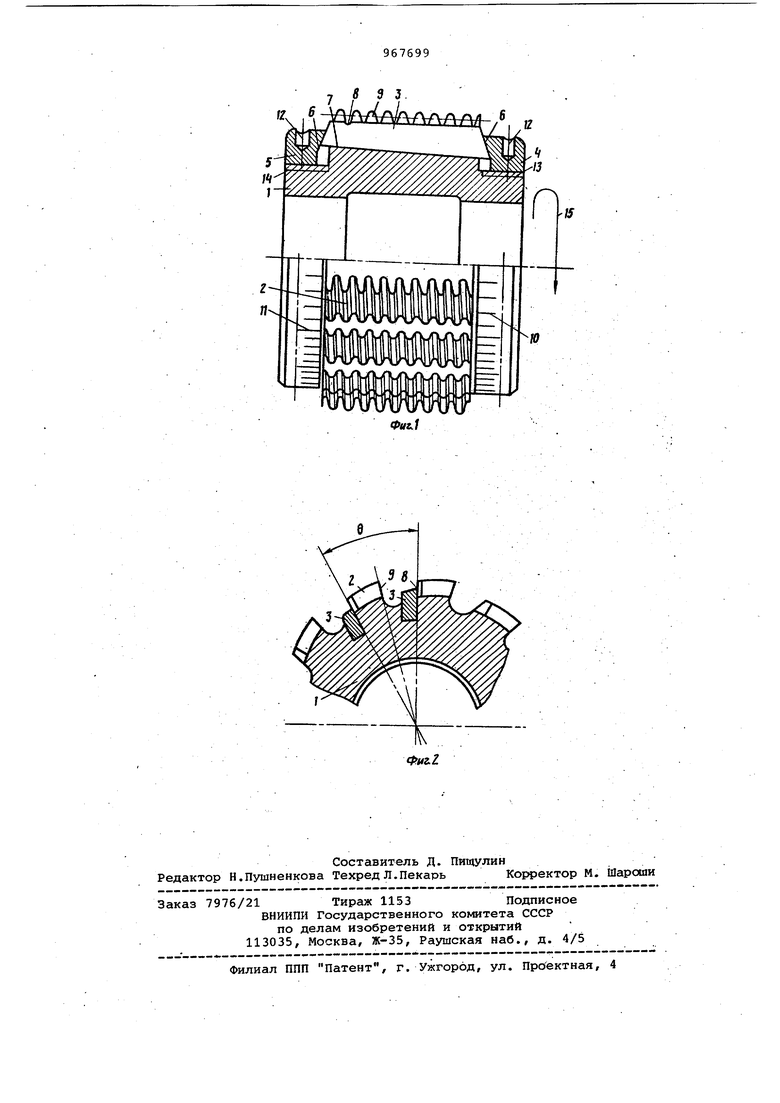
Изобретение относится к области зубообработки и может быть использовано в общем, точном и часовом при боростроении для изготовления, в осо бенности мелкомодульных цилиндрических зубчатых колес, в условиях как мелкосерийного, так и массового характера производства. Известна конструкция червячной фрезы постоянной установки с. ломанным профилем, отдельные участкикото рого предназначены для профилировани зубьев колес в различных, впадинах, содержащая один или несколько зубьев выполненных в виде алмазного резца, регулируемого как в осевом, так и в радиальном направлениях, и расположе ных в пределах сектора с центральным углом 60, симметричным линии максимального эксцентриситета 11. Однако известная червяч ая фреза при повыиенных припусках на заготовках по окружности вершин зубьев коле са не обладает достаточной жесткость ее подводимый резец имеет консольное закрепление посредством державки. Конструкция державок резцов не позволяет выставлять одновременно все резцы в радиальном направлении точно на одинаковые размеры, а предопределяет только раздельное регулирование каждого резца. Целью изобретения является разработка такой конструкции сборной червячной фрезы, которая полностью сохраняет преимущества полнопрофильных цельных фрез и позволяет регулировать положение режущей кромки по впадинам зубьев, тем самым становится пригодной для зубофрезерования любых цилиндрических зубчатых колес различных видов сопряжений и с любым смещением исходного контура для каждого модуля. Поставленная цель достигается тем, что резцы выполняют в виде пластин-клиньев, закрепленных с двух сторон введенными коническими гайками, которыми снабжена фреза, причем на гайках выполнены резьбы различных направлений, и направление резьбы со стороны заходной части фрезы совпадает с направлением винтовой линии зубчатых реек. Кроме того, с целью повышения точности обработки, по крайней мере два резца размещены так, что их режущие кромки располагаются симметрично относительно плоскости передней грани зубчатой рейки в пределах сектора с центральным углом до , где Z. - число зубчатых реек фрезы. Против самоотвинчивания в процес се эксплуатации фрез крепежные гайк снабжены резьбой с равным направлением винтовой линии, причем напра ление резьбы со стороны заходной части фрезы совпадает с направление винтовой линии зубчатых реек. На фиг. 1 изображена сборная чер вячная фреза, общий вид, продольный оаяоея: на Фиг. 2 - сборная червячфреза с двумя резцами, поперечное сечение. Сборная червячная фреза Содержит корпус 1 с зубчатыми режущими рейками 2, резцы 3 и регулирующе-зажим ные гайки 4 и 5 с конической торцовой поверхностью 6. Корпус 1 фрезы для установки резцов 3 имеют прямоугольные продольные пазы на месте стружечных канавок меж ду зубчатыми режущими гребенками 2, дно 7 которых выполнено с уклоном. Пазы имеют точные линейные и угловые размеры. Разцы 3 выполнены в виде пластин-клиньев, нижняя опорная поверхность которых имеет уклон, равны по размерам уклону дна 7 продольных пазов корпуса 1 фрезы. Благодаря это му, режущие кромки 8 резцов 3 при вращении фрезы представляют собой об разующие цилиндрической поверхности Режущие кромки 8 резцов 3 расположены относительно плоскости передней грани 9 зубчатых режущих гребенок 2 симметрично в пределах сектора с центральным углом 8, не превышающии значения ослО и - JDvJ max 1 где Zy - число зубьев фрезы, т.е. количество зубчатых режущих.гребенок 2. Для упрощения конструкции и снижения трудоемкости изготовления сбор ную червячную фрезу можно снабжать только двумя разцами 3. В этом случа сборная червячная фреза становится фрезой постоянной установки, у которой зубчатая режущая гребенка, расположенная между двумя резцами, используется для центрирования фрезы, т.е. установки сборной червячной фрезы на шпинделе станка путем совме щения оси симметрии впадины зубьев .режущей гребенки 2 с направлением межосевого перпендикуляра червячная фреза - нарезаемое колесо. Регулирование радиального положения режущих кромок 8 производится Путем осевого смещения резцов 3 с помощью гаек 4 и 5, а контроль величины радиального смещения осуществля ется, по шкалам 10 и 11, нанесенным на наружной цилиндрической поверхнос ти соответственно гаек 4 и 5, Поворот гаек 4 и 5 производится ключом с использованием отверстий 12. Для удобства, эксплуатации сборных червячных фрез и уменьшения их габаритов уклоны по дну 8 продольных пазов корпуса 1 и нижних опорных поверхностей гребенками 2, а также шаг резьбы 13 и 14 подобраны таким образом, что при осевом смещении резцов 3 на один шаг резьб 13 и 14, радиальное положение режущих кромок 8 гарантирует обработку зубчатых колес всех видов сопряжения с любым смещением исходного контура, возможным для данного модуля зацепления. Для предотвращения самоотворачивания гаек 4 и 5 в процессе зубофрезерования последние снабжены соответственно резьбами 13 и 14 с различным направлением винтовой линии резьбы, причем со стороны заходной части фрезы направление витка резьбы гайки совпадает с направлением винтовой линии зубчатых режущих гребенок 2. Например, сборная чер вячная фреза является правозаходной и при зубофрезеровании вращается по стрелке 15, тогда со стороны заходной части фрезы гайка 4 снабжается правой резьбой 13, а гайка 5 - левой резьбой 14. Червячная фреза имеет высокую жесткость и ее использование расширит технологические возможности обработки. . Формула изобретения 1.Сборная червячная фреза, содержащая корпус с винтовыми режущими зуб-ч чатыми рейками и зубья, выполненные в виде резцов, размещенных с возможностью регулировки в осевом и радиальном направлениях, о т л и ч а ю щ а я с я ; тем, что, с целью .повышения жесткости фрезы и расширения ее технологических возможностей, резцы выполнены в виде пластин-клиньев, закрепленных с двух сторон введенными коническими : гайками, которыгли снабжена фреза, причем на гайках выполнены резьбы различных направлений и направление резьбы со стороны заходной части фрезы совпадает .с направлением винтовой линии зубчатых реек. 2.Фреза по П.1, о т л и ч « ю щ а я с я тем, что/ с целью повышения точности обработки, по крайней мере два резца размещены так, что их режущие кромки расположены симметрично относительно плоскости передней грани зубчатой рейки в пределах сектора с центральным углом до ЗбО/г, где ZM - число зубчатых реек фрезы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 266531, кл. В 23 F 21/16, 1970
К.
8 3 J.
К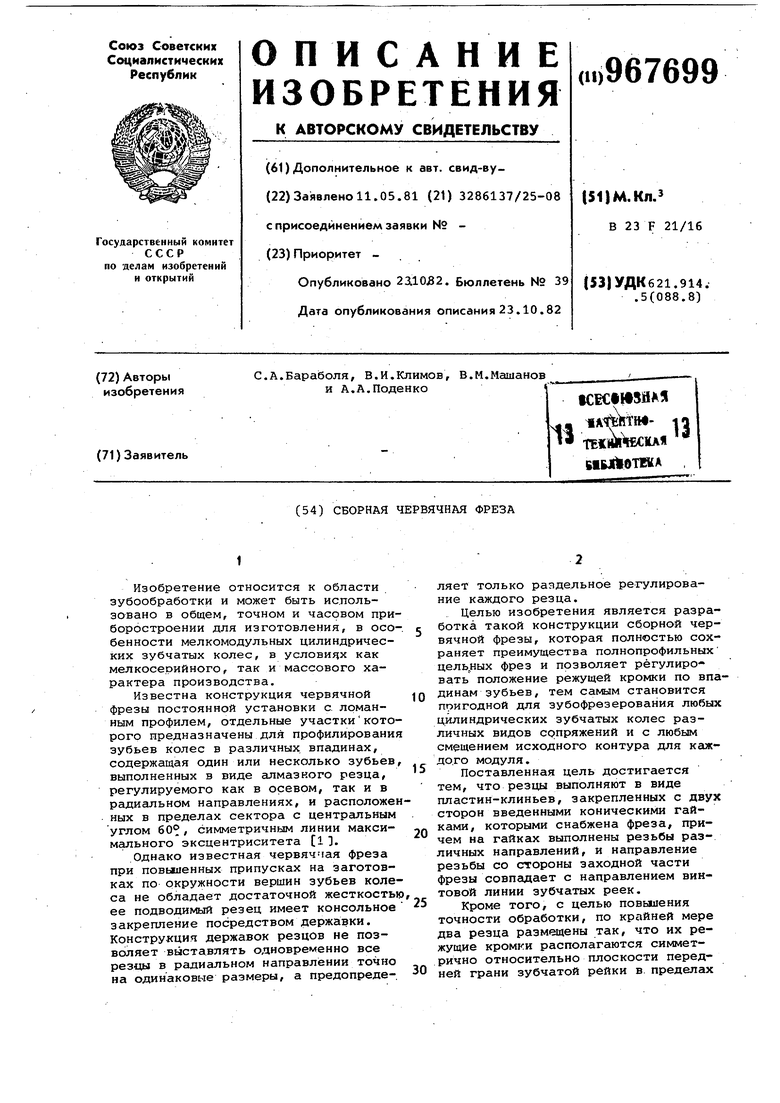
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| Сборная червячная фреза | 2017 |
|
RU2680122C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| Сборная червячная фреза | 1972 |
|
SU448088A1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |