Изобретение относится к порошковой металлургии и может найти применение при производстве инструментов на основе алмаза.
Известна металлическая связка для алмазного инструмента ,. содержащая, вес.%; карбид хрома 20-75, карбид вольфрама 15-35, медь 5-35, металл подгруппы железа 3-10, металл, выбранный из группы олово, кремний 0,10-2,00, переходной металл IV-VI групп периодической системы элементов 0,01-0,50.
Недостатками указанной связи являются сложность технологического процесса получения инструмента с ее использованием, его высокая стоимость, а также низкая производительность и высокий удельный расход алмазов.
Наиболее близкой по технической сущности и достигаемому результату к изобретению является металлическая связка 2j, содержащая, вес.%: карбид вольфрама24-59, Кобальт 4-10, медь 30-57 и олово 7-13 .
Недостатком этой связки является сложность технологии изготовления и высокая стоимость алмазного инструмента, полученного с ее использованием, высокий удельный расход гшмазов и низкая производительность процесса резания.
Цель изобретения - упрощение технологии изготовления и снижение стоимости инструмента, а также уменьшение удельного расхода алмазов и повышение производительности обработки. Поставленная цель достигается тем,
10 Что металлическая связка для алмазного инструмента, содержащая карбид вольфрама, олово и медь, дополнительно содержит буру при следующем соотношении компонентов, вес.%:
15 Карбид вольфрама 5,0-20,0 Олово5,0-20,0
Бура0,1-2,0
МедьОстсШьное
Соотношение размеров частиц кар20бида вольфрама и алмаза составляет 1,0-2,0.
Введение в состав металлической связки буры, а также использование порошков карбида вольфрама с разме25ром зерен, лежащих в указанных пределах, позволяет снизить температуру спекания при изготовлении инструмента, исключает необходимость проведения процесса спекания в специальной защитной атмосфере, что существенно
30
упрощает технологию производства инструмента и рнижает его стоимость.
Технология изготовления металлической связки предложенного состава состоит в следующем.
После дозировки составных частей связки в указанном соотношении компоненты смешивают в смесителях, после чего добавляют навеску алмазного порошка в соответствии с типоразмером инструмента, концентрацией и зернистостью. Полученную абразивную смес тщательно перемешивают. Холодное прессование осуществляют в разъемных пресс-формах при давлении 120-150 МПа Пресс-форму с изделием помещают в нагретую печь и спекают при ЗвО-ббО С с выдержкой 1,5-2 ч. Вынимают прессформу из печи и производят допрессовку изделий при давлении 100-150 МПа. После охлаждения пресс-формы производят распрессовку.
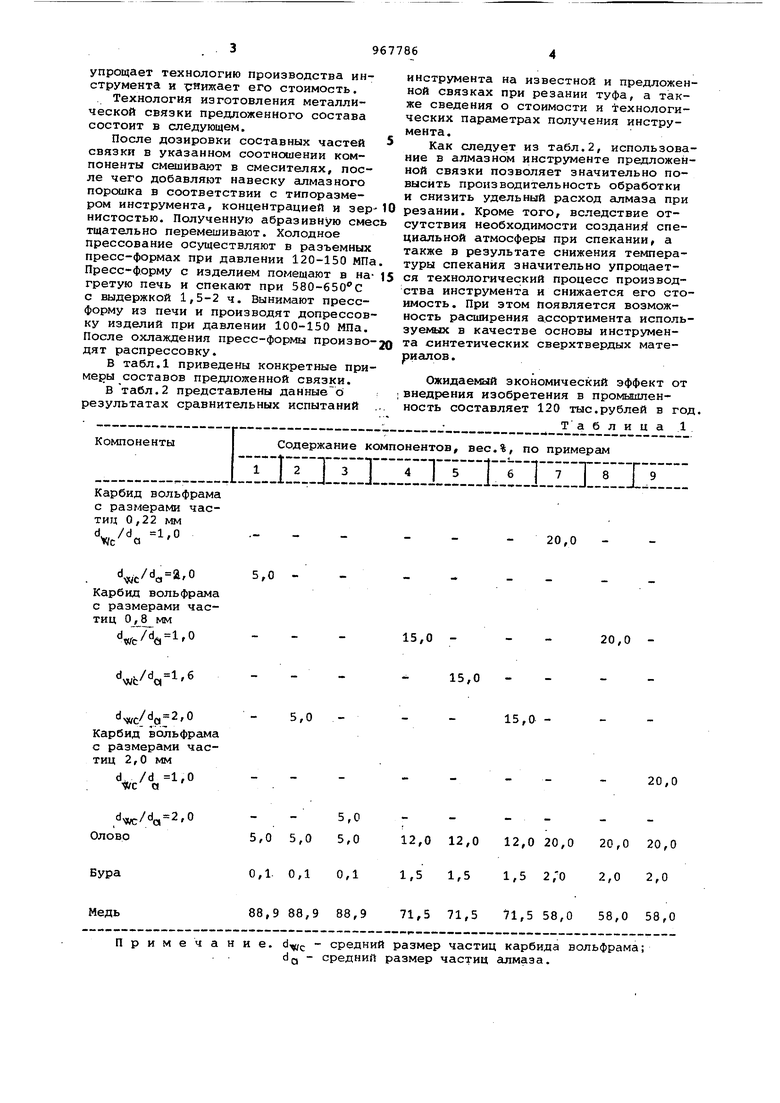
В табл.1 приведены конкретные примеры составов предложенной связки.
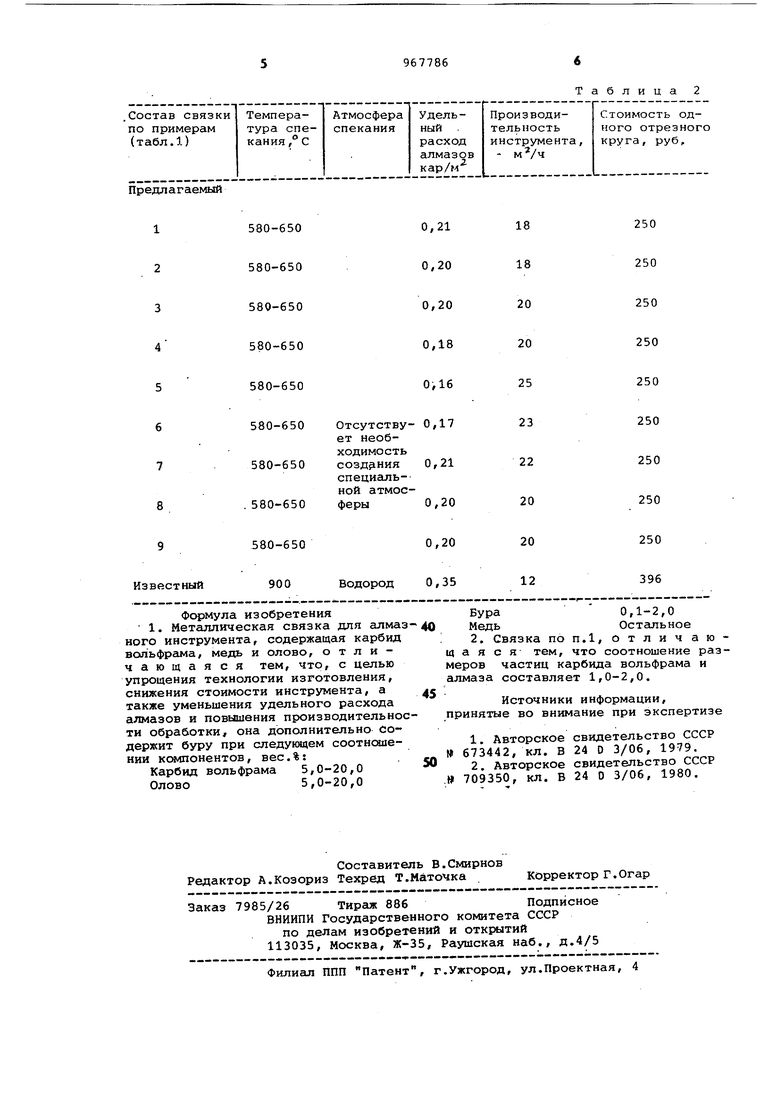
Втабл.2 представлены данные Ь результатах сравнительных испытаний
инструмента на известной и предложенной связках при резании туфа, а также сведения о стоимости и технологических параметрах получения инструмента.
Как следует из табл.2, использование в алмазном инструменте предложенной связки позволяет значительно повысить производительность обработки и снизить удельный расход алмаза при резании. Кроме того, вследствие отсутствия необходимости создани; специальной атмосферы при спекании, а также в результате снижения температуры спекания значительно упрощается технологический процесс производства инструмента и снижается его стоимость. При этом появляется возможность расширения ассортимента используемых в качестве основы инструмента синтетических сверхтвердых материалов .
Ожидаемый экономический эффект от ;внедрения изобретения в промышленность составляет 120 тыс.рублей в год
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Связка для изготовления алмазного инструмента | 2019 |
|
RU2725485C1 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2009 |
|
RU2432250C2 |
| Связка для изготовления алмазного инструмента | 2022 |
|
RU2827866C2 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2005 |
|
RU2286243C1 |
| СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2010 |
|
RU2432247C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 1991 |
|
RU2008188C1 |
| КОМПОЗИЦИОННЫЙ АЛМАЗОСОДЕРЖАЩИЙ МАТЕРИАЛ ИНСТРУМЕНТАЛЬНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2534713C2 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2005 |
|
RU2286241C1 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2005 |
|
RU2286242C1 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
Карбид вольфрама с размерами частиц 0,22 мм
V/« °
,a,o
Карбид вольфрама с размерами частиц 0,
,1б
d,j,./d(j| 2,0
Карбид вольфрама с размерами частиц 2,0 мм
,
- - 5,0
/d 2,0 5,0 5,0 5,0
0,1. 0,1 0,1 88,9 88,9 88,9 71,5 71,5 71,5 58,0 Примечание, d dg 20,0
20,0 15,0 15,0
15,0 20,0
12,0 12,0 12,0 20,0 20,0 20,0 1,5 1,5 1,5 2,0 2,0 2,0 средний размер частиц карбида вольфрама; средний размер частиц алмаза. 58,0 58,0
Предлагаемый
ного инструмента, содержащая карбид вольфргила, медь и олово, отличающаяся тем, что, с целью упрощения технологии изготовления, снижения стоимости инструмента, а также уменьшения удельного расхода алмазов и повышения производительно ти обработки, она дополнительно содержит буру при следунэдем соотношении кслтонентов, вес.%;
Карбид вольфрама 5,0-20,0 Олово5,0-20,0
Таблица
2, Связка по п.1, отличающая с Я тем, что соотношение размеров частиц карбида вольфрама и алмаза составляет 1,0-2,0.
Источники информации, принятые во внимание при экспертизе
