(S) -СПЙСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ ДЛЯ РАЗЛИВОЧНЫХ УСТРОЙСТВ
| название | год | авторы | номер документа |
|---|---|---|---|
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ И СПОСОБ НАНЕСЕНИЯ ЗАШИТНОГО ПОКРЫТИЯ НА ДУТЬЕВУЮ ФУРМУ ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2235789C2 |
| Стакан для подачи металла в кристаллизатор | 1980 |
|
SU933205A1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2001 |
|
RU2215043C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ МНОГОКРАТНОЙ ОТЛИВКИ ИЗДЕЛИЙ | 2005 |
|
RU2294408C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ ОТЛИВОК ТУРБИННЫХ ЛОПАТОК ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ | 2014 |
|
RU2556178C1 |
| Устройство для непрерывной разливки тонких металлических отливок | 1990 |
|
SU1836180A3 |
| Способ изготовления кристаллизатора для непрерывной разливки металлов | 1980 |
|
SU908491A1 |
| Кристаллизатор для непрерывного литья заготовок | 1980 |
|
SU933200A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИТАНОВЫХ ТИГЛЕЙ С ЗАЩИТНЫМ ПОКРЫТИЕМ | 2007 |
|
RU2344018C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2447195C2 |
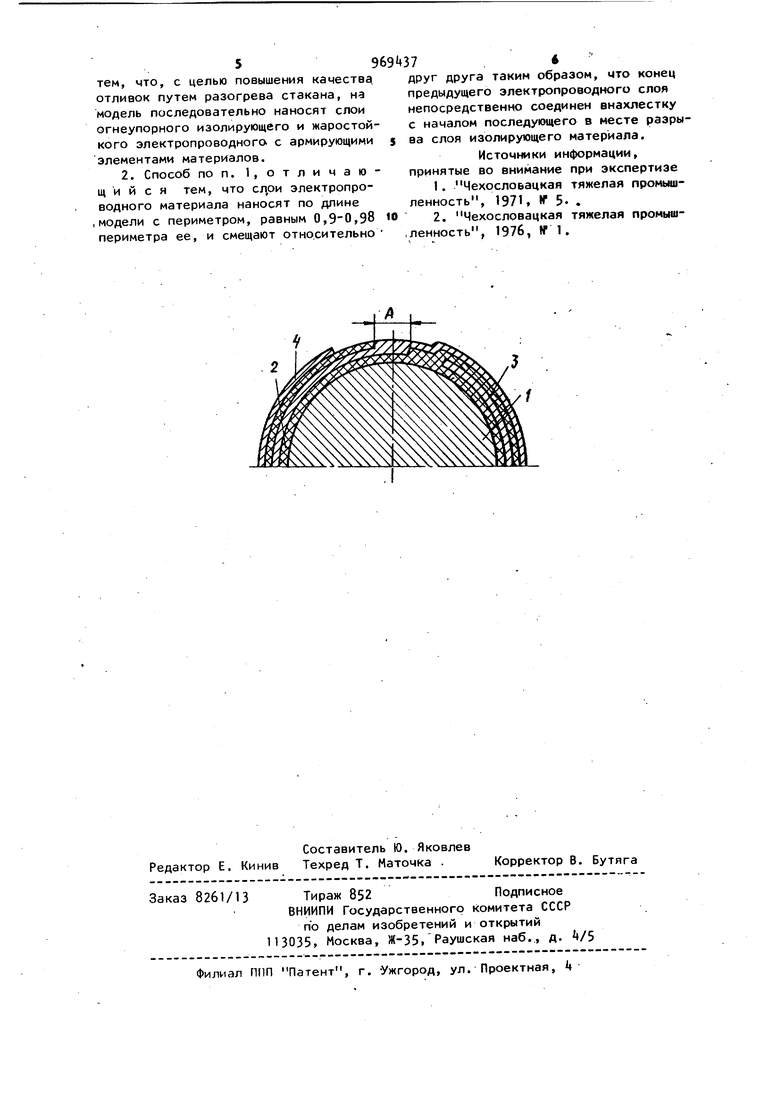
Изобретение относится к литейному производству и металлургии, предназначено для повышения стойкости стака нов разливочных устройств установок непрерывного литья и улучшения качества отливок. Известен способ изготовления металлопроводов, включающий газотермическое напыление огнеупорных материа лов на модель и ее последующее удале ние. Для повышения долговечности мгталлопроводов их изготавливают из чистых жаропрочных и термостойких О1 ислов без связующих, которые снижают высокотемпературную прочность и огнеупорность материалов Г1 Т. Однако стойкость таких стаканов о раничена. Разрушение их происходит под действием термических напряжений и механического воздействия начальной корки отливки, которая частично формируется на рабочей поверхности стакана. В процессе эксплуатации в стакане возникают осевой и радиальный термические перепады, достигающие kQO градусов. Это приводит к возникновению в более холодных слоях стакана растягивающих термических напряжений , являющихся одной из основных причин разрушения стаканов. В момент заполнения рабочей полости сравнительно холодного стакана металлическим расплавом термические напряжения достигают наибольшей величины..Съем начальной корки отливки с рабочей поверхности стакана является причиной его эрозионного износа. Наиболее близким по технический сущности и достигаемому результату к предлагаемому является способ изг9 товления стаканов, включающий газотермическое напыление огнеупорных материалов на модель и ее последующее отделение 2 J. Однако такой способ изготовления не позволяет получать стаканы с высо3кой стойкостью, из-за особенностей формирования напыленных материалов и прочность невысока. Термические напряжения, возникающие в стакане, и механическое воздействие снимаемой начальной корки отливки вызывают раз рушение стаканов. Цель изобретения - повышение качества отливок путем улучшения разогрева стакана. Поставленная цель достигается тем что в способе изготовления стаканов для разливочных устройств установок непрерывного литья, включающем газотермическое напыление огнеупорных материалов на модель и ее последующее удаление, на модель последовательно наносят огнеупорный изолирующий и жаростойкий электропроводный материалы, причем на электропроводных слоях крепят армирующие элементы Слои электропроводного материала наносят по длине модели с периметром равным 0,,98 периметра ее, и смещают относительно друг друга таким образом, чтобы, конец предыдущего электропроводного слоя непосредствен но соединялся внахлестку с началом последующего в месте разрыва слоя изолирующего материала. На чертеже показана схема поясняю щая предлагаемый способ. Онасодержит модель 1, изолирующий материал 2, электропроводный с армирующими элементами материал 3, начало следующего слоя k изолирующего материала, контактный участок А электропроводного слоя. Способ осуществляют следующим об разом. На модель 1 наносят начальный слой огнеупорного изолирующего материала 2, после чего устанавливают защитный экран (не показан) и ведут напыление жаростойкого электропроводного слоя 3. Затем защитный экра снимают, а на металлизированный уча ток поверхности стакана крепят арми рующие элементы в виде сетки или проволоки. После этого на армирован ном участке поверхности А стакана устанавливают защитный экран и ведут нанесение последующего слоя из изолирующего материала. Затем защит ный экран устанавливают на участке поверхности k стакана, который выполнен из изолирующего материала, наносят очередной слой электропровод ного материала и закрепляют на нем армирующие элементы. Процесс последовательного нанесения огнеупорного изолирующего и жаростойкого электропроводного материалов ведут до получения необходимого электрического сопротивлениянагревателя. Пример. Изготавливают стаканы диаметров 60 мм и длиной 20 мм для установки горизонтального литья чугуна. Иосле нанесения на модель начального слоя окиси алюминия толщиной 1 мм, вдоль образующей стакана устанавЛ 1вают защитный экран в виде стальной полось шириной 20- мм и наносят-методом напыления слой хромоникелевого сплава толщиной 0,12 мм. Затем защитный экран снимают, а на металлизированную поверхность стакана точечной сваркой крепят армирующую сетку из вольфрамовой проволоки диаметром 0,03 мм. После этого на армированном участке поверхности стакана вновь устанавливают защитный экран напыляют слой окиси алюминия толщиной 0,6 мм. Затем защитный экран снимают и наносят очередной слой хромоникелевого сплава. Путем последовательного напыления окиси алюминия и хромо-никелевого сплава получают армированные стаканы с трехслойными нагревателями. Электрическое сопротивление стаканов равно 8-10 Ом, а потребляемая электрическая мощность не более 1 кВт. Использование предлагаемого спосо-; ба изготовления стаканов для установок непрерывного литья создает ряд преимуществ. Подогреваемые стаканы обеспечивают повышение их стойкости и качества отливок. Закрепление армирующих элементов на напыленных слоях дает повышение прочности и термостойкости стаканов. Использование предлагаемого способа изготовления стаканов позволяет полнее использовать известные преимущества непрерывного литья. Формула изобретения I. Способ изготовления стаканов для разливочных устройств установок непрерывного литья, вклю,чающий газотермическое напыление огнеупорных материалов на модель и последующее ее удаление, отличающийся
тем, что, с целью повышения качествэ отливок путем разогрева стакана, на модель последовательно наносят слои огнеупорного изолирующего и жаростойкого электропроводного с армирующими элементами материалов.
друг друга таким образом, что конец предыдущего электропроводного слоя непосредственно соединен внахлестку с началом последующего в месте разрыва слоя изолирующего материала.
Источники информации, принятые во внимание при экспертизе
