() СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ ИЗДЕЛИЙ В ФОРМЕ ТЕЛ ВРАЩЕНИЯ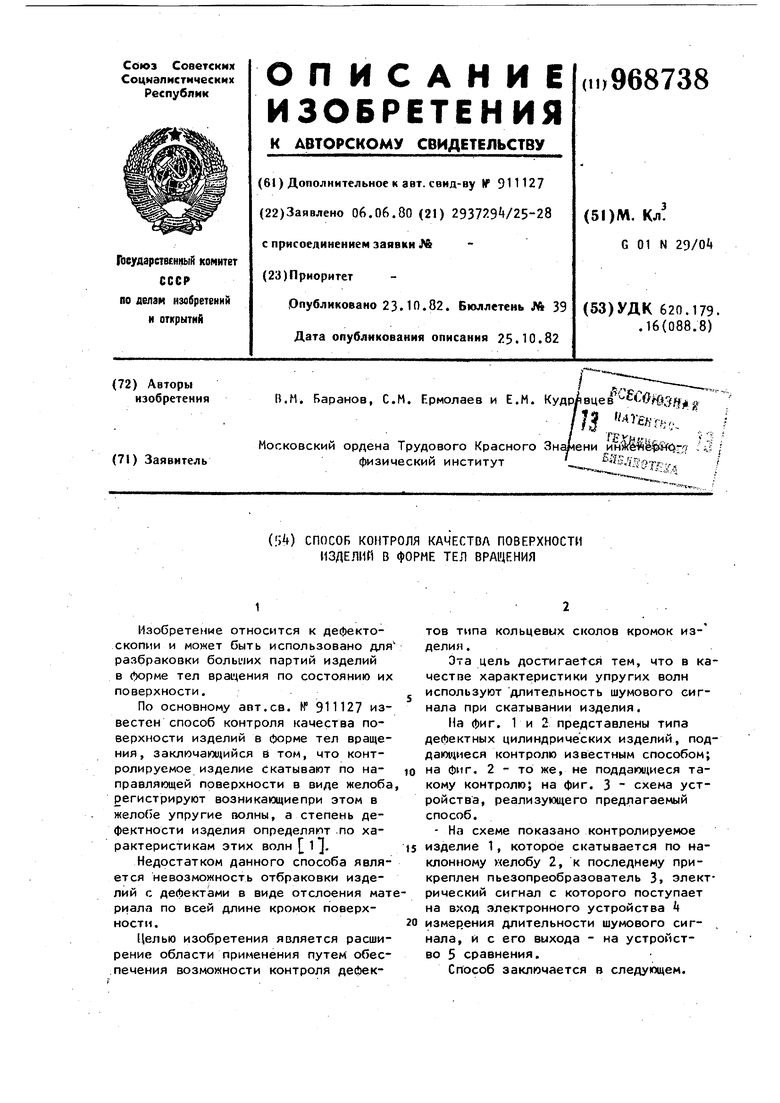
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества поверхности изделий в форме тел вращения | 1978 |
|
SU911127A1 |
| Устройство для контроля качества поверхности изделий | 1983 |
|
SU1116388A1 |
| Устройство для контроля качества изделий | 1984 |
|
SU1233042A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686488C1 |
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
| Способ промышленной ультразвуковой диагностики вертикально ориентированных дефектов призматической металлопродукции и устройство для его осуществления | 2015 |
|
RU2651431C1 |
| Способ обнаружения дефектов поверхности тел вращения | 1982 |
|
SU1158908A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ИЗДЕЛИЙ | 2001 |
|
RU2184373C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351925C1 |
| Способ выявления скрытых дефектов в композиционных материалах методом стоячих волн | 2023 |
|
RU2816673C1 |
1
Изобретение относится к дефектоскопии и может быть использовано для разбраковки больших партий изделий в форме тел вра1чения по состоянию их поверхности.
По основному ант.св. М° 911127 известен способ контроля качества поверхности изделий в форме тел вращения, заключающийся в том, что контролируемое изделие скатывают по на- ю правляющей поверхности в виде желоба, регистрируют возникающиепри этом в желобе упругие волны, а степень дефектности изделия определяют по характеристикам этих волн 13- ts
Недостатком данного способа является невозможность отбраковки изделий с дефектами в виде отслоения материала по всей длине кромок поверхности.20
Целью изобретения является расширение области применения путем обеспечения возможности контроля дефектов типа кольцевых сколов кромок изделия .
Эта цель достигается тем, что в качестве характеристики упругих волн используют длительность шумового сигнала при скатывании изделия.
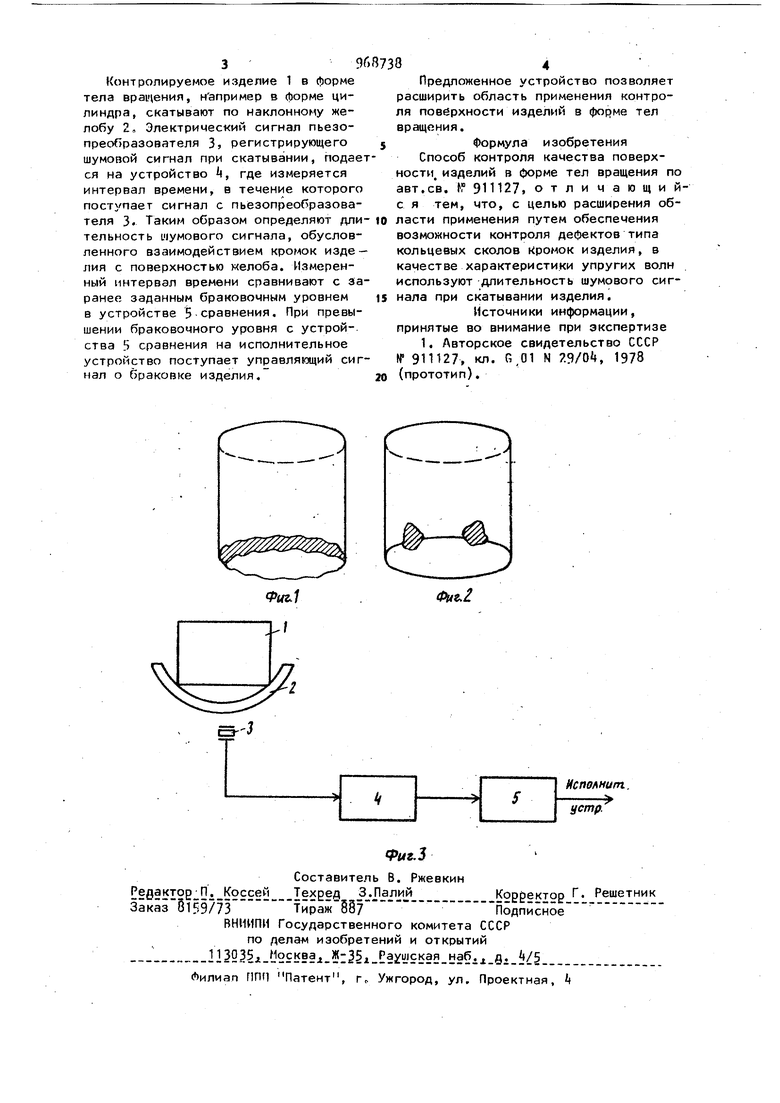
На фиг. 1 и 2 представлены типа дефектных цилиндрических изделий, поддаЮ1циеся контролю известным способом; на фиг. 2 - то же, не поддающиеся такому контролю; на фиг. 3 схема устройства, реализующего предлагаемый способ.
- На схеме показано контролируемое изделие 1, которое скатывается по наклонному яелобу 2, к последнему прикреплен пьезопреобразователь 3. электрический сигнал с которого поступает на вход электронного устройства k измерения длительности шумового сигнала, и с его выхода - на устройство 5 сравнения.
Способ заключается в следующем. 39 Контролируемое изделие 1 в форме тела вращения, например в форме цилиндра, скатывают по наклонному желобу 2, Электрическт сигнал пьезопреобразоватепя 3, регистрирующего шумовой сигнал при скатывании, подае ся на устройство k, где измеряется интервал времени, в течение которого поступает сигнал с пывзопреобразователя 3. Таким образом определяют дли тельность шумового сигнала, обусловленного взаимодействием кромок изделия с поверхностью келоба. Измеренный интервал времени сравнивают с за ранее заданным браковочным уровнем в устройстве 5-сравнения. При превышении браковочного уровня с устрой-, ства S сравнения на исполнительное устройство поступает управляющий сиг нал о браковке изделия. 8 Предложенное устройство позволяет расширить область применения контроля поверхности изделий в форме тел вращения. формула изобретения Способ контроля качества поверхности, изделий в форме тел вращения по авт.св. 11° 911127, отличающийс я тем, что, с целью расширения области применения путем обеспечения возможности контроля дефектов типа кольцевых сколов Кромок изделия, в качестве характеристики упругих волн используют длительность шумового сигнала при скатывании изделия. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 911127, кл. R,01 N .Э/Q, 1978 (прототип).
Фие.
