Изобретение относится к сфере зуборезного инструмента, в частности к сборным червячным фрезам, шеверам и шлифовальным кругам, а также к сменным поворотным неперетачиваемым пластинам для их оснащения.
Известно, что увеличение количества заходов у червячных фрез ведет к уменьшению количества их зубьев (реек) на 1 заход и к соответствующему увеличению огранки зубьев обрабатываемых зубчатых колес (см. Настасенко В.А. Оценка производительности однозаходных и многозаходных червячных фрез в условиях повышения режущих свойств. // Современные проблемы и методология проектирования и производства силовых зубчатых передач: Сб. науч. трудов. - Тула: ТГУ. 2000. - с. 148-151).
Недостатком таких фрез является потребность увеличения количества реек для уменьшения огранки, что невозможно без увеличения их диаметра.
Известна сборная червячная фреза для обработки зубчатых изделий, содержащая корпус и поворотные неперетачиваемые режущие пластины, установленные вдоль линий профилирования, направленных по нормали в боковым режущим кромкам зубьев через полюс профилирования, лежащий в точке пересечения начальной прямой с межосевым перпендикуляром фрезы и изделия, при этом фреза снабжена рейками, на которых поочередно установлены упомянутые неперетачиваемые режущие пластины и прижаты к опорной стенке, имеющей форму ее задней поверхности, с помощью штифтов различной формы и закреплены посредством клиньев, введенных в паз между рейками, а рейки на поверхности корпуса выполнены в торцовом сечении в виде плоских зубчатых секторов, соответствующих по величине угловому шагу их размещения на цилиндрическом корпусе фрезы и закрепленных в осевом направлении при контакте друг с другом по адекватным опорным поверхностям со смещением их зубьев по винтовой линии, или рейки фрезы установлены с поворотом относительно продольной оси на угол, равный углу подъема винтовой линии в выполненных в корпусе прямолинейных пазах, формирующих гиперболоидную опорную поверхность, которая вместе с плоскими рейками формирует гиперболоидную производящую поверхность с продольным профилем, равным плоскому исходному инструментальному контуру, а крепление пластин выполнено клиньями с увеличивающейся толщиной для компенсации расширения промежутков между рейками на участках у торцов гиперболоидной поверхности (см. патент Российской Федерации на изобретение №2147496. МПК B23F 21/16. Сборный червячный инструмент. Заявка №98104494/08 от 10.03.98. Авт. изобр. Настасенко В.А. // БИ 2000. №11 от 10.04.2000).
Недостатком данных фрез является сложность крепления пластин и реек, особенно при использовании большого количества клиньев, каждый из которых отличается друг от друга, в зависимости от места их установки.
Задачей данной заявки на изобретение является устранение указанных недостатков путем выполнения сборного гиперболоидного червячного зуборезного инструмента, содержащего корпус и режущую часть из вставных зубчатых реек, введенных в канавки, выполненные на этом корпусе по нормали к углу γo подъема винтовой линии основного червяка на его начальном цилиндре диаметром do, и закрепленных на этих рейках отдельных поворотных быстросменных режущих пластин, профиль которых адекватен профилю зубьев рейки, при этом для упрощения конструкции инструмента режущие пластины закреплены на рейках винтом, введенным с их тыльной стороны в отверстие и в адекватное ему отверстие в режущей пластине, а со стороны ее передней поверхности - завинченным гайкой, при этом нижняя часть профиля режущей пластины введена с базированием ее боковых сторон в адекватные им винтовые канавки, выполненные на поверхности корпуса, а для упрощения конструкции, канавки и рейки выполнены прямолинейными в их продольном направлении, входные отверстия на тыльных сторонах реек и адекватные им головки винтов выполнены потайными, режущие пластины выполнены с вертикально сдвоенным симметричным профилем, адекватным профилю зубьев рейки, а вдоль вершинных и боковых режущих кромок пластины выполнены задние углы в пределах αбок=3…18°, при этом вертикальная ось, совмещенная с поперечным средним сечением профиля пластин в плоскости их передней поверхности, расположена радиально, или наклонена под положительным передним углом γ<αбок, или вдоль всех вершинных и боковых режущих кромок пластины задние углы выполнены нулевыми αбок=0°, а вертикальная ось, совмещенная с поперечным средним сечением профиля пластин в плоскости их передней поверхности, наклонена под отрицательным передним углом -γ≥αбок, при этом поверхность основного червяка выполнена в виде однополостного гиперболоида, текущий начальный диаметр doi которого растет от диаметра do среднего сечения начального цилиндра по зависимости:  , где li - текущая длина однополостного гиперболоида в осевом направлении: li=soni (мм), so - осевая подача на 1 оборот основного червяка, мм/об, ni - количество оборотов основного червяка, необходимое для обработки i-й точки на его профиле, а его внешний диаметр Daкi уменьшен относительно диаметра do по меньшей мере на две высоты hf ножки профиля зуба рейки в рамках зависимости:
, где li - текущая длина однополостного гиперболоида в осевом направлении: li=soni (мм), so - осевая подача на 1 оборот основного червяка, мм/об, ni - количество оборотов основного червяка, необходимое для обработки i-й точки на его профиле, а его внешний диаметр Daкi уменьшен относительно диаметра do по меньшей мере на две высоты hf ножки профиля зуба рейки в рамках зависимости:
 ,
,
где tp - шаг зубьев рейки в направлении по нормали к виткам основного червяка, мм, zф - количество заходов, формирующих витки фрезы, и на этой гиперболоидной поверхности с параметрами Daкi, также выполнены винтовые канавки постоянной формы, глубины и шага, адекватные профилю нижней части соседних режущих пластин, а для упрощения конструкции корпуса его основной червяк начального диаметра do, выполнен цилиндрическим, а его внешний диаметр Dак уменьшен относительно диаметра do по меньшей мере на две высоты hf профиля ножки зуба рейки, при этом винтовые канавки постоянной формы и глубины выполнены на базе исходной гиперболоидной поверхности диаметра Dai, определяемой по зависимости:
 ,
,
где tp - шаг зубьев рейки в направлении по нормали к виткам основного червяка, мм, zф - количество заходов, формирующих витки фрезы, а длина и количество заходов основного червяка ограничены глубиной крайних витков, составляющей не менее 0,1 высоты нижнего участка профиля режущей пластины, а для дальнейшего упрощения конструкции корпуса, его наружный диаметр Da уменьшен относительно диаметра do, по меньшей мере, на всю высоту режущих пластин и выполнен без винтовых канавок, для базирования нижней части режущих пластин на зубчатых рейках, на них дополнительно закреплены гребенки, или отдельные зубцы, профиль и шаг которых адекватен профилю и шагу нижней части соседних режущих пластин, или на рейках закреплены пары штифтов, шаг и опорные точки которых адекватны шагу и профилю между нижними частями соседних режущих пластин, или закреплены штифты с увеличенным диаметром головок, опорные точки и шаг которых адекватны профилю и шагу между нижними частями соседних режущих пластин, а штифты имеют возможность поворота в отверстии для их установки на рейке, или штифты с надетыми на них шайбами, имеющими возможность поворота на этих штифтах, или на рейках дополнительно закреплены цилиндрические гайки, навинченные на винты, установленные с тыльной стороны реек с отверстиями и головками, выполненными впотай, а для улучшения противодействия рейки силам резания при использовании зуборезного инструмента, или на его корпусе выполнены винтовые канавки, связанные с цилиндрической формой основного червяка, которые имеют профиль нижней части профиля режущих пластин, а по нормали к углу γo подъема винтовой линии основного червяка на его начальном цилиндре диаметром do, а также на этом корпусе выполнены ступенчатой формы канавки для размещения в них реек с гребенками или штифтами. При этом сменная поворотная неперетачиваемая режущая пластина для оснащения сборных червячных зуборезных инструментов, имеет формообразующий профиль, адекватный профилю головки и ножки зуба рейки, производной от профиля нарезаемых ею зубьев, а для удвоения количества перестановок пластин после износа их режущих кромок, их профиль сдвоен снизу с таким же симметричным профилем, и имеет на оси симметрии центральное отверстие, а вдоль всех вершинных и боковых режущих кромок, пластины выполнены с задними углами в пределах αбок=3…18°, или без задних углов αбок=0°, а для повышения прочности и увеличения размеров отверстия у пластин малых размеров, в средней части их профиля вокруг этого отверстия выполнены дополнительные участки с боковыми выступами, с общей шириной до одного шага зубьев рейки, а для уменьшения высоты при больших размерах пластин, ее нижняя часть, служащая для базирования на рейке, выполнена угловой или трапецеидальной, с уменьшенной высотой относительно высоты верхней части пластины и с углами профиля, превышающими угол подъема винтовой линии основного червяка, при базировании пластин по впадинам витков корпуса, а для улучшения ее режущих свойств, на передней поверхности вдоль ее вершинных режущих кромок, выполнены дуговые выемки шириной 1…3 мм, которые образуют положительный передний угол γ=3…18°, а между выемками и режущими кромками выполнены укрепляющие ленточки шириной 0,2…1,2 мм с нулевым или отрицательным передним углом γ=-αбок. При этом способ эксплуатации данных сборных гиперболоидных червячных зуборезных инструментов, учитывает преимущественный износ правых, либо левых сторон режущих кромок пластин, первично установленных на рейке на свою опорную поверхность, после которого их переставляют с правой на левую сторону рейки, и/или наоборот.
Конструкции предлагаемых гиперболоидных червячных зуборезных инструментов и режущих пластин для их оснащения, приведены на чертежах.
На фиг. 1 показана сборная многозаходная червячная зуборезная фреза или шевер с наружным диаметром Dаф в среднем сечении, имеющая корпус 1 и режущую часть из вставных зубчатых реек 2, введенных в продольные канавки 3, выполненные на корпусе по нормали к углу γо подъема винтовой линии основного червяка на его начальном цилиндре диаметром do в среднем сечении и закрепленных на этих рейках поворотных сменных режущих пластин 4 с профилем 5, адекватным профилю зубьев исходного реечного контура, полученного при обкатке зубьев изделия, с шагом tp, высотой ha головки и высотой hf ножки профиля зуба. Такая установка реек и режущих пластин сводит червячный инструмент к гиперболоидному.
На фиг. 2 у режущих пластин 4 вершинные и боковые режущие кромки выполнены с нулевыми задними углами αбок=0°, а их вертикальные оси, совмещенные с поперечным средним сечением профиля этих пластин в плоскости их передней поверхности, выполнены с отрицательным передним углом γ≥-5°.
На фиг. 3 у режущих пластин 6 вершинные и боковые режущие кромки выполнены с задними углами в пределах αбок=3…18°, а их вертикальные оси, совмещенные с поперечным средним сечением профиля пластин в плоскости их передней поверхности, расположены радиально с нулевым передним углом γ=0°.
На фиг. 4 вертикальные оси у пластин 6 выполнены с положительным передним углом γ<αбок.
Для упрощения конструкции червячных инструментов при базировании режущих пластин и удвоения количества их переустановок после износа, они имеют сдвоенный сверху и снизу симметричный профиль с полной высотой hп≥2(ha+hf) и центральное отверстие, выполненное на пересечении осей симметрии профиля пластины.
Нижняя часть профиля пластин 4 или 6 введена, с базированием их боковых сторон, в адекватные им винтовые канавки 7 (боковые поверхности выделены серым цветом), выполненные на поверхности корпуса, а режущие пластины закреплены на рейке винтами 8, введенными с тыльной стороны рейки в отверстия 9 и в адекватные им отверстия 10 в режущих пластинах. Со стороны передних поверхностей пластин винты завинчены гайками 11, а входные отверстия с тыльных сторон реек и адекватные им головки винтов выполнены потайными, коническими 12 или цилиндрическими 13, со шлицом 14 под отвертку или с отверстием 15 под внутренний шестигранник.
На фиг. 5 и 6 для повышения прочности корпуса инструмента продольные канавки и введенные в них основания зубчатых реек 16 и 17 выполнены в поперечном сечении трапецеидальными или угловыми.
Для упрощения конструкции инструментов, продольные канавки на корпусе и рейки выполнены прямолинейными в продольном направлении, а корпус выполнен на базе исходной винтовой поверхности основного червяка - однополостного гиперболоида, у которого текущий начальный диаметр doi растет от диаметра do среднего сечения начального цилиндра по зависимости:

где li - текущая длина от среднего сечения начального цилиндра до i-й точки однополостного гиперболоида в его продольном осевом направлении, мм:

где so - осевая подача на 1 оборот основного червяка, мм/об,
ni - количество оборотов основного червяка, необходимое для обработки i-й точки на его профиле,
а исходный наружный диаметр Dак корпуса 1 в среднем сечении уменьшен относительно диаметра do по меньшей мере на две высоты hf ножки профиля зуба рейки, при этом его текущий наружный диаметр Dакi изменяется по зависимости:

где tp - шаг зубьев рейки, совпадающий с шагом по нормали к винтовой линии основного червяка, мм,
zф - количество заходов, формирующих витки фрезы.
На этой гиперболоидной поверхности с параметрами Dакi, выполнены также винтовые канавки постоянной формы, глубины и шага, адекватные профилю ножки hf и головки ha нижней части соседних режущих пластин.
На фиг. 1 рейки на корпусе удерживаются торцовыми гайками 18 и выполнены в комплектах, от 6 штук на 1 заход, с последовательным продольным сдвигом зубьев по винтовой линии основного червяка в пределах 1 шага и наличием боковых частей 19 и 20 реек, длина которых компенсирует сдвиг их зубьев.
Для упрощения конструкции наружная поверхность корпуса 1 может быть выполнена цилиндрической, диаметра Daк, уменьшенного относительно диаметра do по меньшей мере на две высоты hf профиля ножки зуба рейки, при этом винтовые канавки, равные профилю нижней части режущих пластин 4 (Фиг. 2) или 6 (Фиг. 3 и 4), выполнены на базе исходной гиперболоидной поверхности диаметра Dакi, определенной по зависимостям (1)…(3), а длина основного червяка и количество его заходов - ограничены глубиной винтовых канавок на торцах корпуса, в пределах не менее 0,1 высоты нижнего участка профиля режущей пластины.
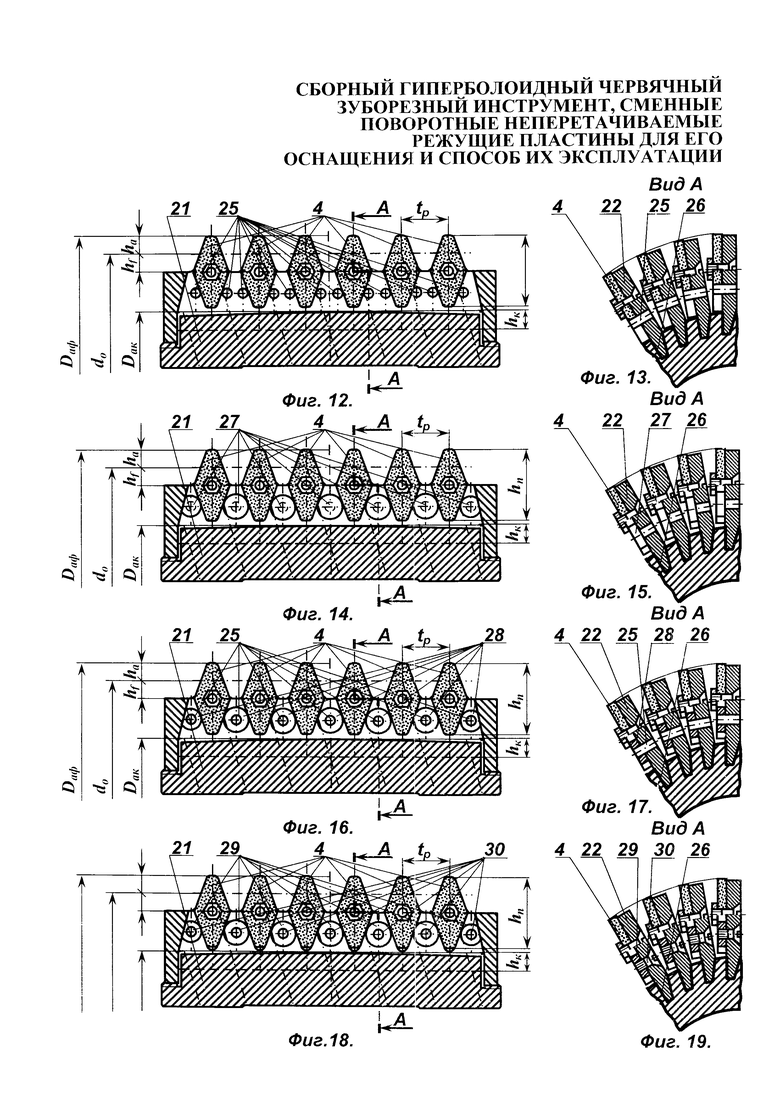
На фиг. 7-11 показано новое исполнение сборной червячной зуборезной фрезы, или шевера, для упрощения конструкции которых корпус 21 выполнен цилиндрическим с наружным диаметром Dак, уменьшенным относительно диаметра do по меньшей мере на всю высоту hп режущих пластин, и не имеет винтовых канавок, а для базирования нижних частей режущих пластин 4 или 6 на зубчатых рейках 22 дополнительно закреплены накладные гребенки 23 (фиг. 8 и фиг. 9) или отдельные зубцы 24 (фиг. 10), профиль и шаг которых адекватен профилю и шагу нижней части соседних режущих пластин, зафиксированные штифтами 25. При этом высота реек 22 увеличена на глубину hк поперечных канавок 26, профили которых адекватны между собой и могут быть Т-образными прямоугольными с боковыми выемками, или трапецеидальными, или угловыми (фиг. 11). Остальные параметры инструмента аналогичны предыдущему исполнению, показанному на фиг. 1-6.
На фиг. 12 в 13 зубцы гребенки заменены парами штифтов 25, опорные точки и шаг которых адекватны профилю и шагу между нижними частями соседних режущих пластин.
На фиг. 14 и 15 штифты 27 выполнены с диаметром головок, увеличенным до контакта с профилем нижней части соседних режущих пластин, а при износе их опорных поверхностей, штифты имеют возможность поворота в отверстии для их установки на рейке, а для упрощения конструкции штифтов, головки могут быть исключены, а диаметр штифтов увеличен до диаметра головок.
На фиг. 16 и 17 головки штифтов заменены шайбами 28, которые имеют возможность поворота на штифтах 25 при износе их опорных поверхностей.
На фиг. 18 и 19 шайбы заменены круглыми гайками 29, навинченными на винты 30, установленные с тыльной стороны зубчатых реек с коническими или цилиндрическими отверстиями и головками, которые выполнены впотай.
Поскольку предложенные конструкции гиперболоидных червячных зуборезных инструментов с цилиндрическим корпусом имеют значительный вылет высоты рейки, их применение предпочтительно для шеверов, срезающих тонкие стружки. Их достоинством также является возможность варьирования в широких пределах модулей зубчатого зацепления за счет исполнения различных реек с закрепленными на них режущими пластинами.
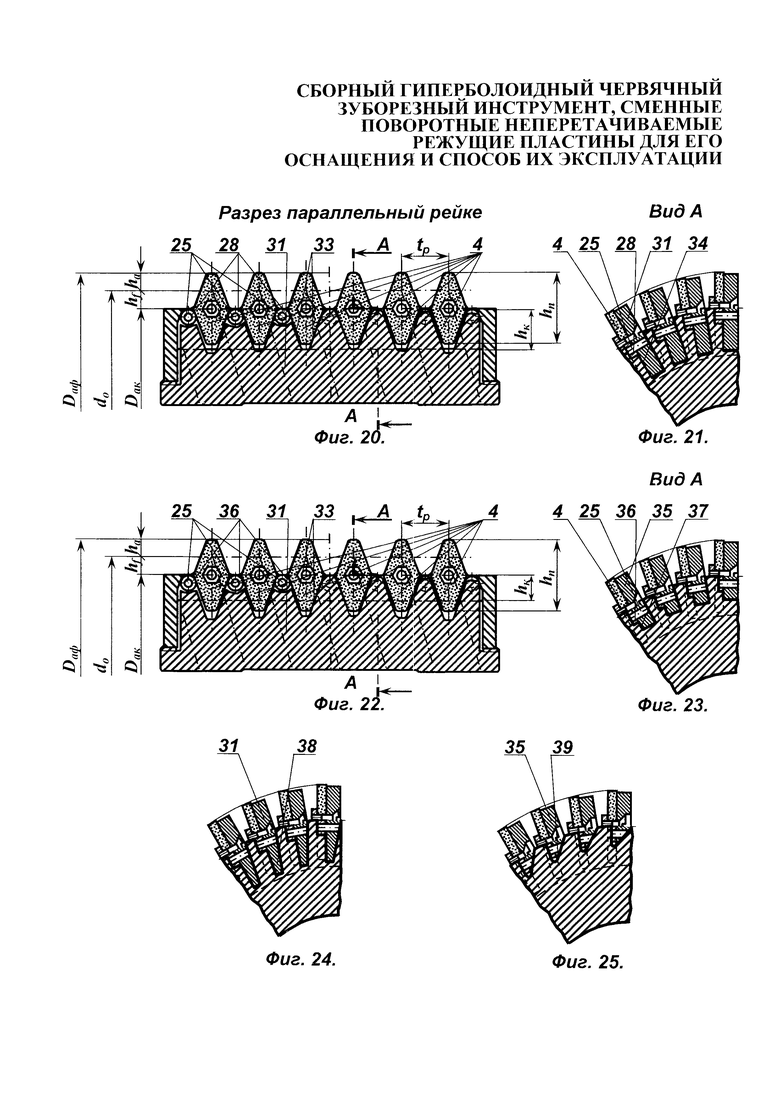
На фиг. 20 и 21 показано новое исполнение сборной червячной зуборезной фрезы, или шевера, у которых режущие пластины 4 или 6 установлены на зубчатых рейках 31, с базированием нижней части профиля пластин по закрепленным на рейках дополнительным зубьям гребенок, или по штифтам, или шайбам со штифтами, или гайкам с винтами, у которых опорные точки и шаг адекватны профилю и шагу между нижними частями соседних режущих пластин, а для повышения прочности и жесткости крепления реек корпус 32 и его винтовые канавки 33 выполнены на базе цилиндрического основного червяка, наружный диаметр Daк которого уменьшен относительно начального диаметра do на две высоты hf профиля ножки зуба рейки Продольные канавки, выполненные на корпусе по нормали к углу γo подъема его винтовой линии на начальном цилиндре диаметром do, имеют в поперечном сечении ступенчатую форму 34 для размещения в них реек со штифтами 25 и шайбами 28 (исполнение 1), которые, для увеличения ширины тела между продольными канавками, установлены между режущими пластинами по впадинам зубьев реек.
На фиг. 22 и 23 для дальнейшего повышения прочности корпуса 31 путем уменьшения глубины и ширины продольных канавок, высота зубчатых реек 35 и высота шайб 36 выполнены уменьшенными с адекватным изменением ступенчатой формы профиля 37 продольных канавок.
На фиг 24 и 25 введенные в них основания 38 или 39 зубчатых реек 31 или 35 выполнены в поперечном сечении трапецеидальными, или угловыми.
Такие конструкции с уменьшенной высотой реек предпочтительны для червячных гиперболоидных фрез.
Основными отличиями предлагаемых вариантов исполнения сборных гиперболоидных червячных инструментов от базовых являются: новая связь между основным червяком и наружной поверхностью корпуса, новый вариант крепления пластин на рейках, а главное отличие - возможность получения гиперболоидной поверхности, сформированной зубьями инструментальных реек, без обработки каких-либо гиперболоидных поверхностей.
Совокупность приведенных признаков и отличий у всех предложенных сборных червячных зуборезных инструментов является новым техническим решением, которое не вытекает автоматически из известных и обеспечивает возможность их промышленного изготовления и применения, что отвечает всем признакам изобретения.
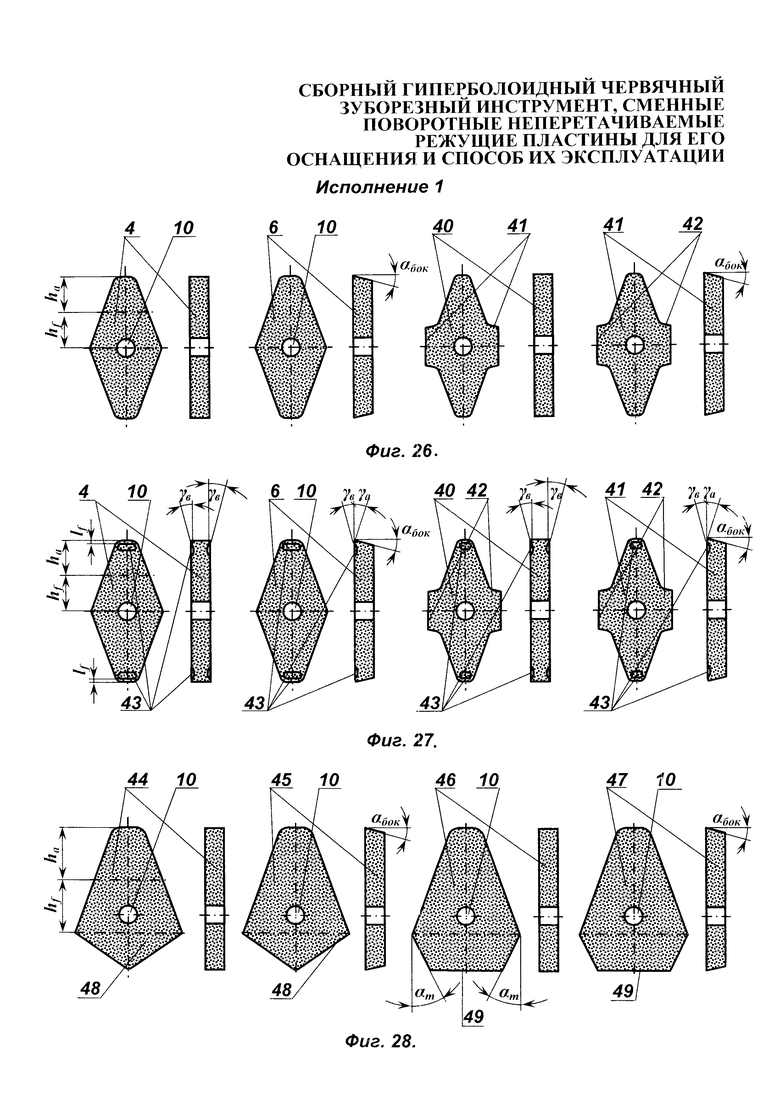
На фиг. 26 показаны сменные поворотные неперетачиваемые режущие пластины 4, 6, 40 и 41 для оснащения реек сборных червячных зуборезных инструментов. Формообразующий профиль всех пластин имеет головку ha и ножку hf, которые адекватны профилю зуба исходной инструментальной рейки, полученной при обкатке профиля нарезаемых ею зубьев изделия, а для удвоения количества перестановок пластин после износа режущих кромок, их профиль сдвоен снизу с таким же симметричным профилем и имеет на осях их симметрии центральное отверстие 10. Все пластины выполнены с плоскопараллельными основаниями. В исполнении 1 вдоль всех вершинных и боковых режущих кромок пластин 4 и 40 задние углы исключены: αбок=0°, а у пластин 6 и 41 - вдоль всех вершинных и боковых режущих кромок выполнены задние углы в пределах αбок=3…18°. Для повышения прочности и увеличения размеров отверстия 10 при малых размерах пластин 40 и 41 в средней части их профиля вокруг этого отверстия выполнены дополнительные участки с боковыми выступами 42, которые увеличивают общую ширину пластины до одного шага зубьев рейки.
На фиг. 27 для повышения режущих свойств у пластин 4, 6, 40 и 41 на основаниях, служащих при резании передними поверхностями, вдоль вершинных режущих кромок и их вершин выполнены дуговые выемки 43 шириной 1…3 мм, которые имеют положительный передний угол γв=3…18°, а между ними и режущими кромками выполнены укрепляющие ленточки lf шириной 0,2…1,2 мм с нулевым передним углом или, у пластин 6 и 41 с задним углом αбок, укрепляющие ленточки lf выполнены с отрицательным передним углом -γa=αбок.
На фиг. 28 для уменьшения высоты при больших размерах режущи пластин 44, 45, 46, 47 их нижняя часть, служащая для базирования на рейке, выполнена угловой 48 или трапецеидальной 49 с уменьшенной высотой до 0,5…0,1 высоты ha+hf верхней части пластин, а при базировании пластин в канавках корпуса углы профиля ат нижней части трапеции выполнены большими, чем угол γв подъема винтовой линии основного червяка.
Основными отличиями предлагаемых вариантов исполнения режущих пластин от базовых является выполнение на их основаниях, служащих для передних поверхностей, выемок вдоль вершинных режущих кромок и их вершин, а между ними и режущими кромками - выполнение укрепляющих ленточек с нулевым или отрицательным передним углом.
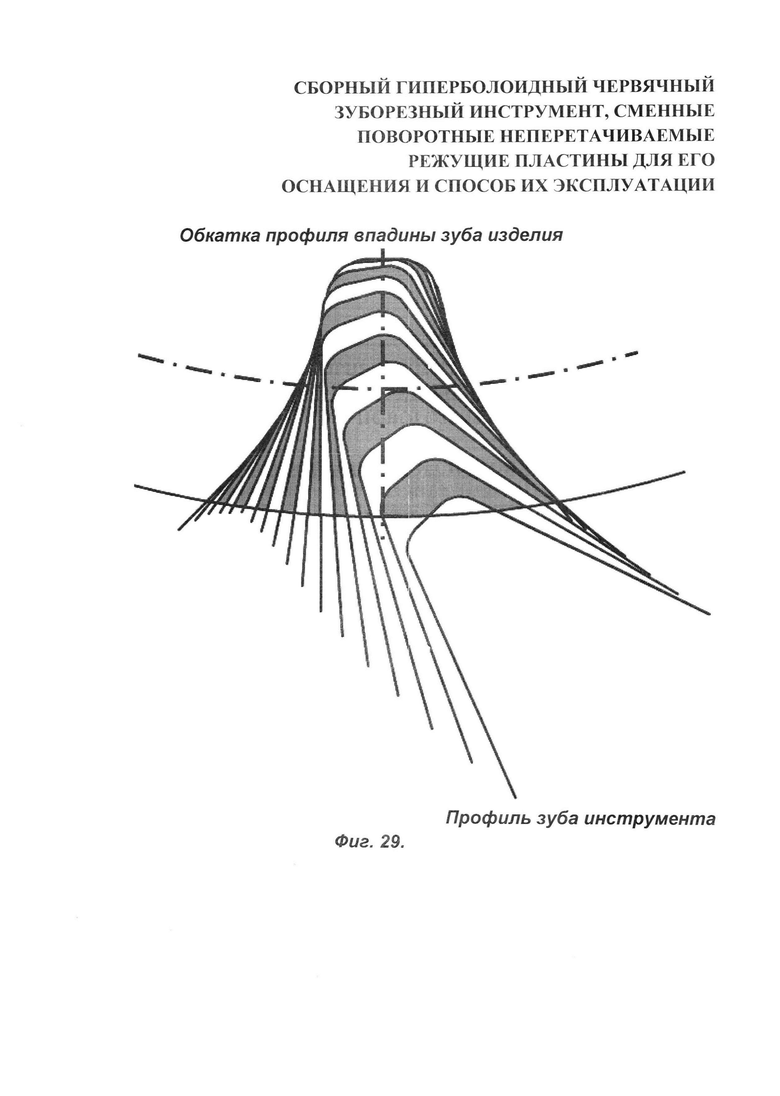
На фиг. 29 показано обоснование предлагаемого способа эксплуатации сборных гиперболоидных червячных зуборезных инструментов, содержащих закрепленные на вставных рейках поворотные сменные режущие пластины с профилем, адекватным профилю зубьев исходной инструментальной рейки. Показано, что процесс формирования режущими пластинами впадин между зубьями изделий начинается крайними зубьями реек, с преимущественным односторонним срезанием припуска, что ведет к адекватному износу пластин с одной стороны. Поэтому после преимущественного износа правых либо левых сторон режущих кромок пластин, первично установленных на рейке на свою опорную поверхность, их переставляют с правой на левую сторону рейки, и/или наоборот, что практически удваивает количество переустановок.
Совокупность приведенных признаков и отличий режущих пластин для сборных червячных инструментов является новым техническим решением, которое не вытекает автоматически из известных и имеет возможность их промышленного изготовления и применения, что отвечает всем признакам изобретения.
Принцип работы предложенных червячных зуборезных инструментов отличается от ранее известных лишь тем, что они имеют гиперболоидную поверхность режущих зубьев, которая обеспечивает повышение точности при увеличении количества заходов при достаточном для точной обработки изделий количестве режущих кромок на 1 заход, и адекватное им повышение производительности зубообработки, что уменьшает количество необходимых для этого зуборезных станков с соответствующим высвобождением рабочих площадей и персонала, обслуживающего меньшее количество станков.
Изготовление корпусов инструментов не отличается от изготовления обычных многозаходных червяков. Отличия имеются лишь в выполнении на них канавок по нормали к винтовой линии основного червяка и установке в них зубчатых реек с закрепленными на них режущими пластинами. При этом исключается необходимость переточек инструментов, что в свою очередь исключает потребность в заточных участках, заточных станках и их оснастке, в затратах электроэнергии на заточку и в обслуживании станков основным и вспомогательным персоналом.
Конкретное исполнение предлагаемых инструментов рассмотрено для исполнения, показанного на фиг. 20, а пластин - на фиг. 26. Их конструктивные параметры зависят от модуля обрабатываемых зубчатых колес. Например, для 5-заходной фрезы модуля m=5 мм, с наружным диаметром Daк=140 мм и диаметром отверстия под оправку 50 мм высота профиля ножки зуба составит hf=1,25m=6,25 мм, а головки зуба ha=1,25m=6,25 мм, диаметр окружности начального цилиндра составит do=127,5 мм, а угол подъема винтовой линии основного червяка на начальном цилиндре составит величину γo=11,0937°. Высота двухпрофильных пластин составит hп=25 мм, что сведет наружный диаметр корпуса к величине Daк=115 мм, а диаметр по впадинам канавок для реек dк=90 мм, На этой окружности можно разместить 40 реек, по 8 на 1 заход, что позволяет принять толщину реек bp=4,5 мм, толщину режущих пластин bп=2,5 мм, а толщину гаек для их базирования на рейке bг=2,0 мм. Отверстия под винт на рейке и пластине для их крепления ∅4 мм, ширина гайки для завинчивания пластин 2,0 мм, размер под ключ 6 мм, шайбы для базирования пластин ∅7 мм, толщина 2 мм, штифт для ее установки на рейке ∅4 мм. Рейки включают 5 полных зубьев с последовательным сдвигом их на 1 шаг: πm/8=1,963 мм с правой на левую сторону, с формированием правых (п) и левых (л) хвостовиков переменной длины на 8 рейках с №(1) по (8):
lп1 = 0 мм, lл1 = 13,744 мм, lп2 = 1,963 мм, lл2 = 11,781 мм,
lп3 = 3,927 мм, lл3 = 9,817 мм, lп4 = 5,890 мм, lл4 = 7,854 мм,
lп5 = 7,854 мм, lл5 = 5,890 мм, lп6 = 9,817 мм, lл6 = 3,927 мм,
lп7 = 11,781 мм, lл7 = 1,963 мм, lп8 = 13,744 мм, lл8 = 0 мм,
Общая длина рейки lp=90 мм, опорная длина корпуса под рейки Lo=88 мм, толщина боковых гаек для крепления реек 7 мм, их резьбовой части 5 мм, наружный диаметр Dак=120 мм, а диаметр их резьбовой части М75, которая выполнена по буртику шириной 6 мм. Общая длина корпуса 100 мм.
Эти параметры фрез обеспечивают им требуемую прочность, точность и долговечность. Они повышают производительность зубообработки до 4 раз при режимах резания, соответствующих применению пятизаходных фрез, а при режимах резания, аналогичных для однозаходных фрез повышается их стойкость за счет уменьшения толщины припуска срезаемого 1 зубом.
Для внедрения предлагаемых фрез нет потребности в существенных изменениях базовых технологических процессов зубообработки, применяемое для этого оборудование и оснастка также не отличается от существующих.
Экономический эффект от внедрения предложенных инструментов и режущих пластин обеспечивается за счет повышения производительности зубообработки,с соответствующим уменьшением количества зуборезных станков и занимаемых ими площадей, заработной платы обслуживающих их основных и вспомогательных рабочих и за счет экономии инструментального материала. При увеличении количества заходов в 5 раз технологическое время на производство 1 пакета зубчатых колес сокращается с 60 до 15 минут, что позволяет обработать не 8, а 32 таких пакета и высвободить 3 станка стоимостью от 40 до 60 тыс. у.е.. При годовом нормативном коэффициенте эффективности капитальных вложений 0,2, экономический эффект составит:
Э=0,2×3×(40…60 тыс. у.е)=24…36 тыс. у.е.
При стоимости корпуса и комплекта реек предлагаемых фрез ≈500 у.е., имеющих многоразовое использование, основную стоимость фрез составят 5×40=200 режущих пластин. При стоимости пластин ≈5 у.е., стоимость комплекта из 200 штук и фрезы в целом составляет 1,5 тыс. у.е., что не превышает стоимости известных твердосплавных червячных фрез, поэтому их применение не приведет к дополнительным расходам, что практически сохранит исходный эффект в 24…36 тыс. у.е. в год. При годовой потребности для работы 1 станка в 50 таких фрезах, условный годовой экономический эффект на 1 фрезу составит (24…36 тыс. у.е)/50=0,5…0,7 тыс. у.е., а с учетом экономии зарплат и высвобождения площадей - достигнет 1…1,5 тыс. у.е.
При общей потребности предприятий Украины в 5000 таких фрез, экономический эффект достигнет 5-7 млн. у.е. Однако более точный расчет экономических показателей зависит от конкретных условий производства, потому данный расчет является условным.
Возможно также выполнение предложенных червячных зуборезных инструментов в широком диапазоне видов и типоразмеров для обработки любых видов зубчатых колес с любым профилем зубьев.
Приведенные данные подтверждают возможность и целесообразность широкого внедрения предложенных червячных зуборезных инструментов и режущих пластин к ним.
Сборный гиперболоидный червячный зуборезный инструмент содержит корпус и режущую часть из вставных зубчатых реек, введенных в канавки, выполненные на этом корпусе по нормали к углу подъема винтовой линии основного червяка на его начальном цилиндре диаметра, и закрепленных на этих рейках поворотных быстросменных режущих пластин с профилем, соответствующим профилю зубьев рейки. При этом для упрощения конструкции инструмента каждая режущая пластина закреплена на рейке винтом, введенным с ее тыльной стороны в отверстие и в отверстие в режущей пластине, а со стороны ее передней поверхности - завинченным гайкой. При этом нижняя часть профиля пластины введена с базированием ее боковых сторон в соответствующие ее профилю винтовые канавки, выполненные на корпусе или между зубцами гребенки, или различного вида штифтами, установленными на рейке. Корпус выполнен гиперболоидным с винтовыми канавками или цилиндрическим без винтовых канавок или с винтовыми канавками. Достигается повышение точности обработки зубчатых колес за счет уменьшения огранки. 6 н. и 16 з.п. ф-лы, 29 ил.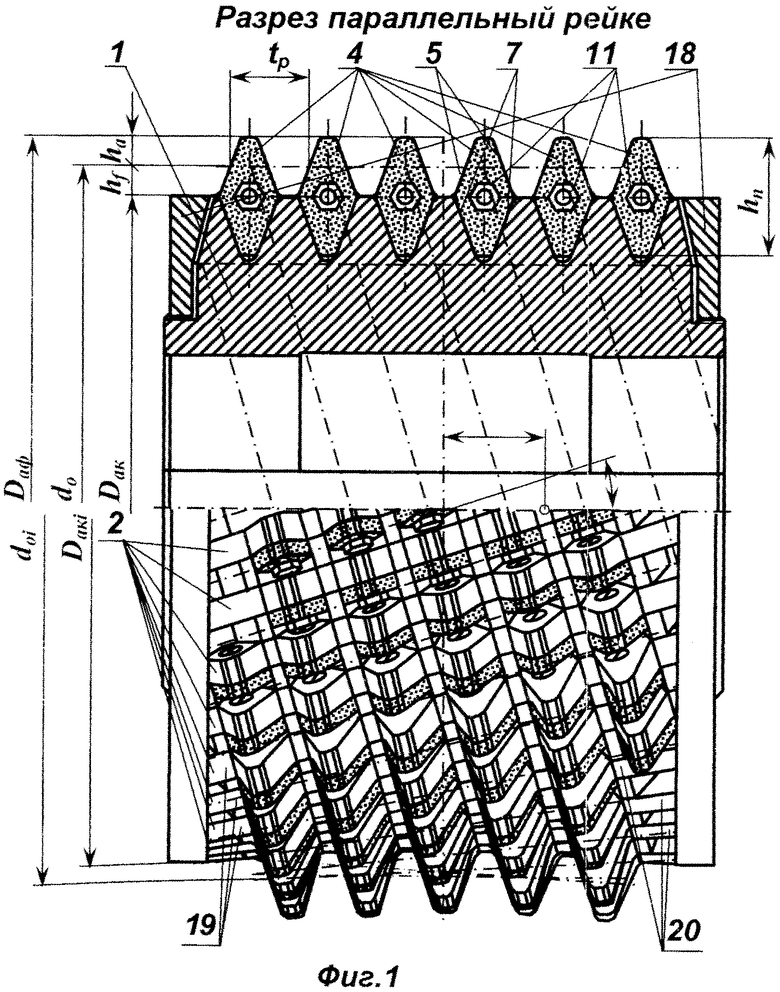
1. Сборный гиперболоидный червячный зуборезный инструмент, содержащий корпус и режущую часть из вставных зубчатых реек, введенных в продольные канавки, выполненные на корпусе по нормали к углу γo подъема винтовой линии основного червяка на его начальном цилиндре диаметром do, и закрепленных на этих рейках поворотных быстросменных неперетачиваемых режущих пластин с профилем, соответствующим профилю зубьев исходной инструментальной рейки, отличающийся тем, что режущие пластины выполнены со сдвоенным сверху и снизу симметричным профилем и введены с базированием боковых сторон их нижней части в соответствующие им винтовые канавки, выполненные на поверхности корпуса с наружным диаметром Da, который уменьшен относительно начального диаметра do на две высоты hf профиля ножки зуба рейки, при этом режущие пластины закреплены на рейке винтом, который введен в отверстие с их тыльной стороны и в соответствующее ему отверстие в режущей пластине, а со стороны ее передней поверхности винт завинчен гайкой.
2. Сборный инструмент по п. 1, отличающийся тем, что продольные канавки и рейки выполнены прямолинейными в их продольном направлении.
3. Сборный инструмент по п. 1, отличающийся тем, что продольные канавки и рейки в поперечном сечении выполнены трапецеидальными или угловыми.
4. Сборный инструмент по п. 1, отличающийся тем, что входные отверстия на тыльных сторонах реек и соответствующие им головки винтов выполнены потайными коническими или цилиндрическими.
5. Сборный инструмент по п. 1, отличающийся тем, что вдоль вершинных и боковых режущих кромок режущих пластин выполнены задние углы в пределах αбок=3…18°, при этом вертикальные оси, совмещенные с поперечным средним сечением профиля пластин в плоскости их передней поверхности, расположены по радиальной оси корпуса с нулевым передним углом γ=0° или параллельно его радиальной оси с положительным передним углом γ<αбок.
6. Сборный инструмент по п. 1, отличающийся тем, что вдоль вершинных и боковых режущих кромок режущих пластин выполнены нулевые задние углы αбок=0°, при этом вертикальные оси, совмещенные с поперечным средним сечением профиля пластин в плоскости их передней поверхности, выполнены параллельно радиальной оси корпуса с отрицательным передним углом -γ.
7. Сборный инструмент по п. 1, отличающийся тем, что поверхность основного червяка выполнена в форме однополостного гиперболоида, текущий начальный диаметр doi которого растет от диаметра do среднего сечения начального цилиндра по зависимости:
 ,
,
где li - текущая длина от среднего сечения начального цилиндра до i-й точки однополостного гиперболоида в его продольном осевом направлении, мм;
li=soni;
где so - осевая подача на 1 оборот основного червяка, мм/об;
ni - количество оборотов основного червяка, необходимое для обработки i-й точки на его профиле;
при этом текущий наружный диаметр гиперболоидного корпуса Daкi изменяется по зависимости:
 ,
,
где tp - шаг зубьев рейки, совпадающий с шагом по нормали к винтовой линии основного червяка, мм;
zф - количество заходов, формирующих витки фрезы.
8. Сборный инструмент по п. 1, отличающийся тем, что корпус выполнен цилиндрическим на всей его длине, при этом витки винтовых канавок с профилем, соответствующим профилю нижней части режущих пластин, выполнены на базе исходной гиперболоидной поверхности диаметра Daкi, изменяющегося согласно зависимости:
 ,
,
где tp - шаг зубьев рейки, совпадающий с шагом по нормали к винтовой линии основного червяка, мм;
zф - количество заходов, формирующих витки фрезы;
а длина и количество заходов основного червяка ограничены глубиной его крайних винтовых канавок на торцах корпуса в пределах не менее 0,1 высоты нижнего участка профиля режущей пластины.
9. Сборный гиперболоидный червячный зуборезный инструмент, содержащий корпус и режущую часть из вставных зубчатых реек, введенных в продольные канавки, выполненные на корпусе по нормали к углу γo подъема винтовой линии основного червяка на его начальном цилиндре диаметром do, и закрепленных на этих рейках поворотных быстросменных режущих пластин с профилем, соответствующим профилю зубьев исходной инструментальной рейки, отличающийся тем, что корпус выполнен цилиндрическим с наружным диаметром Daк, уменьшенным относительно начального диаметра do основного червяка по меньшей мере на всю высоту hп верхней и нижней частей режущих пластин и не имеет винтовых канавок, а для базирования нижних частей режущих пластин, на зубчатых рейках дополнительно закреплены накладные гребенки или их отдельные зубцы, профиль и шаг которых соответствует профилю и шагу нижней части соседних режущих пластин, причем для крепления реек в продольных канавках корпуса высота основания реек и гребенок выполнена увеличенной на глубину этих канавок, а их общий профиль в поперечном сечении выполнен Т-образным прямоугольным с боковыми выемками, или трапецеидальным, или угловым.
10. Сборный инструмент по п. 9, отличающийся тем, что между нижними частями режущих пластин на зубчатых рейках дополнительно закреплены пары штифтов, опорные точки и шаг которых соответствуют профилю и шагу между нижними частями соседних режущих пластин, при этом штифты установлены с возможностью поворота в отверстии, выполненном на рейке для их установки.
11. Сборный инструмент по п. 9, отличающийся тем, что между нижними частями режущих пластин на зубчатых рейках дополнительно закреплены по одному штифту, наружный диаметр, опорные точки и шаг которых соответствуют профилю и шагу между нижними частями соседних режущих пластин, при этом штифты установлены с возможностью поворота в отверстии, выполненном на рейке для их установки.
12. Сборный инструмент по п. 9, отличающийся тем, что между нижними частями режущих пластин на зубчатых рейках дополнительно закреплены штифты с увеличенным диаметром головок, опорные точки и шаг которых соответствуют профилю и шагу между нижними частями соседних режущих пластин, при этом головки штифтов установлены с возможностью поворота в отверстии, выполненном на рейке для их установки.
13. Сборный инструмент по п. 9, отличающийся тем, что между нижними частями режущих пластин на зубчатых рейках дополнительно закреплены штифты с надетыми на них шайбами, опорные точки и шаг которых соответствуют профилю и шагу между нижними частями соседних режущих пластин, при этом шайбы установлены с возможностью поворота на упомянутых штифтах.
14. Сборный инструмент по п. 9, отличающийся тем, что между режущими пластинами на зубчатых рейках дополнительно закреплены гайки цилиндрической формы, опорные точки и шаг которых соответствуют профилю и шагу между нижними частями соседних режущих пластин, а сами гайки навинчены на винты, установленные с тыльной стороны зубчатых реек с потайными коническими или цилиндрическими отверстиями и головками.
15. Сборный инструмент по п. 1 или 9, отличающийся тем, что форма продольных канавок и форма введенных в них зубчатых реек выполнены в поперечном сечении трапецеидальными или угловыми.
16. Сборный гиперболоидный червячный зуборезный инструмент, содержащий корпус и режущую часть из вставных зубчатых реек, введенных в продольные канавки, выполненные на корпусе по нормали к углу γо подъема винтовой линии основного червяка на его начальном цилиндре диаметром do, и закрепленных на этих рейках поворотных быстросменных режущих пластин с профилем, соответствующим профилю зубьев исходной инструментальной рейки, отличающийся тем, что корпус выполнен цилиндрическим с наружным диаметром Daк, уменьшенным относительно начального диаметра do основного червяка на две высоты hf профиля ножки зуба рейки, при этом зубчатые рейки выполнены с возможностью базирования нижних частей установленных на них режущих пластин на штифты, или шайбы со штифтами, или цилиндрические гайки с винтами, опорные точки и шаг которых соответствуют профилю и шагу между нижними частями соседних режущих пластин, при этом в корпусе выполнены винтовые канавки, связанные с его цилиндрическим основным червяком и профилем нижней части этих пластин, а продольные канавки, выполненные на корпусе по нормали к углу γо подъема винтовой его линии на его начальном цилиндре диаметром do, имеют в поперечном сечении ступенчатую форму для размещения в них зубчатых реек с упомянутыми штифтами, или шайбами, или гайками и винтами.
17. Сборный инструмент по п. 16, отличающийся тем, что между режущими пластинами штифты с увеличенным диаметром головок или с шайбами или винты с навинченными на них гайками установлены по кромке впадин зубьев реек между продольными канавками.
18. Сборный инструмент по п. 16, отличающийся тем, что между продольными канавками высота основания зубчатых реек и высота головок штифтов выполнены уменьшенными.
19. Сменная поворотная неперетачиваемая режущая пластина для сборных гиперболоидных червячных зуборезных инструментов с рейками, формообразующий профиль которой имеет головку и ножку, соответствующие профилю зуба рейки, производной от профиля нарезаемых ею зубьев, а для удвоения количества перестановок пластин после износа режущих кромок их профиль сдвоен снизу с таким же симметричным профилем и имеет на оси их симметрии центральное отверстие, при этом вдоль вершинных и боковых режущих кромок пластина выполнена с задними углами αбок=3…18°, отличающаяся тем, что в средней части ее профиля вокруг отверстия выполнены правый и левый дополнительные участки с боковыми выступами, ширина которых вместе с пластиной не превышает одного шага зубьев рейки.
20. Сменная поворотная неперетачиваемая режущая пластина для сборных гиперболоидных червячных зуборезных инструментов с рейками, формообразующий профиль которой имеет головку и ножку, соответствующие профилю зуба рейки, производной от профиля нарезаемых ею зубьев, отличающаяся тем, что ее нижняя часть для базирования на рейке выполнена угловой или трапецеидальной с уменьшением высоты до 0,5…0,1 высоты верхней части пластины, а для ее базирования в канавках корпуса углы профиля нижней части трапеции больше, чем угол подъема винтовой линии основного червяка зуборезного инструмента.
21. Сменная режущая пластина по п. 20, отличающаяся тем, что на передней поверхности вдоль ее вершинных режущих кромок выполнены дуговые выемки шириной 1…3 мм, которые образуют положительный передний угол γ=3…18°, а между выемками и режущими кромками выполнены укрепляющие ленточки шириной 0,2…1,2 мм с нулевым или отрицательным передним углом -γ=αбок.
22. Способ обработки зубчатых колес, включающий использование сборного гиперболоидного червячного зуборезного инструмента, содержащего корпус и режущую часть из вставных зубчатых реек, введенных в канавки, выполненные на этом корпусе по нормали к углу γо подъема винтовой линии основного червяка на его начальном цилиндре диаметром do, и закрепленных на этих рейках поворотных сменных режущих пластин с профилем, соответствующим профилю зубьев зубчатой рейки, отличающийся тем, что после преимущественного износа правых или левых сторон режущих кромок указанных сменных режущих пластин, первоначально установленных на рейке на свою опорную поверхность, осуществляют их перестановку с правой на левую сторону рейки, или наоборот.
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| Сборная червячная фреза | 1989 |
|
SU1689000A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОБОДА КОЛЕСА РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2487001C1 |

