Изобретение относится к области неразрушающего контроля, а именно к средствам для ультразвуковой (УЗ) диагностики вертикально ориентированных дефектов в прикромочной зоне. Основной областью применения технического решения является промышленная высокопроизводительная потоковая диагностика трещин в такой призматической металлопродукции любых марок сталей как сляб, блюм, поковка, а также металлопрокат, лист и рулон.
Вертикально ориентированные дефекты в виде несплошностей типа трещина относятся к категории высокоопасных и трудновыявляемых дефектов металлопродукции. Дефект называют вертикально ориентированным или просто вертикальным, если он расположен преимущественно по нормали к поверхности тела. На практике такие дефекты встречаются по всей толщине тела, что определяет важность диагностики дефектов этого вида и одновременно с этим требует проведения сплошного контроля по всей толщине объекта.
Известны следующие основные методы УЗ контроля для выявления и диагностики вертикально ориентированных дефектов.
Дифракционно-временной метод (ДВМ), описание принципа которого представлено, в частности, в патентном документе US 6606910 В1 от 19.08.2003, получающий в настоящее время все большее распространение, чувствителен практически к любому виду дефектов, включая вертикально ориентированные. ДВМ включает излучение наклонной УЗ волны, регистрацию отдельным преобразователем дифрагированных на несплошности УЗ волн и анализ времени их распространения. Однако ДВМ подвержен действию шумов от зерен металла в материале контролируемого изделия и неоднородности структуры металла, а также влиянию электрических помех. ДВМ требует применения контактного приемного пьезоэлектрического преобразователя (ПЭП), что исключает возможность контроля в промышленных условиях объектов с неровной поверхностью, например, из-за технологических причин, включая окалину. Также к недостаткам ДВМ в его классическом понимании традиционно относят присутствие недоступных для контроля приповерхностных, придонных, а также краевых так называемых «мертвых» зон, недоступных для контроля, что связано с наклонным вводом объемной УЗ волны. Известны попытки уменьшения размера «мертвых» зон контроля, в частности, приповерхностной «мертвой» зоны путем спектрального анализа данных (CN 103543208 А от 29.01.2014) и дополнения ДВМ использованием головной волны (US 7168322 В2 от 30.01.2007), что однако не делает ДВМ полностью свободным от этого серьезного недостатка. Также для ДВМ критично качество акустической связи между излучающим и приемным преобразователями, определяемое точностью их соосности. Однако в промышленных условиях сохранить правильное позиционирование преобразователей практически невозможно из-за вибрации, сопровождающей реальный процесс производства металлопродукции. Вибрация сбивает юстировку преобразователей и тем самым делает ДВМ контроль недостоверным.
Дельта-метод (ДМ), являющийся разновидностью зеркального метода, высокочувствителен к вертикально ориентированным дефектам. Объект контроля прозвучивают наклонным УЗ пучком и регистрируют переизлученные краями несплошности УЗ волны, учитывая при этом сигнал от донной поверхности объекта контроля. Применение ДМ описано, в том числе, в US 8051717 B2 от 08.11.2011. Однако ДМ применим для контроля вертикально ориентированных дефектов только в средней части объекта контроля из-за присущих ДМ «мертвых» зон контроля. Причем контроль объектов толщиной более 15 мм затруднен из-за сложности настройки чувствительности и оценки величины дефектов. Помимо этого при контроле малых толщин измерительные сигналы сливаются из-за недостаточной разрешающей способности ДМ. Так как ДМ требует применения ПЭП, то ДМ невозможно использовать для контроля объектов, имеющих на поверхности технологические неровности, характерные для обычных промышленных условий. Также к недостаткам ДМ относится низкая скорость сканирования из-за необходимости раздельного перемещения излучающих и приемных преобразователей. По этой причине контроль в движении практически невозможен, что обуславливает неприемлемо низкую производительность ДМ в промышленных условиях. ДМ находит применение для контроля сварных соединений, когда объем контроля ограничен сварным швом, так как необходимо установить связь между излучателем и приемником, обеспечивая сканирование определенного сечения тела. Вследствие чего ДМ не применим при контроле призматической металлопродукции даже на ширину до 1000 мм по причине невозможности настройки стабильного акустического тракта и получения достаточного полезного сигнала для сплошного контроля металлопродукции.
Не лишен «мертвых» зон контроля и известный под названием «тандем» вариант зеркального эхо-метода, описание принципа которого дано, в частности, в US 8578580 В2 от 12.11.2013. «Тандем» считается наиболее достоверным при обнаружении вертикально ориентированных дефектов, особенно плоскостных. Объект контроля сканируют с применением двух наклонных преобразователей, выступающих в качестве излучателя и приемника, характеризующихся равными углами преломления в плоском теле и направленностью УЗ пучков в одинаковом направлении. При этом плоскость, в которой лежат оси УЗ пучков, перпендикулярна поверхности ввода. Регистрируют УЗ импульс, зеркально отраженный сначала от несплошности, а затем от донной, то есть обратной, поверхности объекта контроля. «Тандем» на практике применим для контроля объектов толщиной более 40 мм. Контроль в движении затруднен из-за недостоверности результатов, так как измерительные сигналы возникают только при наличии несплошностей, при отрыве преобразователя от поверхности объекта контроля происходит потеря акустического контакта и регистрируется ложное срабатывание. Поэтому «тандем» не может быть использован в промышленных условиях, связанных с большими объемами контроля.
Еще одним методом методом, позволяющим обнаруживать вертикально ориентированные дефекты, является зеркально-теневой метод (ЗТМ), работающий по ослаблению от дефекта амплитуды донного сигнала (SU 1056048 А1 от 23.11.1983). На практике донный сигнал выделяют при помощи стробирующего импульса. При попадании сигнала, многократно переотраженного от несплошности и поверхности ввода, в пределы стробирующего импульса, возникает опасность пропуска дефекта в «мертвой» зоне около поверхности ввода УЗ волны. Кроме того, ЗТМ применим для контроля объектов толщиной более 40 мм.
Однако при помощи известных методов контроль призматической металлопродукции в промышленных условиях не возможен по следующим причинам.
Все перечисленные методы характеризуются очень малой площадью сканирования, что ограничивает их практическое применение контролем сварного шва.
Эти методы имеют «мертвую» зоны, что приемлемо при контроле участка только под валиком сварного шва, так как изменение углов ввода для уменьшения «мертвой» зоны приведет к зарождению других видов УЗ волн.
Для получения информации контроля необходимо выставление излучателя и приемника для создания акустического тракта. В случае ПЭП с течением времени происходит истирание протектора, после чего дефектоскопист должен произвести притирку, определить реальный угол ПЭП и выставить повторно излучатель и приемник, что в условиях промышленного потокового контроля невозможно, как и применение иммерсионного метода создания акустического контакта.
При контроле не должно быть никаких вертикальных смещений объекта контроля, что также не выполнимо на производстве.
Известные методы крайне чувствительны к чистоте поверхности ввода, которая для получения приемлемого результата должна быть без окалины и грубой шероховатости.
Перечисленные методы чувствительны к структуре и зернистости объекта контроля из-за работы на практике на больших частотах прозвучивания.
Помимо основных методов УЗ контроля известен способ диагностики дефектов поверхностного слоя металлопроката и устройство для его осуществления по RU 2262689 С1 от 20.10.2005. Известный способ заключается в том, что по световодам к поверхности объекта контроля, представляющего собой, в частности, листовой прокат с ребрами поверхности, посылают импульсы лазерного излучения для генерирования волн Релея, облучают волной Релея дефект, регистрируют трансформированную дефектом УЗ волну, накладывают на объект контроля магнитное поле и регистрируют рассеянный дефектом магнитный поток, модулированный УЗ волной. О глубине, ориентации и раскрытии дефекта судят по амплитуде и поляризации трансформированной УЗ волны и переменной составляющей рассеянного магнитного потока. Причем изменяя взаимное расположение преобразователей и световодов осуществляют диагностику приповерхностных дефектов любой конфигурации. Как отмечается в RU 2262689 С1, способ весьма эффективен в практическом применении, так как, в частности, позволяет обнаруживать дефекты, которые другими способами не обнаруживаются или их обнаружение существенно затруднено. Однако один из существенных недостатков известного способа заключается в том, что он применим для контроля только поверхностных и подповерхностных трещин. То есть имеется «мертвая» зона, превышающая длину распространяющейся волны Релея. Регистрация УЗ волн предполагается при помощи электромагнитно-акустического преобразователя (ЭМАП) или ПЭП. В случае ЭМАП существует риск пропуска дефектов, так как выявление выполнимо только при нахождении ЭМАП непосредственно над дефектом, как изображено на схеме III, представленной в RU 2262689 С1 фиг. 4, что оказывается существенным недостатком при контроле на скорости. В свою очередь при использовании ПЭП важно создание акустического контакта при контроле, для чего необходима ровная поверхность для притирки преобразователя и объекта контроля, в противном случае возникнет потеря акустического контакта и достоверность контроля не будет обеспечена, что делает известный способ в варианте с ПЭП неприменимым для контроля объектов с неровной поверхностью, например, с окалиной. Используемая в способе по RU 2262689 С1 волна Релея, как любая волна такого вида, не распространяется вглубь объекта контроля, а как бы «облизывает» поверхность, что при наличии неровностей поверхности, окалины, либо грубой шероховатости будет постоянно приводить к регистрации ложных срабатываний дефектоскопа. На практике поверхностные волны релеевского типа применяют при отсутствии возможности проведения магнитного или капиллярного метода, то есть для обнаружения дефектов, непосредственно выходящих на поверхность ввода или залегающих на глубине не более длины волны, что не решает существующей проблемы металлургических производств, а именно, способ по RU 2262689 С1 не обеспечивает выявление внутренних и подповерхностных дефектов, глубина залегания которых превышает длину волны Релея. Также к недостаткам известного способа следует отнести сложность его реализации из-за применения лазерной техники и возможности приема сигнала от дефекта только при нахождении приемного преобразователя непосредственно над дефектом, что делает конструкцию сложной из-за большого количества необходимой электроники, включая генераторы, аналоговые цифровые преобразователи и мощную вычислительную технику. Кроме того, известное решение ограничено только контролем металлопроката, без охвата существующей в промышленности проблемы, связанной с дефектностью и в другой металлопродукции, такой как сляб, поковка, блюм, лист и рулон.
Таким образом ни один из известных способов не применим на практике для промышленной высокопроизводительной потоковой дефектоскопической диагностики из-за несоответствия предъявляемым требованиям в их совокупности.
Технической задачей является обеспечение в промышленных условиях достоверного УЗ контроля любой призматической металлопродукции, под которой понимаются объекты хотя бы часть которых имеет форму призмы.
Обеспечиваемый положительный эффект заключается, по отношению к техническому решению по RU 2262689 С1, в том, что:
• при УЗ диагностике вертикально ориентированных дефектов полностью устранены «мертвые» зоны контроля металлопродукции с ребрами поверхности;
• снижены требования к качеству поверхности объекта контроля;
• повышена достоверность диагностики, в частности, благодаря нечувствительности к вертикальным перемещениям объекта контроля в процессе движения и стойкости к вибрационным нагрузкам;
• способ и его осуществление упрощены с обеспечением при этом:
- возможности диагностики как продольных, так и поперечных вертикально ориентированных дефектов в однородной и неоднородной по своей структуре призматической металлопродукции, представляющей собой как тонкие, так и толстые тела, с толщиной менее 15 мм и более 40 мм соответственно;
- большой ширины сектора сканирования в прикромочной зоне до 1000 мм, дающей 100% плотность сканирования по площади.
• увеличена сплошность контроля и уменьшена вероятность пропуска дефекта при контроле в движении на скорости.
Указанное достигается благодаря тому, что способ УЗ диагностики вертикально ориентированного дефекта в объекте контроля с ребром поверхности характеризуется тем, что располагают прямой излучающий преобразователь и приемный преобразователь на сопряженных по ребру сторонах объекта контроля, прозвучивают данный объект излучающим преобразователем преимущественно под углом 90° к поверхности ввода и облучают при этом дефект продольными и/или поперечными УЗ волнами, регистрируют приемным преобразователем трансформированные на краях дефекта или дефекта и ребра поверхности объекта контроля продольные и/или поперечные УЗ волны, а о наличии и характеристиках дефекта судят по амплитуде и времени прихода указанных трансформированных волн.
В частном случае регистрируют приемным преобразователем волны после их трансформации на остром крае дефекта или ребра с телесным углом а от 15 до 135°.
В другом частном случае располагают излучающий и приемный преобразователи с соблюдением условий (1) и (2):

Где L - расстояние от акустической оси излучающего преобразователя до ребра поверхности объекта контроля.

Где h - расстояние от акустической оси приемного преобразователя до ребра поверхности объекта контроля;
H - толщина объекта контроля.
Также в частном случае выделяют трансформированные волны из условия (3):

Где Atr - амплитуда трансформированных волн, А0 - пороговый уровень.
Кроме того положительный эффект достигается благодаря тому, что устройство для УЗ контроля металлопродукции призматической формы содержит излучающий и приемный УЗ преобразователи, техническое средство для позиционирования и перемещения преобразователей и электронный блок для генерирования, усиления и обработки электрических сигналов, связанный с УЗ преобразователями. При этом данные преобразователи являются прямыми, техническое средство для их позиционирования и перемещения выполнено с возможностью расположения преобразователей на сопряженных по ребру поверхности сторонах тела призматической формы в плоскости, перпендикулярной указанному ребру, и линейного перемещения преобразователей с сохранением их взаимного положения вдоль упомянутого ребра. Причем электронный блок содержит функциональные узлы, обеспечивающие прозвучивание металлопродукции, регистрацию трансформированных на краях дефекта или дефекта и ребра поверхности металлопродукции продольных и/или поперечных УЗ волн, а также обработку измерительной информации.
В частном случае техническое средство для позиционирования и перемещения преобразователей выполнено с возможностью выставления расстояния от акустической оси излучающего преобразователя до ребра поверхности тела призматической формы из условия (1) и расстояния от акустической оси приемного преобразователя до ребра поверхности тела призматической формы из условия (2).
В другом частном случае излучающий преобразователь является ЭМАП или ПЭП, а приемный преобразователь представляет собой ЭМАП.
В еще одном частном случае техническое средство для позиционирования и перемещения преобразователей выполнено с возможностью выставления преобразователей без механического контакта с боковой поверхностью тела призматической формы.
В частном случае устройство содержит ряд излучающих и ряд приемных преобразователей, количество и расположение которых выбраны из условий обеспечения прозвучивания металлопродукции на ширину до 1000 мм от ребра ее поверхности и регистрации УЗ волн по всей толщине данной металлопродукции.
Также в частном случае функциональный узел для обработки измерительной информации выполнен с возможностью анализа амплитуд и времени прихода трансформированных продольных и/или поперечных УЗ волн от излучающего преобразователя.
В другом частном случае функциональный узел для обработки измерительной информации выполнен с возможностью выделения сигналов от трансформированных продольных и/или поперечных УЗ волн из условия (3).
Изобретение поясняется следующими иллюстрациями.
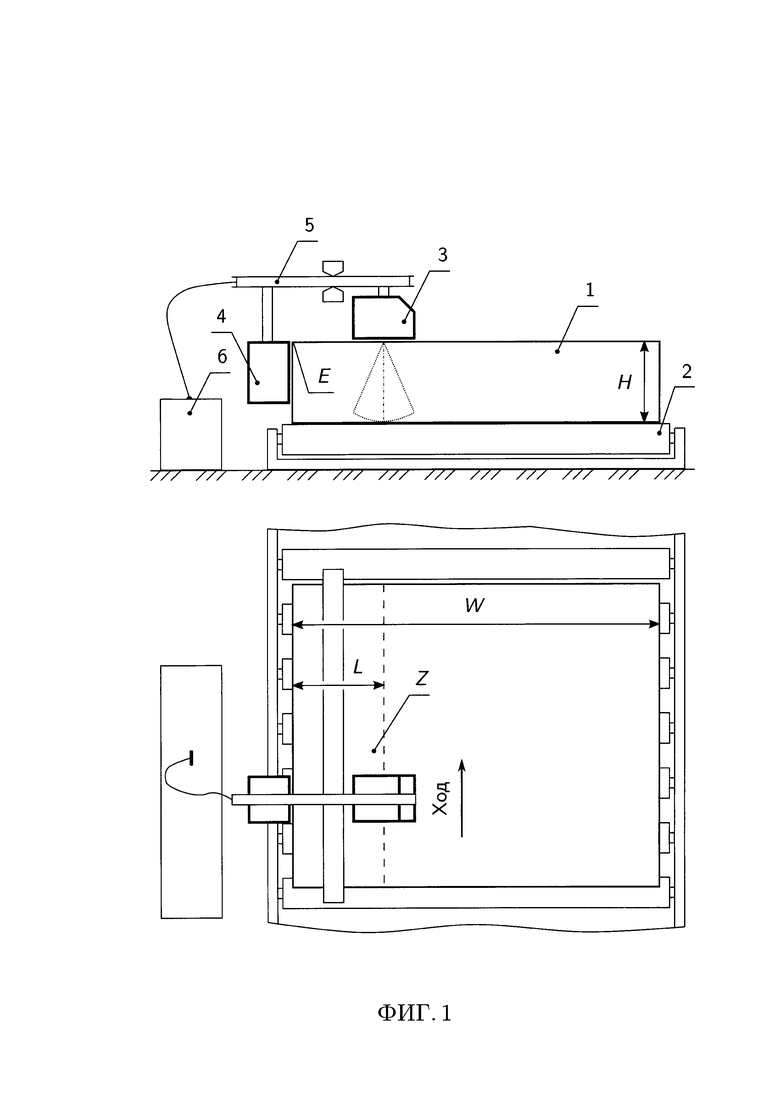
Фиг. 1: дефектоскопическое устройство в процессе сканирования, вид спереди и в плане.
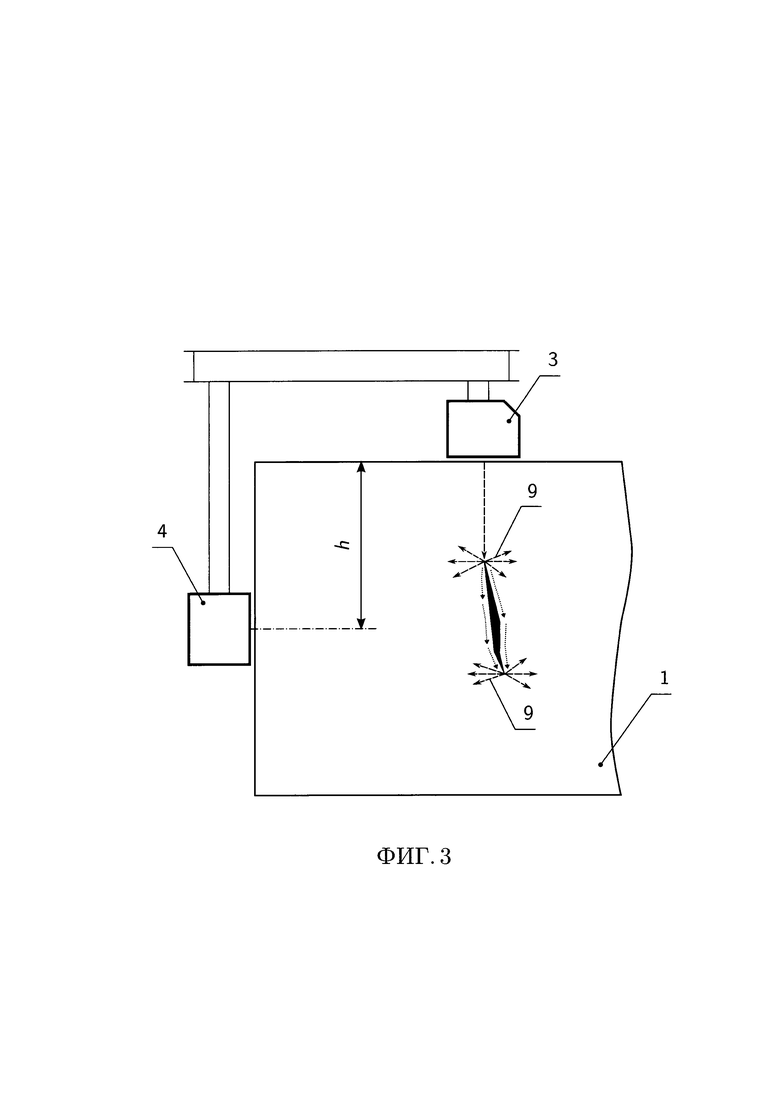
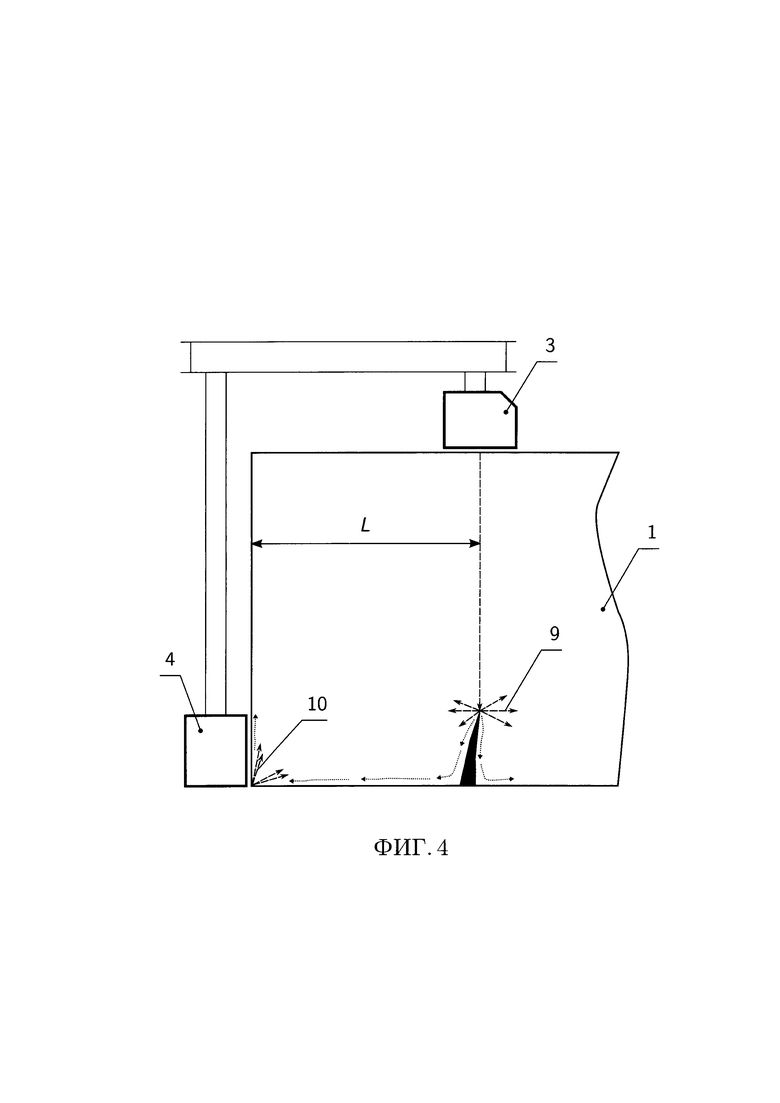
Фиг. 2-4: выявление и диагностика дефекта в приповерхностной, центральной и придонной зонах объекта контроля, вид спереди.
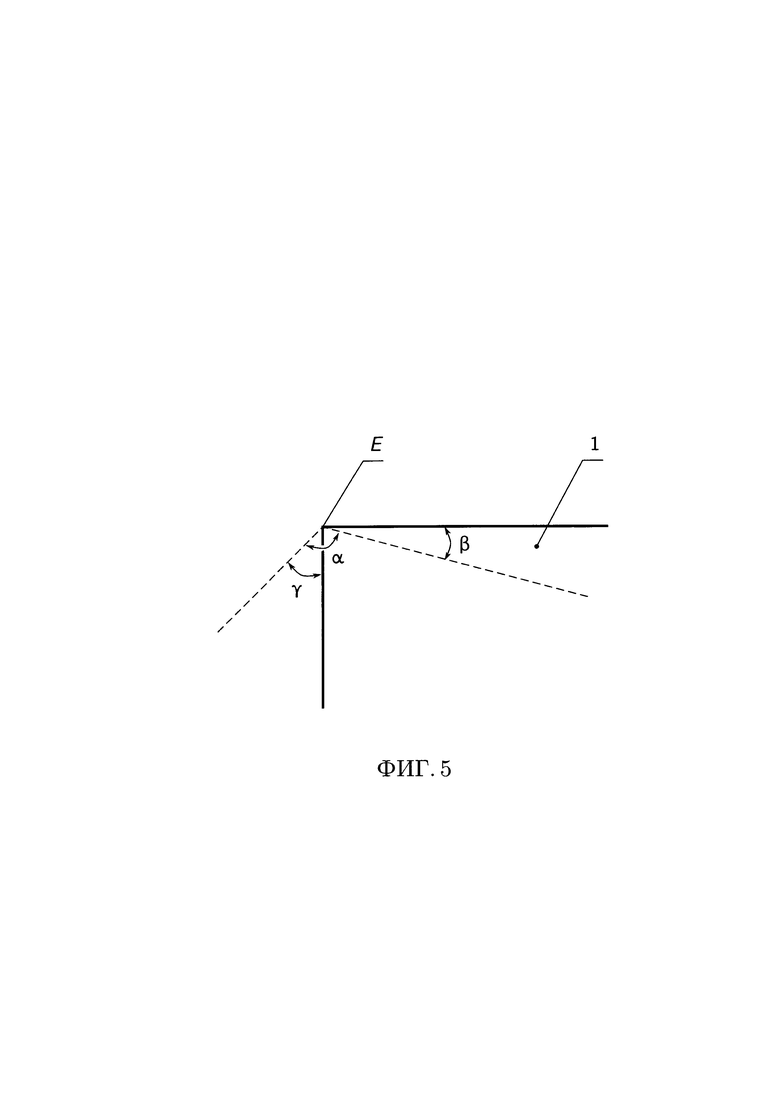
Фиг. 5: угловой диапазон ребра объекта контроля, вид спереди.
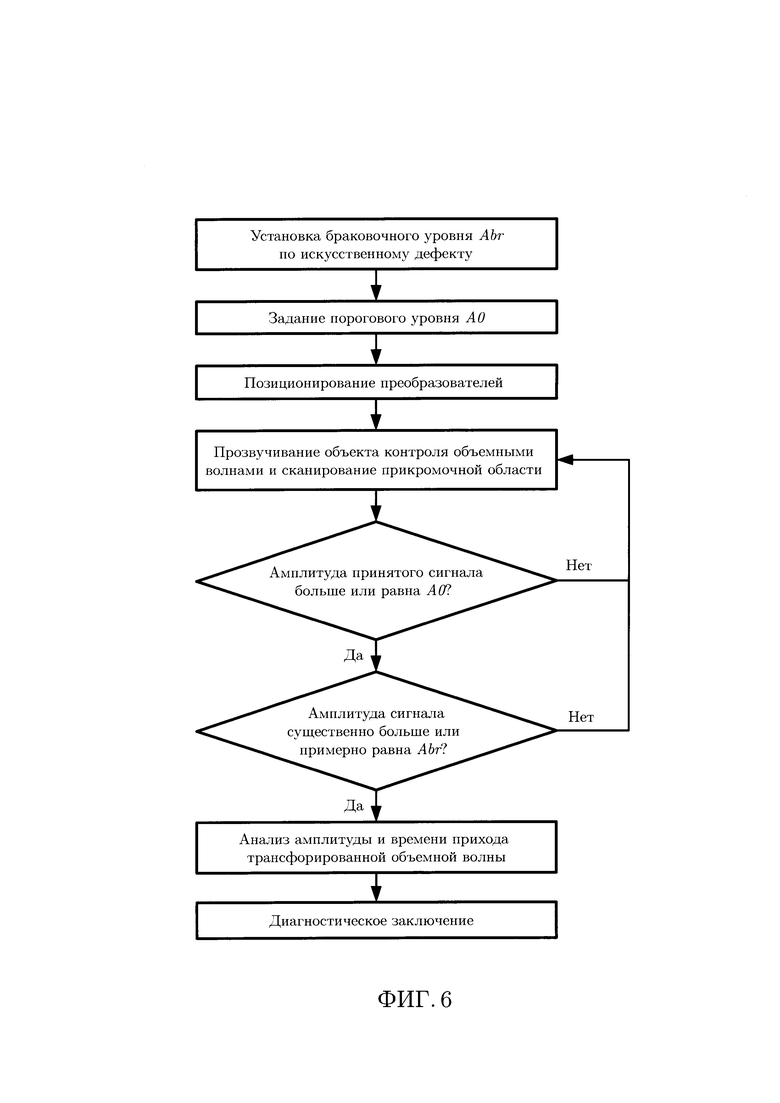
Фиг. 6: обобщенный алгоритм работы дефектоскопического устройства.
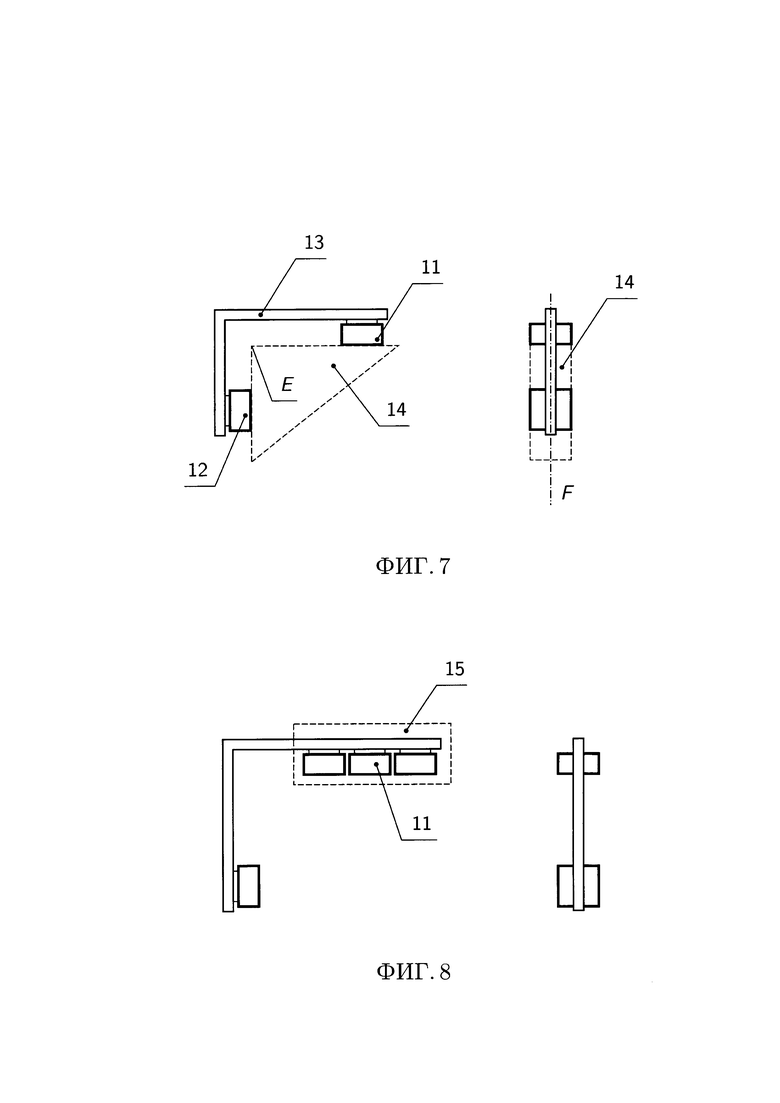
Фиг. 7-10: варианты компоновки узла УЗ преобразователей.
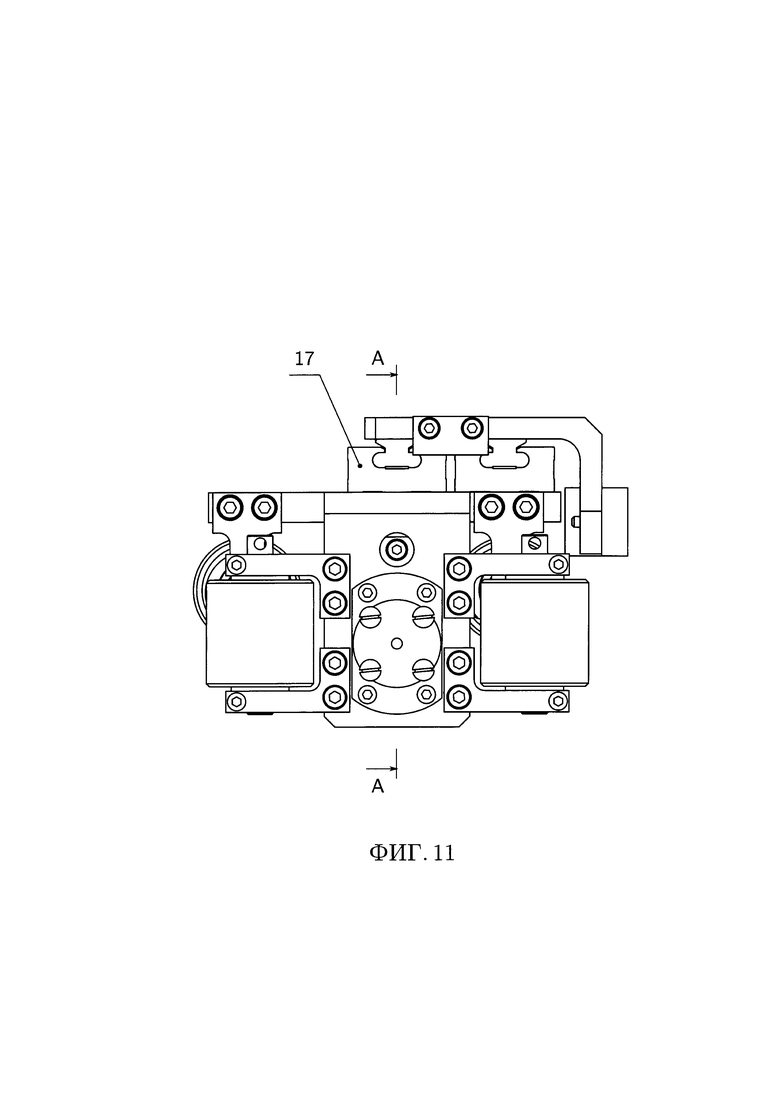
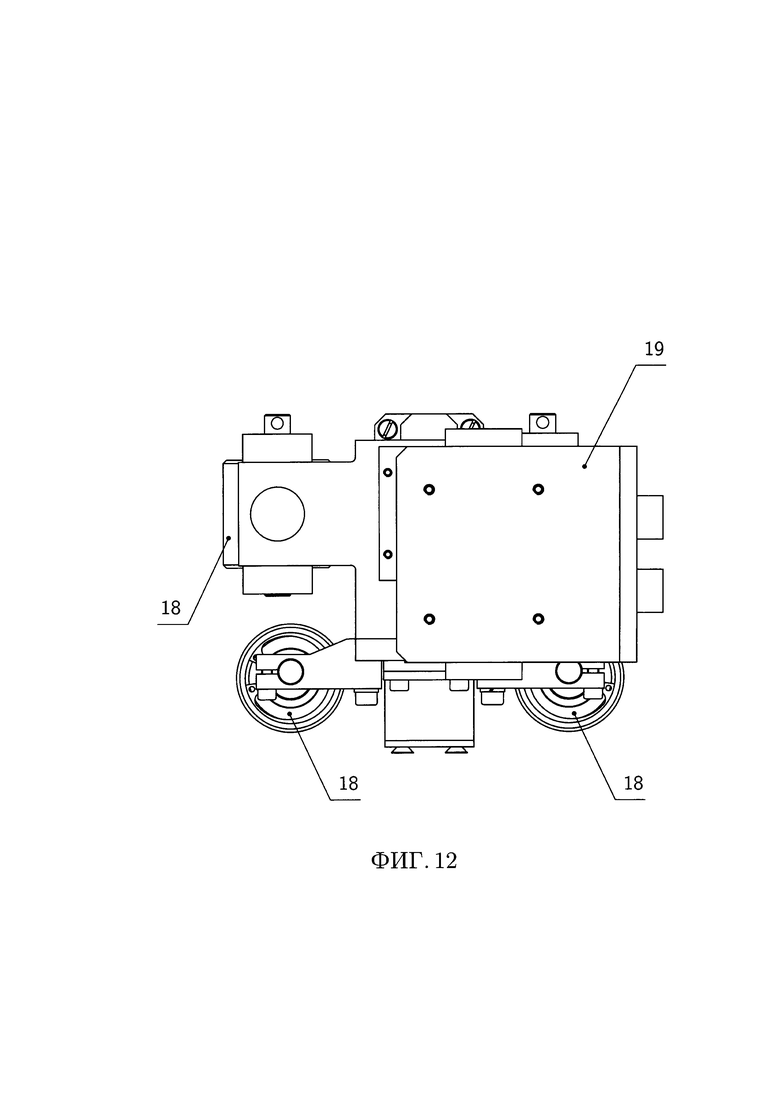
Фиг. 11-13: узел преобразователей, вид спереди, сверху и в разрезе.
Данный вариант осуществления изобретения показан на примере УЗ контроля прикромочной области Z (фиг. 1) плоской стальной плиты 1 прямоугольного сечения с большим отношением ширины W к толщине Н (сляб).
Плиту 1 подают в зону контроля в горизонтальном положении по рольгангу 2. Автоматика устанавливает УЗ дефектоскопическое устройство в исходное положение и начинает контроль, сканируя тело плиты 1 путем УЗ прозвучивания.
Дефектоскопическое устройство предназначено для УЗ контроля металлопродукции призматической формы, содержит пару электроакустических преобразователей 3 и 4, соответственно для излучения и приема УЗ волн, координатное техническое средство 5 для позиционирования и перемещения преобразователей 3 и 4 относительно плиты 1 в области Z посредством сервоприводов, а также электронный блок 6 для генерирования, усиления и обработки электрических сигналов. Электронный блок 6 электрически связан с преобразователями 3 и 4, а также с сервоприводами технического средства 5. Преобразователи 3 и 4 соединены с несущими элементами технического средства 5.
Излучающий преобразователь 3 является прямым, что необходимо для распространения УЗ волны от него под углом 90° к поверхности ввода, то есть для расположения акустической оси УЗ пучка нормально к верхней поверхности плиты 1. Преобразователь 3 представляет собой ПЭП или ЭМАП, а преобразователь 4 предпочтительно выполнять в виде ЭМАП.
Техническое средство 5 имеет балочную конструкцию с по меньшей мере тремя направляющими для перемещения преобразователя 3 вдоль и поперек верхней поверхности плиты 1, а преобразователя 4 вдоль и вверх-вниз относительно боковой поверхности плиты 1, таким образом техническое средство 5 выполнено с возможностью расположения преобразователей 3 и 4 на сопряженных по ребру Е сторонах плиты 1 в плоскости, перпендикулярной ребру Е, как это показано на фиг. 1, а также линейного перемещения (хода) преобразователей 3 и 4 с сохранением их взаимного положения вдоль ребра Е благодаря шарниру. Причем техническое средство 5 для позиционирования и перемещения преобразователей 3 и 4 имеет такие геометрические размеры и конфигурацию, благодаря которым выполняются условия (1) и (2). Кроме того, техническое средство 5 выполнено с возможностью выставления приемного ЭМАП 4 без механического контакта с боковой поверхностью плиты 1, для чего снабжено следящим за зазором в области акустического контакта шарнирным приспособлением. Если использование в качестве преобразователя 3 ПЭП оказывается допустимым, то необходимо обеспечить возможность создания хорошего акустического контакта посредством слоя жидкости.
Электронный блок 6 содержит функциональные узлы, обеспечивающие генерирование электрических сигналов для прозвучивания плиты 1, регистрацию принятых сигналов, а также обработку измерительной информации, включая выделение полезного сигнала. Функциональный узел для обработки измерительной информации выполнен с возможностью анализа амплитуд и времени прихода объемных УЗ волн.
Перед началом сканирования настраивают чувствительность дефектоскопического устройства по искусственному дефекту, эквивалентному по отражающей способности реальным дефектам, подлежащим выявлению и диагностике. Настройку оборудования производят устанавливая браковочный уровень Abr, для чего получают максимум амплитуды измерительного сигнала от данного искусственного дефекта. При наличии реального дефекта будет отображен сигнал с амплитудой ±3 дБ от эквивалентно равному по отражающей способности искусственного дефекта.
После этого задают пороговый уровень А0 в электронном блоке 6. Пороговый уровень А0 превышает амплитуду волн Релея, переотраженных волн и акустических помех.
Посредством технического средства 5 располагают излучающий и приемный преобразователи 3 и 4 на сопряженных по ребру Е сторонах плиты 1 так, что преобразователи 3 и 4 развернуты друг по отношению у другу и направлены внутрь тела плиты 1 с пересечением их акустических осей, причем преобразователи 3 и 4 разделяет по поверхности плиты 1 только одно ребро Е (фиг. 1).
Затем позиционируют преобразователи 3 и 4 в области Z, устанавливая данные преобразователи в начальную точку сканирования.
Исходя из материала и размера плиты 1 подают необходимое число электрических импульсов с требуемыми параметрами и прозвучивают продольными и/или поперечными объемными УЗ волнами конкретное место в области Z плиты 1 излучающим преобразователем 3, стараясь обеспечить прямой ввод УЗ пучка, по нормали к верхней поверхности плиты 1. На практике допустимо расположение преобразователя под углом в диапазоне от 90 до 45° к нормали поверхности, например, из-за неровной поверхности ввода. Как правило, используют поперечные (сдвиговые) волны, что связано с более высоким коэффициентом полезного действия излучения и с меньшей возможной длиной волны при постоянной частоте, что повышает чувствительность к дефектам небольшого размера. В случае необходимости уменьшения затухания, например, при контроле объекта с крупнозернистой структурой металла, целесообразно применение продольных волн.
Систематически смещая положение УЗ пучка автоматически сканируют сначала полосу в области Z, перемещая излучающий преобразователь 3 вдоль плиты 1 по продольной направляющей технического средства 5, после чего дальше сдвигают преобразователь 3 по поперечной направляющей технического средства 5 и сканируют следующую полосу. Аналогично перемещают преобразователь 4 по по продольной и вертикальной направляющим технического средства 5. В результате область Z оказывается просканированной по всей своей площади и на полную толщину Н плиты 1.
Если в теле плиты 1 присутствует вертикально ориентированный дефект 7 в виде несплошности типа трещина (фиг. 2-4), то следовательно при прозвучивании плиты 1 продольными и/или поперечными УЗ волнами облучению подвергается и этот дефект 7. При этом преобразователи 3, 4 и дефект 7 находятся в одной плоскости.
При вводе УЗ волны под близким к нормали поверхности плиты 1 углом, поперечные и/или продольные волны падают на верхний край дефекта 7 под углом с очень малой градусной мерой в силу вертикальной ориентированности дефекта 7. В результате на поверхности дефекта 7 возникают волны 8, представляющие собой поверхностные волны (волны Рэлея) и головные волны. Волны 8 распространяются вдоль поверхности дефекта 7 в направлении донной части плиты 1. На поверхности и острых краях дефекта 7 из-за краевой дифракции образуются трансформированные продольные и/или поперечные волны 9, регистрируемые приемным преобразователем 4. В случае, если 7 имеет угол вертикали относительно поверхности ввода, то помимо дифрагированных волн образуются трансформированные волны. Поперечная волна при падении на поверхность дефекта 7 порождает отраженную поперечную волну и трансформированную продольную волну, имеющие широкие диаграммы направленности. В случае излучения продольной волны от поверхности дефекта 7 отражается продольная волна и возникает трансформированная поперечная волна, обе волны также распространяются в различных направлениях и регистрируются приемным преобразователем 4.
При выходе вертикально ориентированного дефекта 7 на верхнюю поверхность плиты 1 (фиг. 2) волны 8 частично перетекают с поверхности дефекта 7 непосредственно под поверхность плиты 1, двигаясь в обратном первоначальному направлении, вверх от нижней кромки дефекта 7. Распространяясь вдоль плоской поверхности плиты 1 волны 8 достигают ребра Е и частично трансформируются в поперечные и/или продольные волны 10. Приемный преобразователь 4 при этом располагают в непосредственной близости от верхнего ребра E, что требуется для регистрации как волн 9, так и волн 10, трансформированных на дефекте 7 и на ребре Е соответственно. При этом предпочтительно перпендикулярное расположение акустических осей преобразователей 3 и 4, однако дифракционные волны 9 расходятся веером в разные стороны, что делает возможным регистрацию и при не точной установке преобразователей 3 и 4.
Если вертикально ориентированный дефект 7 находится в средней части плиты 1 (фиг. 3), то при падении на него объемной волны от излучающего преобразователя 3 на острых краях дефекта 7 образуются трансформированные волны 9 дифракции, которые также являются продольными и/или поперечными. В этом случае волны 9 регистрируют приемным преобразователем 4, расположенным в средней части плиты 1. Волны 10 при этом не возникают.
Диагностику вертикально ориентированного дефекта 7 в донной части плиты 1 (фиг. 4) производят аналогично тому, как это описано для дефекта 7, выходящего на верхнюю поверхность плиты 1 (фиг. 2), располагая преобразователь 4 в донной части плиты 1 напротив дефекта 7.
Чем острее края дефекта 7 и ребра Е, тем выше коэффициент трансформации волн 8 в волны 9 и 10. Особенно заметная трансформация волн происходит на крае дефекта 7 или ребра Е с телесным углом 15°≤α≤135° (фиг. 5), при настолько кривых краях плиты 1, что 0≤β≤15° и 0≤γ≤45°. На иных углах дифракция волн не происходит, то есть пришедшая волна 8 Релея протекает по поверхности без трансформации, пока не затухнет или не встретит острый край или ребро.
Таким образом реализуется возможность регистрации с боковой поверхности плиты 1 поперечных и/или продольных волн 9, трансформированных на поверхности или крае дефекта 7, которые отражаются в направлении не параллельном направлению излучения от преобразователя 3, а также возможность регистрации трансформированных поперечных и/или продольных волн 10, возникающих из волны Рэлея, проходящей через острое ребро Е плиты 1. То есть плиту 1 прозвучивают объемными УЗ волнами и принимают такие же по типу волны, только трансформированные.
Далее, среди всех сигналов от регистрируемых преобразователем 4 волн необходимо выделить полезные сигналы именно от трансформированных волн 9 и 10. На практике это проще всего реализовать по условию (3), отбрасывая все сигналы с амплитудой, меньшей заданного порогового уровня А0. Также исключают сигналы, явно меньшие по амплитуде браковочного уровня Abr.
Полученные полезные сигналы несут информацию об амплитуде и времени прихода трансформированных волн 9 и 10. Зная пространственные координаты преобразователей 3 и 4, а также скорости распространения объемных и поверхностных волн, ослабление сигналов, делают вывод относительно присутствия в плите 1 вертикально ориентированного дефекта 7, вычисляют его размер и локализацию, что ложится в основу диагностического заключения (фиг. 6).
Благодаря расположению преобразователей 3 и 4 на сопряженных по ребру Е сторонах плиты 1 и прозвучиванию плиты 1 преобразователем 3 преимущественно под углом 90° к поверхности ввода продольными и/или поперечными УЗ волнами стала возможной регистрация преобразователем 4 трансформированных на краях дефекта 7 или дефекта 7 и ребра Е поверхности плиты 1 продольных и/или поперечных УЗ волн по всему сечению плиты 1, что позволяет полностью устранить «мертвые» зоны контроля стальной плиты 1 с ребрами поверхности при УЗ диагностике вертикально ориентированных дефектов. Для этого используют прямой излучающий преобразователь 3, а техническое средство 5 для позиционирования и перемещения преобразователей выполняют с возможностью расположения преобразователей 3, 4 на сопряженных по ребру Е сторонах плиты 1 призматической формы в плоскости, перпендикулярной ребру Е, и линейного перемещения закрепленных шарниром преобразователей 3, 4 с сохранением их взаимного положения вдоль ребра Е. При этом обеспечена возможность диагностики как продольных, так и поперечных вертикально ориентированных дефектов 7 как в однородных, так и неоднородных по своей структуре плитах 1, для чего преобразователи 3, 4 целесообразно размещать исходя из выполнения условий (1) и (2).
Помимо исключения «мертвых» зон данная схема контроля снизила требования к качеству поверхности плиты 1, так как представленная конфигурация допускает не точную установку преобразователей 3 и 4, например, из-за окалины на поверхности плиты 1 или неровной формы боковой грани. Для этого же в качестве преобразователей 3, 4 использованы преобразователи, характеризующиеся возможностью работы без механического контакта с поверхностью объекта контроля, а техническое средство 5 выполнено с возможностью выставления преобразователей без механического контакта с поверхностью плиты 1. Особое значение это имеет для боковой поверхности плиты 1, на практике оказывающейся значительно более неровной по сравнению с верхней плоской поверхностью плиты 1 и представляющей сложности для удержания акустической жидкости. По данной причине в качестве излучающего преобразователя 3 применяют ЭМАП или ПЭП с защитной лыжой и акустической жидкостью, а в качестве приемного преобразователя 4 ЭМАП.
Благодаря тому, что амплитуда полезного сигнала от трансформированных волн 9, 10 характеризуется относительно высокой величиной, в частности, относительно акустических помех, анализ амплитуд и времени прихода трансформированных волн 9, 10 с целью определения наличия и характеристик дефекта 7 ведет к повышению достоверности диагностики, по сравнению с решениями, основанными, например, на анализе сигналов от волн 8 Релея.
Вертикальные смещения плиты 1, от которых невозможно избавиться в промышленных условиях, при прямом вводе УЗ волны не влияют на результаты диагностики дефекта 7, что также повышает достоверность диагностики.
Наибольшей степени достоверности удается достичь при регистрации приемным преобразователем 4 УЗ волн после их трансформации на остром крае дефекта 7 или ребра Е с телесным углом от 15 до 135°.
Прямое введение УЗ волны просто в применении и не требует настроечных операций типа выставления луча излучения под каждую единицу контроля. Это имеет важное значение при промышленной потоковой диагностике. Техническое средство 5 отличается простотой конструкции благодаря отсутствию юстировочных механизмов, что обеспечивает стойкость к вибрационным нагрузкам и как следствие повышает достоверность диагностики.
Также при эксплуатации настоящего технического решения нет необходимости в постоянной проверке угла ввода, как это требуется в случае применения наклонных преобразователей, у которых угол ввода со временем уходит от заданного значения. Прямое введение УЗ волны позволяет ограничиться первоначальной настройкой чувствительности дефектоскопического устройства и практически сразу начать потоковый контроль больших объемов металлопродукции.
Так как преобразователи 3, 4 расположены на расстоянии от поверхности контролируемой плиты 1, то не требуется защита преобразователей от механических и термических влияний, что также упрощает конструкцию дефектоскопического устройства.
Кроме того прямое введение УЗ волны делает расшифровку полученных данных более простой, благодаря отсутствию при этом дополнительных сигналов из-за переотражения волн от граней плиты 1 и возможности выделения трансформированных волн 9, 10 исходя из условия (3), что является предпочтительным на практике.
Настоящее техническое решение позволяет обеспечить в промышленных условиях достоверный УЗ контроль любой призматической металлопродукции с ребрами поверхности.
На практике предпочтительна узловая компоновка УЗ преобразователей.
Узел преобразователей (фиг. 7) содержит первый УЗ преобразователь 11, второй УЗ преобразователь 12 и крепление 13. Оба преобразователя 11, 12 являются прямыми, способны излучать и принимать объемные продольные и/или поперечные УЗ волны в качестве преобразователей 3 и 4. Крепление 13 жестко связывает преобразователи 11, 12 между собой. Если к узлу преобразователей приложить тело в форме прямой призмы 14, характеризующейся наличием ребра поверхности Е, то рабочие поверхности преобразователей 11, 12 окажутся лежащими преимущественно без зазора на гранях призмы 14, в перпендикулярной указанным граням плоскости F.
Узел преобразователей целесообразно выполнять в многоканальном исполнении.
При этом первый преобразователь 11 входит в состав первой группы 15 УЗ преобразователей, расположенных по линии в ряд с соблюдением условия преимущественной параллельности их акустических осей (фиг. 8). В процессе сканирования диаграммы направленности преобразователей в группе 15 оказываются перпендикулярными объекту контроля и обеспечивают перекрытие зон между соседними излучающими преобразователями. Или второй преобразователь 12 входит в состав второй группы 16 УЗ преобразователей, расположенных по линии в ряд с соблюдением условия преимущественной параллельности их акустических осей (фиг. 9). Данные компоновки подходят, в зависимости от ориентации узла, для контроля объектов с толщиной Н менее 15 мм при выполнении условия (1) или для контроля объектов с толщиной Н более 40 мм в более узкой прикромочной зоне.
Или первый преобразователь 11 входит в состав первой группы 15, а второй преобразователь 12 входит в состав второй группы 16 с соблюдением условия преимущественной параллельности их акустических осей в группах 15, 16 (фиг. 10). При этом достигается одновременное выполнение условий (1) и (2), а сплошность сканирования достигает 100% по площади за один проход.
В любом случае акустические оси всех указанных преобразователей лежат в одной плоскости F и направлены внутрь призмы 14, а количество и расположение преобразователей выбраны из условий (1) и (2). Все преобразователи одной группы одновременно работают на излучение или на прием УЗ волн, для чего электронный блок 6 выполняют с соответствующим числом каналов для управления и обработки измерительной информации.
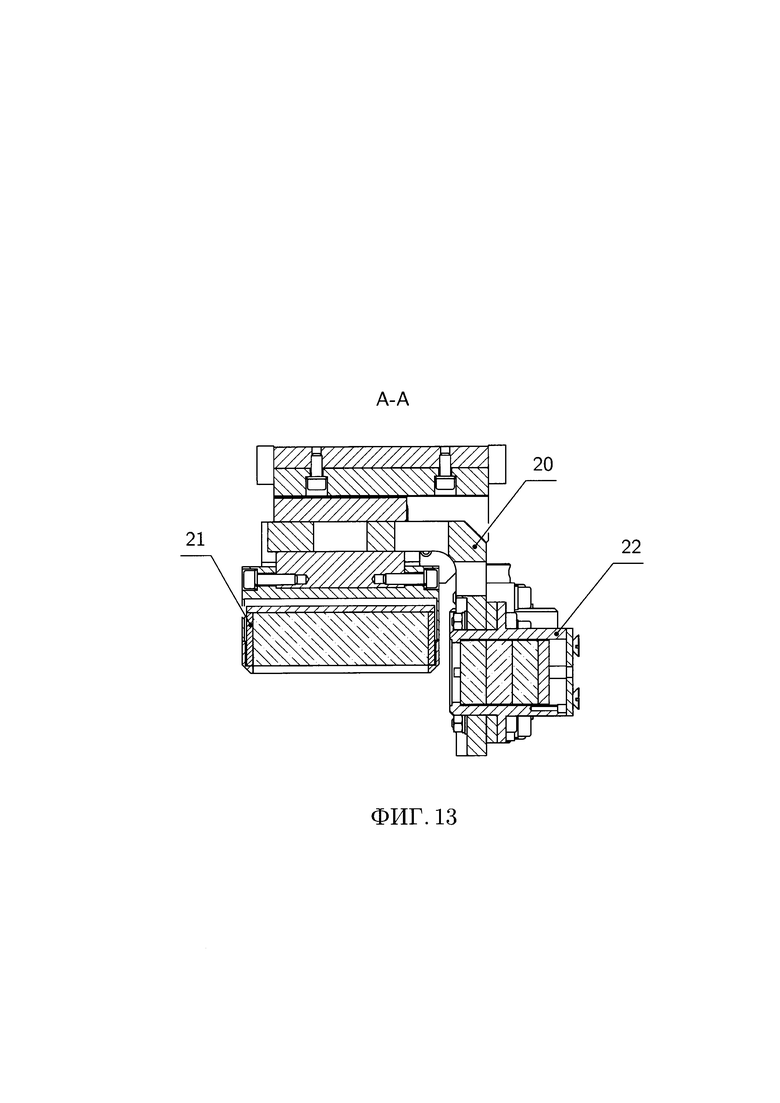
В примере конструкции узла преобразователей (фиг. 11-13) крепление 13 выполнено в виде каретки 17 с колесами 18 для перемещения узла при продольном сканировании. Каретка 17 содержит основание 19 для крепления узла к направляющим технического средства 5 для позиционирования и перемещения. С основанием 19 жестко соединен кронштейн 20, несущий ЭМАП 21 и 22. ЭМАП 21 и 22 являются первым и вторым преобразователями 11 и 12.
Конструкция узла крайне проста и стойка к вибрационным нагрузкам, а благодаря многоканальности увеличена сплошность контроля и уменьшена вероятность пропуска дефекта при контроле в движении на скорости, так как исчезла необходимость проведения поперечного и/или вертикального сканирования объекта контроля.


Использование: для ультразвуковой диагностики вертикально ориентированных дефектов в объекте контроля с ребром поверхности. Сущность изобретения заключается в том, что прямой излучающий преобразователь и приемный преобразователь располагают на сопряженных по ребру сторонах объекта контроля. Прозвучивают объект излучающим преобразователем под углом 90° к поверхности ввода. Облучают при этом дефект объемными ультразвуковыми (УЗ) волнами. Регистрируют приемным преобразователем трансформированные на краях дефекта или дефекта и ребра поверхности объекта контроля объемные УЗ волны. О наличии и характеристиках дефекта судят по амплитуде и времени прихода трансформированных волн. Технический результат: обеспечение возможности полного устранения «мертвых» зон контроля, увеличение сплошности контроля и уменьшение вероятности пропуска дефектов при контроле в движении на скорости. 2 н.и. 9 з.п. ф-лы, 13 ил.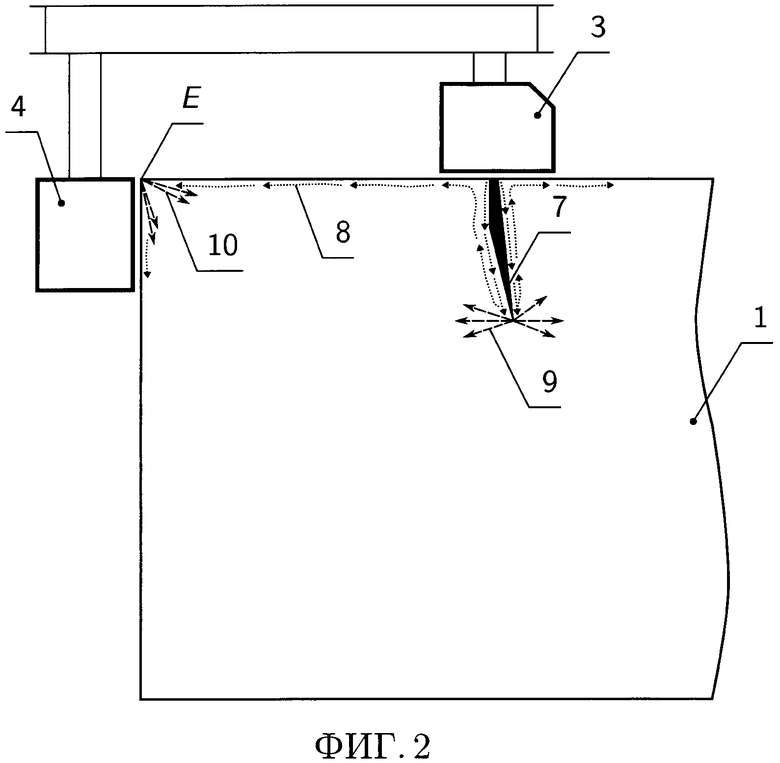
1. Способ ультразвуковой диагностики вертикально ориентированного дефекта в объекте контроля с ребром поверхности, характеризующийся тем, что располагают прямой излучающий преобразователь и приемный преобразователь на сопряженных по ребру сторонах объекта контроля, прозвучивают данный объект излучающим преобразователем преимущественно под углом 90° к поверхности ввода и облучают при этом дефект продольными и/или поперечными УЗ волнами, регистрируют приемным преобразователем трансформированные на краях дефекта или дефекта и ребра поверхности объекта контроля продольные и/или поперечные УЗ волны, а о наличии и характеристиках дефекта судят по амплитуде и времени прихода указанных трансформированных волн.
2. Способ по п. 1, характеризующийся тем, что регистрируют приемным преобразователем волны после их трансформации на остром крае дефекта или ребра с телесным углом от 15 до 135°.
3. Способ по п. 1, характеризующийся тем, что располагают излучающий и приемный преобразователи из условий L≤1000 мм и 0≤h≤H, где L - расстояние от акустической оси излучающего преобразователя до ребра поверхности объекта контроля, h - расстояние от акустической оси приемного преобразователя до ребра поверхности объекта контроля, H - толщина объекта контроля.
4. Способ по п. 2, характеризующийся тем, что выделяют трансформированные волны из условия Atr≥A0, где Atr - амплитуда трансформированных волн, A0 - пороговый уровень.
5. Устройство для ультразвукового контроля металлопродукции призматической формы, содержащее излучающий и приемный УЗ преобразователи, техническое средство для позиционирования и перемещения преобразователей и электронный блок для генерирования, усиления и обработки электрических сигналов, связанный с УЗ преобразователями, характеризующееся тем, что данные преобразователи являются прямыми, техническое средство для их позиционирования и перемещения выполнено с возможностью расположения преобразователей на сопряженных по ребру поверхности сторонах тела призматической формы в плоскости, перпендикулярной указанному ребру, и линейного перемещения преобразователей с сохранением их взаимного положения вдоль упомянутого ребра, при этом электронный блок содержит функциональные узлы, обеспечивающие прозвучивание металлопродукции, регистрацию трансформированных на краях дефекта или дефекта и ребра поверхности металлопродукции продольных и/или поперечных УЗ волн, а также обработку измерительной информации.
6. Устройство по п. 5, характеризующееся тем, что техническое средство для позиционирования и перемещения преобразователей выполнено с возможностью выставления L≤1000 мм и 0≤h≤H, где L - расстояние от акустической оси излучающего преобразователя до ребра поверхности тела призматической формы, h - расстояние от акустической оси приемного преобразователя до ребра поверхности тела призматической формы, H - толщина тела призматической формы.
7. Устройство по п. 5, характеризующееся тем, что излучающий преобразователь является ЭМАП или ПЭП, а приемный преобразователь представляет собой ЭМАП.
8. Устройство по п. 7, характеризующееся тем, что техническое средство для позиционирования и перемещения преобразователей выполнено с возможностью выставления преобразователей без механического контакта с боковой поверхностью тела призматической формы.
9. Устройство по п. 5, характеризующееся тем, что содержит ряд излучающих и ряд приемных преобразователей, количество и расположение которых выбраны из условий обеспечения прозвучивания металлопродукции на ширину до 1000 мм от ребра ее поверхности и регистрации УЗ волн по всей толщине данной металлопродукции.
10. Устройство по п. 5, характеризующееся тем, что функциональный узел для обработки измерительной информации выполнен с возможностью анализа амплитуд и времени прихода трансформированных продольных и/или поперечных УЗ волн от излучающего преобразователя.
11. Устройство по п. 5, характеризующееся тем, что функциональный узел для обработки измерительной информации выполнен с возможностью выделения сигналов от трансформированных продольных и/или поперечных УЗ волн из условия Atr≥A0, где Atr - амплитуда трансформированных волн, A0 - пороговый уровень.
| US 20100212430A1, 26.08.2010 | |||
| US 6535828B1, 18.03.2003 | |||
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ АКУСТИЧЕСКИМИ ПОВЕРХНОСТНЫМИ ВОЛНАМИ | 2011 |
|
RU2451931C1 |
| СПОСОБ ДИАГНОСТИКИ НЕСПЛОШНОСТЕЙ ПОВЕРХНОСТИ СЛОЯ МЕТАЛЛОПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2262689C1 |

