(54) МЕТЧИК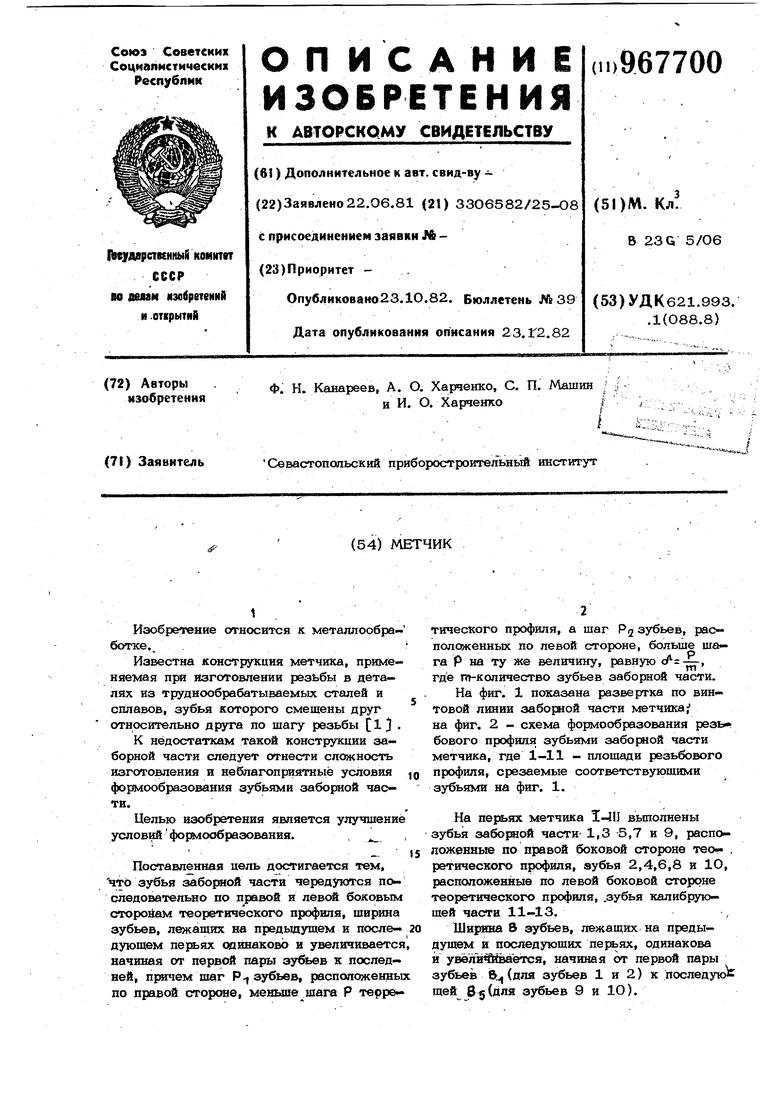
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1981 |
|
SU1022786A2 |
| Метчик | 1982 |
|
SU1049210A1 |
| Способ нарезания внутренних резьб и устройство для его осуществления | 1985 |
|
SU1311877A1 |
| Метчик | 1981 |
|
SU952490A1 |
| Метчик | 1980 |
|
SU979046A1 |
| Метчик для нарезания крупных цилиндрических резьб | 1983 |
|
SU1144814A1 |
| Бесстружечный метчик | 1982 |
|
SU1013063A2 |
| Способ нарезания внутренних резьб и метчик для осуществления способа | 1980 |
|
SU942914A1 |
| Бесстружечный метчик | 1980 |
|
SU946756A1 |
| Сборный метчик | 1984 |
|
SU1284746A1 |
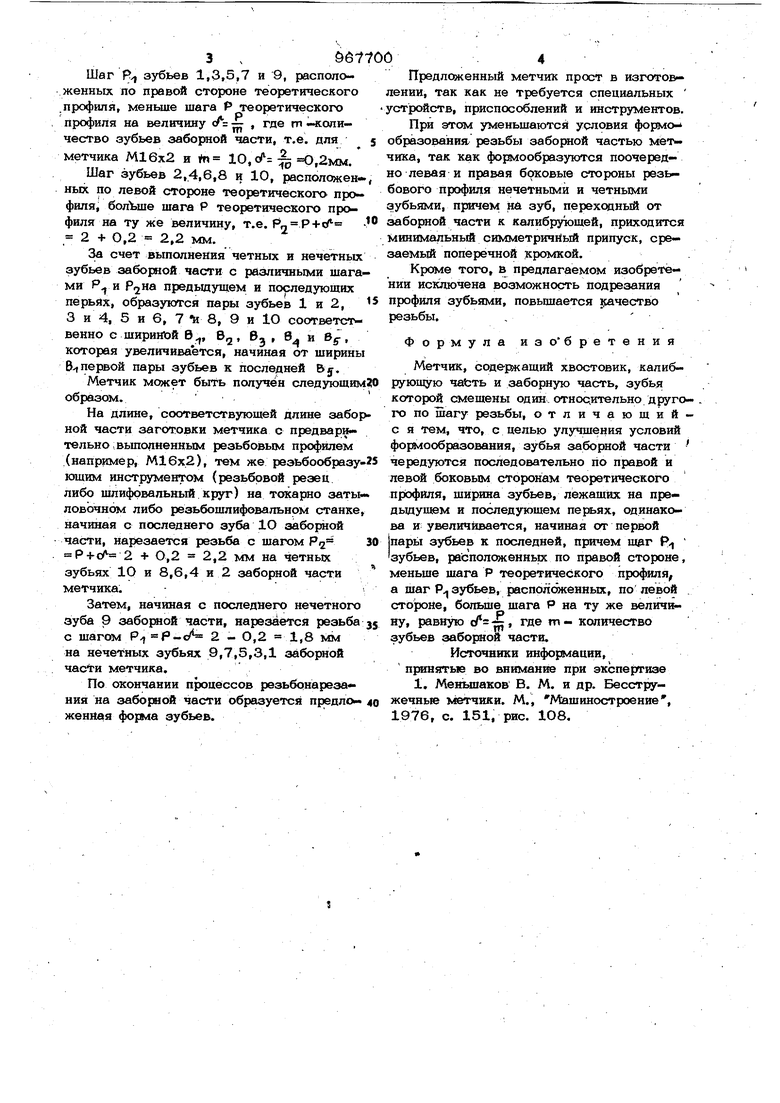
Изобретение относится к металлообработке. Известна конструкция метчика, применяемая при изготовлении резьбы в деталях из труднообрабатываемых сталей и сплавов, зубья которого смещены друг относительно друга по шагу резьбы К недостаткам такой конструкции заборной части следует отнести сложность изготовления и неблагоприятные условия формообразования зубьями заборной части. Целью изобретения является улучшение условий формообразования., Поставленная цель достигается тем, что зубья заборной части чередуются последовательно по правой и левой боковым сторожам теоретического профиля, ширина зубьев, лежащих на предыдущем и последующем перьях оайнаково и увеличивается начиная от первой пары зубьев к последней, причем шаг Р. зубьев, расположенных по правой стороне, меныпе шага Р терретического профиля, а шаг Р,2 зубьев, расположенных по левой стороне, больше шага Р на ту же величину, равную , где т-количество зубьев заборной части. На фиг. 1 показана развертка по винтовой линии заборной части метчика jf на фиг. 2 - схема формообразования резьбового профиля зубьями заборной части метчика, где 1-11 - площади резьбового профиля, срезаемые соответствующими зубьями на фиг. 1. На пе1ЯэЯХ метчика 1.411 выполнены зубья заборной части- 1,3 5,7 и 9, расположенные по правой боковой стороне тео- , ретического профиля, эубья 2,4,6,8 и 10, расположенные по левой боковой стороне теоретического профиля, .зубья калибрующей части 11-13. Ширина 8 зубьев, лежащих на предыдущем и последующих перьях, одинакова и уввли«)йвается, начиная от первой пары зубьев 16. (для зубьев 1 и 2) к последyrat щей в(для зубьев 9 и 10). 3 .5et Шаг p., зубьев 1,3,5,7 и 9, расположенных по правой стороне теоретического ,профиля, меныие шага Р теоретического профиля на величину / - , где гп -количество зубьев заборной части, т.е. для метчика Ml6x2 и М 10,V ),2мм. Шаг зубьев 2,4,6,8 и 10, расположен-. ных по левой стороне теоретического профиля больше шага Р теоретического профиля на ту же величину, т.е. Р„ Р+сЛ 2 + 0,2 2,2 мм. За счет выполнения четных и нечетных зубьев заборной части с различными шагами Р и предьщущем и последующих перьях, образуются пары зубьев 1 и 2, 3 и 4, 5 и 6, 7 -и 8, 9 и 1О соответственно с шириной В.,, 6,2, Bj , 8 и Bg-, которая увеличивается, начиная от ширины В первой пары зубьев к последней By. Метчик может быть получен следующим образом. На длине, соответствующей длине забо| ной части заготовки метчика с предварительно .вьшопненньш резьбовым профилем (например. Ml6x2), тем же резьбообразующим инструментом (резьбовой резец либо шлифовальный круг) на токарно заты- ловочном либо резьбошлифовальном станке начиная с последнего зуба 1О заборной части, нарезается резьба с шагом Pf 2 О,2 2,2 мм на четньвс зубьях 1р и 8,6,4 и2 заборной части метчика.Затем, начиная с последнего нечетного зуба 9 забортой части, нарезается резьба с шагом 2 - 0,2 1,8 мм на нечетных зубьях 9,7,5,3,1 заборной часТи метчика. По окончании процессов резьбонареза- ния на заборной части образуется предло женйая форма зубьев. 0 Предложенный метчик прост в изготовлении, так как не требуется специальных устройств, приспособлений и инструментов. При этом уменьшаготсй условия формо- образования резьбы заборной частью мётчика, так как формообразуются поочеред- но левая и правая боковые стороны резьбового профиля нечетными и четными зубьями, причем на зуб, переходньй от заборной части к калибрующей, приходится минимальный симметричйый припуск, срезаемый поперечной кромкой, Кроме того, в предлагаемом изобретении исключена возможность подрезания профиля зубьями, повьшхается ачество резьбы. изобретения Ф о р м у л а Метчик, содержащий хвостовик, калибрующую ча4зть и заборную часть, зубья которой смещены один относительно другого по шагу резьбы, отличающийс я тем, что, с целью улучшения условий формообразования, зубья заборной части чередуются последовательно lio правой и левой боковым сторонам теоретического профиля, ширина зубьев, лежащих на пре дьщущем и последующем перьях, одинакова и увеличивается, начиная от первой парь зубьев к последней, причем шдг Р зубьев, расположбнньрс по правой стороне, меньше шага Р теоретического профиля, а шаг Р зубьев, расположенных, по левой . стороне, больше шага Р на ту же величиравную с/ -, где т- количество ну. зубьев заборной части. Источники информации, принятые во внимание при экспертизе 1, Меныпаков В. М. и др. Бесстружечные метчики. М., Машиностроение, 1976, с. 151, рис. 108.
