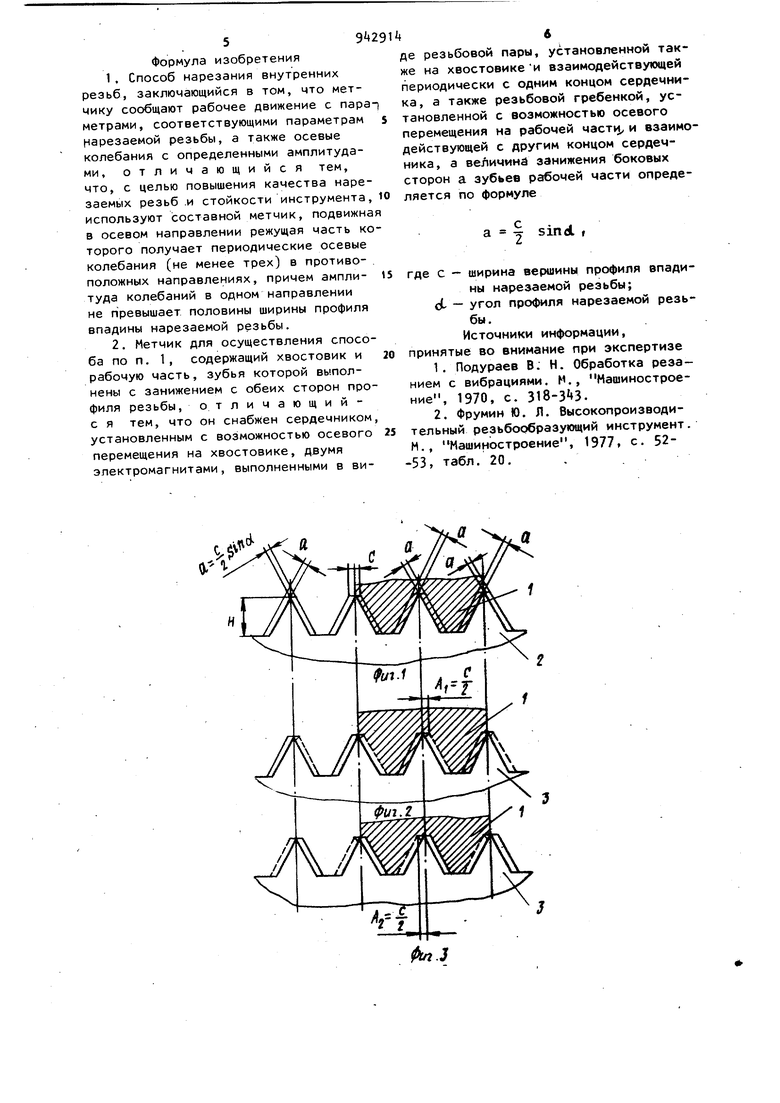
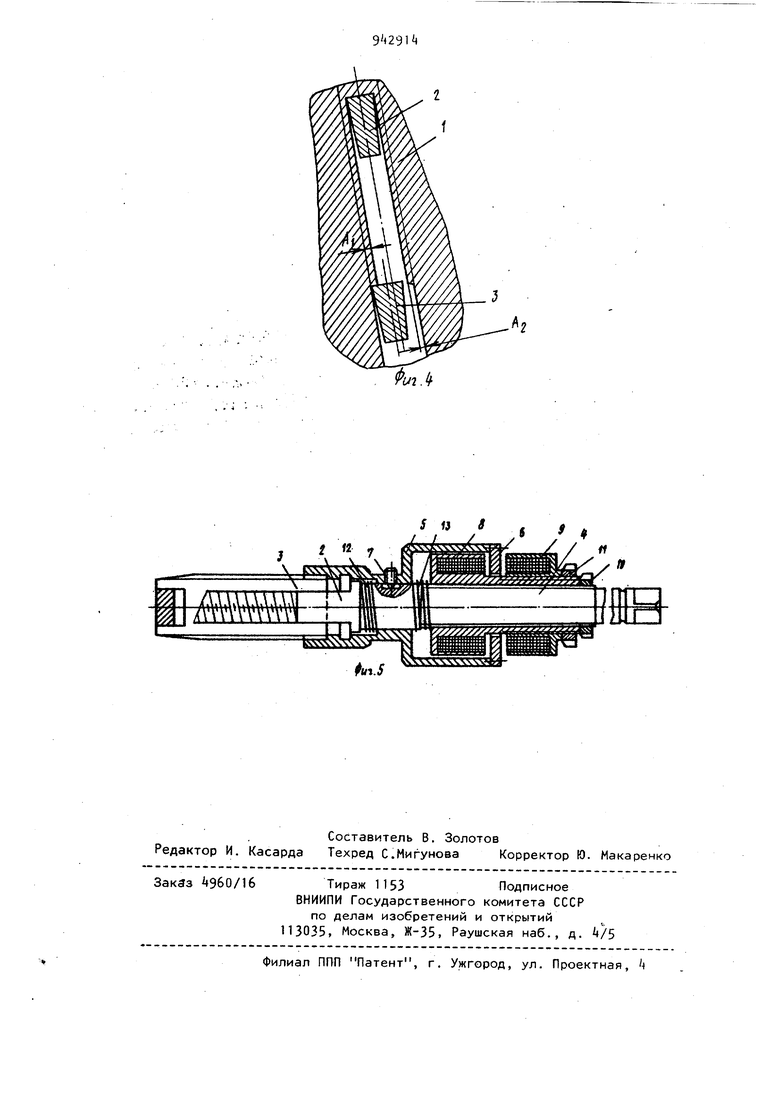
Изобретение относится к машиностроению и может быть использовано в станках для нарезания резьбы метчиком. Известен способ нарезания внутрен них резьб, заключающийся в том, что метчику сообщают рабочее движение с параметрами, соответствующими параме рам нарезаемой резьбы, а также осевы колебания с определенными амплитудами СПИзвестен метчик для осуществления этого способа, содержащий хвостовик и рабочую часть, зубья которой выпол нены с занижением с обеих сторон профиля резьбы С2. Способ позвол)ет в некоторой степени повысить качество резьбы при обработке труднообрабатываемых материалов. Однако метчик при этом, является составной частью упругой сист мы, вдоль которой с большой частотой следуют волны продольного растяжения и сжатия, которые, в свою очередь. за счет эффекта Пуансона трансформируются соответственно в поперечное сжатие или растяжение стержня метчика, приводят к снижению его Стойкости увеличению микронеровности, изменению геометрических параметров нарезаемой резьбы. Такой метчик осуществляет только предварительное ( черновое) Формообразование резьбового профиля, после этого используются чистовые метчики, что приводит к потере производительности и не обеспечивает необходимого качества нарезаемой резьбы. Цель изобретения - повышение качества нарезаемых резьб и стойкости инструмента. Эта цель достигается тем, что в способе нарезания внутренних резьб используют составной метчик, подвижная в осевом направлении режущ ая часть которого получает периодические осевые колебания (не менее трех) в противоположных направлениях, при. чем амплитуда колебаний в одном направлении не превышает половины шири ны профиля впадины нарезаемой резьбы Для осуществления способа, метчик снабжен сердечником, установленным с возможностью осевого перемещения на хвостовике, двумя электромагнитами выполненными в виде резьбовой пары, установленной также на хвостовике и взаимодействующей периодически с одним концом сердечника, а также рез бовой гребенкой, установленной с возможностью осевого перемещения на рабочей части и взаимодействующей . с другим концом сердечника, а величина занижения боковых сторон а зубье рабочей части определяется по формуле а J sin dL I с - ширина вершины профиля впадины нарезаемой резьбы; oL - угол профиля нарезаемой резьбы. На фиг. 1-3 показаны схемы работы рабочей части метчика; на фиг. k совмещенная схема работы зуба и гребенки метчика; на фиг. 5 конструкция метчика для осуществления предла гаемого способа. На фиг. I приняты следующие обо значения: а- занижение боковых ctoрон зубьев метчика; с - ширина верши ны профиля впадины нарезаемой резьбы cL - угол профиля нарезаемой резьбы; Н -- стандартная высота профиля резьбы; Л, - амплитуда групповых колебаний I в одну сторону профиля; Aj - амплитуда групповых колебаний II в другую сторону профиля. Метчик содержит рабочую часть 2 и хвостовик Ч, причем в продольном сквозном пазу рабочей части 2 устано лена с возможностью осевого перемеще ния резьбонарезная гребенка 3, взаимодействующая с резьбовой поверхностью корпуса 5, сердечника 6, установленного посредством винта 7 с воз можностью осевого перемещения на хво стовике k. На резьбовой поверхности хвостовика k установлен электромагни 8, а на резьбовой поверхности послед него установлен электромагнит 9. Электромагниты зафиксированы гайками 10 и 11. Между хвостовиком k, корпусом 5 и электромагнитом 8 установлены пружины 12 и 13Предлагаемый способ осуществляется следующим обрззом. Метчик устанавливают в шпинделе резьбонарезного станка и сообщают рабочее движение (вращение и согласованное с ним осевое перемещение). Зубья 2 .рабочей части метчика в обрабатываемой детали 1 формообразуют резьбовой профиль шире теоретического на величину с (фиг. 1). Одновременно с этим в обмотку электромагнита 9 подают переменное напряжение. Сердечник 6 получает серию осевых колебаний и передает их корпусу 5 с резьбонарезной гребенкой 3, зуб.ья которой, совершая колебания вдоль оси метчика с амплитудой Ах| i формообразуют боковую сторону профиля резьбы в детали , снимая припуск шириной а (фиг. 2). После этого переключают питание с обмотки электромагнита 9 на обмотку электромагнита 8. Сердечник 6 получает серию осевых колебаний (не менее трех), направленных в другую сторону профиля и зубья резьбонарезной гребенки 3, совершая колебания с амплитудой формообразуют оставшуюся боковую сторону профиля резьбы в детали 1, снимая припуск шириной а (фиг. 3). Далее серии колебаний чередуются между собой, происходит обработка резьбы детали на заданную глубину, после чего происходит реверсирование. - Предлагаемый способ нарезания внутренних резьб и метчик для его осуществления позволяет повысить качество нарезаемых резьб, так как профиль резьбы метчика занижен по ширине и не позволяет разбивать резьбу; осевые колебания зубьев резьбонарезной гре- . бенки позволяют уменьшить контактное трение между метчиком, и нарезаемой резьбой, улучшить условия стружкоудаления; обеспечивается возможность получать резьбы с различной шириной профиля, так как амплитуду колебаний можно менять в необходимых пределах. Кроме того, можно производить обработку резьб, подлежащих нанесению защитных покрытий. Для этого необходимо учитывать толщину покрытия в величине амплитуды. Кроме того, уменьшаются потери от брака и увеличивается стойкость метчика, так как уменьшается износ зубьев по задней поверхности, повышается точность обработки. Износившуюся резьбонарезную гребенку можно заменить новой, установленной на ее место, что значительно сокращает расход инструментального материала.
Формула изобретения
1,Способ нарезания внутренних резьб, заключающийся в том, что метчику сообщают рабочее движение с пара-) метрами, соответствующими параметрам 5 нарезаемой резьбы, а также осевые колебания с определенными амплитудами, отличающийся тем, что, с целью повышения качества нарезаемых резьб .и стойкости инструмента, Ю используют составной метчик, подвижная
в осевом направлении режущая часть которого получает периодические осевые колебания (не менее трех) в противо- . положных направлениях, причем ампли- 5 туда колебаний в одном направлении не превышает половины ширины профиля впадины нарезаемой резьбы.
2,Метчик для осуществления способа по п. 1, содержащий хвостовик и 20 рабочую часть, зубья которой выполнены с занижением с обеих сторон профиля резьбы, отличающийс я тем, что он снабжен сердечником, установленным с возможностью осевого 25 перемещения на хвостовике, двумя электромагнитами, выполненными в
де резьбовой пары, установленной также на хвостовикеи взаимодействующей периодически с одним концом сердечника, а также резьбовой гребенкой, установленной с возможностью осевого перемещения на рабочей част, и взаимодействующей с другим концом сердечника, а ве/1ичинд занижения боковых сторон а зубьев рабочей части определяется по формуле
а 2 sind ,
где с - ширина вершины профиля впадины нарезаемой резьбы; cJL - угол профиля нарезаемой резьбы.
Источники информации, принятые во внимание при экспертизе
1.Подураев В: Н. Обработка резанием с вибрациями. М., Машиностроение, 1970, с. 318-3 3.
2.Фрумин Ю. Л. Высокопроизводительный резьборбразующий инструмент. ., Машиностроение, 1977, с. 5253, табл. 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1980 |
|
SU942915A1 |
| Способ нарезания внутренних резьб и устройство для его осуществления | 1985 |
|
SU1311877A1 |
| Способ нарезания резьбы и винторезная головка для его осуществления | 1982 |
|
SU1057212A1 |
| Метчик | 1980 |
|
SU1038126A1 |
| Метчик | 1982 |
|
SU1049210A1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| Метчик | 1981 |
|
SU967700A1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| Устройство для нарезания резьбы | 1980 |
|
SU921729A1 |
| МЕТЧИК | 1998 |
|
RU2151673C1 |
лч а
