫХ ПОВРЕЖДЕННЫХ СТРУКТУР | 2014 |
|
RU2674916C2 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471600C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2113332C1 |
Использование: в технологическом оборудовании для лазерной обработки, в частности для контурной резки различных материалов. Сущность изобретения: камера устройства снабжена механизмом ее вращения вокруг оптической оси линзы, электрически связанным с системой ЧПУ приводов перемещения стола. Кроме того, прозрачная пластина в верхней части камеры выполнена ступенчатой с количеством m одинаковых по высоте ступеней и из оптического материала с коэффициентом п преломления лазерного излучения. 1 ил.
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Сигнально-автоматическая следящая система регулирования рабочего процесса сельскохозяйственных машин | 1958 |
|
SU123788A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
