Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм, преимущественно для многократной отливки мелкоразмерных изделий со сложным поверхностным рельефом: медалей, значков и т.п.
Известен способ изготовления литейной формы по авт.св. СССР № 997967, МПК № B 22 D 15/00, В 22 С 9/12, опубл. 23.02.83 г., включающий заполнение формы самотвердеющей смесью, двухэтапное с временной паузой между этапами до 2-х минут погружение в нее модели изготавливаемого изделия с одновременным приложением напряжения 12-24 В между формой и моделью. Причем погружение модели останавливают на расстоянии, составляющем 0,12-0,16 требуемой толщины отливки.
Недостатком известного способа является узкая область применения, ограниченная возможностью отливки изделий из металлов, температура плавления которых не превышает 600°С.
Известен также способ изготовления литейной формы, реализованный в изобретении по авт.св. СССР № 1271644, МПК 4 B 22 D 15/00, опубл. 23.11.86 г. Известный способ заключается в том, что покрытие выполняют из огнеупорного слоя, дополнительно снабженного пористым подслоем из жаростойкого сплава. Пористый подслой изготавливают из волокнистого материала с заданными параметрами пористости: диаметра волокон и толщины подслоя. Между подслоем и основным слоем покрытия устанавливают связующий слой из жаростойкого сплава. Дополнительно пористый подслой может покрываться закупоривающим покрытием.
Недостатком известного способа является технологическая сложность его реализации, невысокое качество отливки мелкоразмерных изделий со сложным рельефом.
Наиболее близким по своей технической сущности к заявленному является способ изготовления литейной формы по авт.св. СССР № 651891, МПК 2 B 22 D 15/00, опубл. 15.03.79 г. Способ-прототип заключается в том, что изготавливают разделительный слой в виде тонкостенной формы (например, методом штамповки), воспроизводящий конфигурацию отливаемого изделия. На наружную поверхность разделительного слоя наносят покрытие в виде огнеупорного слоя, например, методом микродугового оксидирования. Для охлаждения в полость формы подают проточную воду.
Однако способ-прототип имеет недостатки:
относительно невысокое качество отливки изделия, так как полуформы изготавливают методом штамповки, что приемлемо для сравнительно простых форм изделий;
невысокая надежность изготавливаемой формы из-за необходимости ее штамповки из легкоплавких пластичных металлов;
узкая область применения, так как выполненная по данному способу литейная форма применима только для литья изделий из металлов, имеющих относительно низкую температуру плавления;
выполненная по данному способу литейная форма не ремонтно-пригодна и рассчитана на небольшое количество отливок из-за возникающих деформаций и, следовательно, снижения качества отливок.
Целью заявляемого изобретения является разработка способа изготовления литейной формы для многократной отливки изделий, обеспечивающего более высокую надежность литейной формы и качество отливки изделий со сложной конфигурацией, расширение области использования литейных форм, изготовленных данным способом, и обеспечение ремонтопригодности литейной формы.
Заявленное техническое решение расширяет арсенал средств данного назначения.
Поставленная цель достигается тем, что в известном способе изготовления литейных форм для многократной отливки изделий, заключающемся в том, что предварительно изготавливают разделительный слой (PC), воспроизводящий конфигурацию отливаемого изделия, на который наносят покрытие, разделительный слой наносят непосредственно на поверхность модели изделия. Покрытие наносят в виде N≥2 раз перемежающихся между собой пластичного металлического слоя (ПМС) и жаропрочного слоя (ЖПС) из композионного сплава (КС) с постоянным температурным коэффициентом линейного расширения (ТКЛР). На поверхность N-го ЖПС наносят герметизирующий металлический слой (ГМС). После отделения литейной формы от модели изделия ее внутреннюю поверхность оксидируют.
ПМС наносят методом ионоплазменного напыления или методом гальванопластики.
ГМС наносят методом гальванопластики или газотермическим методом.
ЖПС наносят методом гальванопластики.
При использовании модели изделия, выполненной из металла, разделительный слой наносят методом гальванопластики, или электролитическим методом с последующим оксидированием, или методом химической обработки поверхности модели изделия, или методом ионоплазменного напыления оксида металла, а при использовании модели изделия, выполненной из диэлектрического материала, разделительный слой наносят методом ионоплазменного напыления или методом гальванопластики, после чего его оксидируют.
Благодаря новой совокупности существенных признаков введения чередующихся ПМС и ЖПС обеспечивается наряду с высокой термостойкостью литейной формы ее устойчивость к деформациям даже при многократной отливке изделий. Этим обеспечивается высокое качество изделий и возможность изготовления изделий как из тугоплавких, так и пластичных металлов с невысокой температурой плавления, т.е. расширяется возможная область использования литейных форм, выполненных по данному способу.
Проведенный анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностью признаков, тождественных всем признакам заявленного технического решения, отсутствуют, что указывает на соответствие заявленного способа условию патентоспособности «новизна».
Результаты поиска известных решений в данной и смежных областях техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного объекта, показали, что они не следуют явным образом из уровня техники. Следовательно, заявленное изобретение соответствует условию патентоспособности «изобретательский уровень».
Заявленный способ поясняется чертежами, на которых показаны:
на фиг.1 - структура слоев литейной формы, изготовленной по заявленному способу;
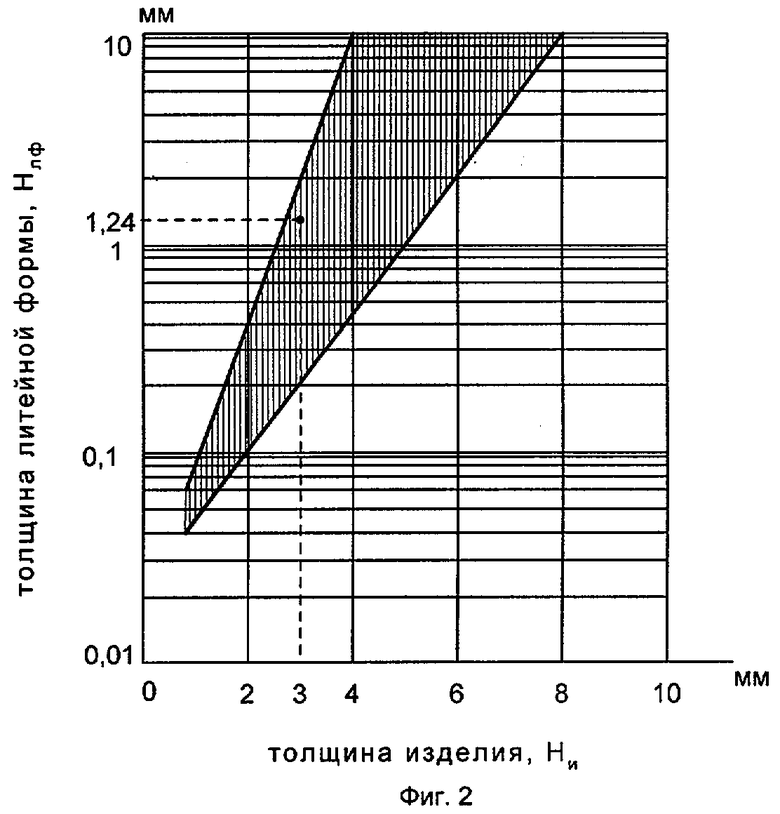
на фиг.2 - график, отражающий взаимосвязь оптимальной толщины литейной формы и толщины отливаемого изделия;
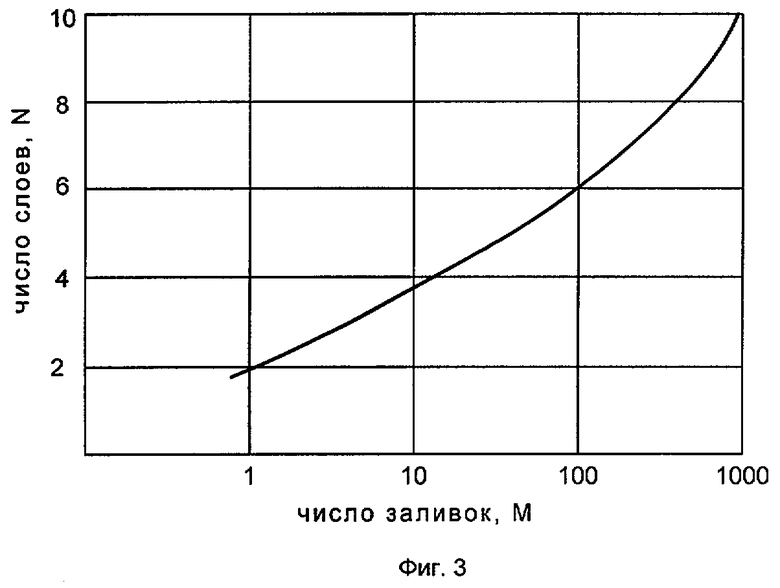
на фиг.3 - график для определения числа N ПМС и ЖПС в зависимости от планируемого числа М отливок изделия;
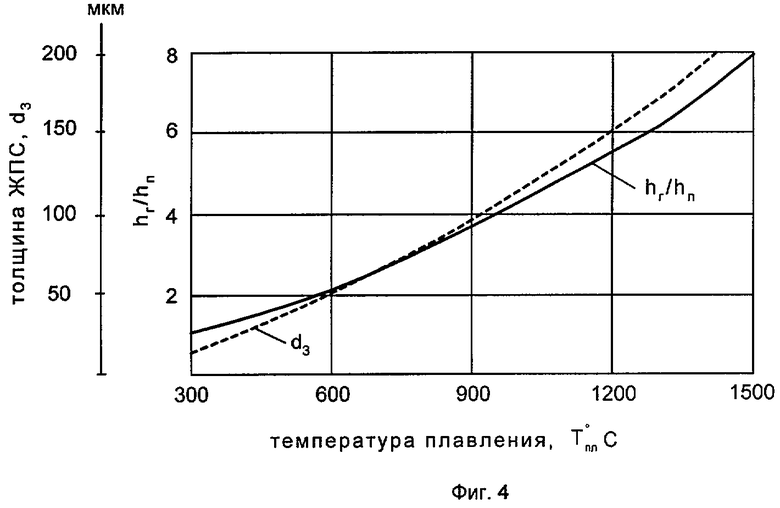
на фиг.4 - график для определения соотношения общей толщины N слоев ПМС и ЖПС и толщины ЖПС в зависимости от температуры плавления металла, из которого отливают изделие;
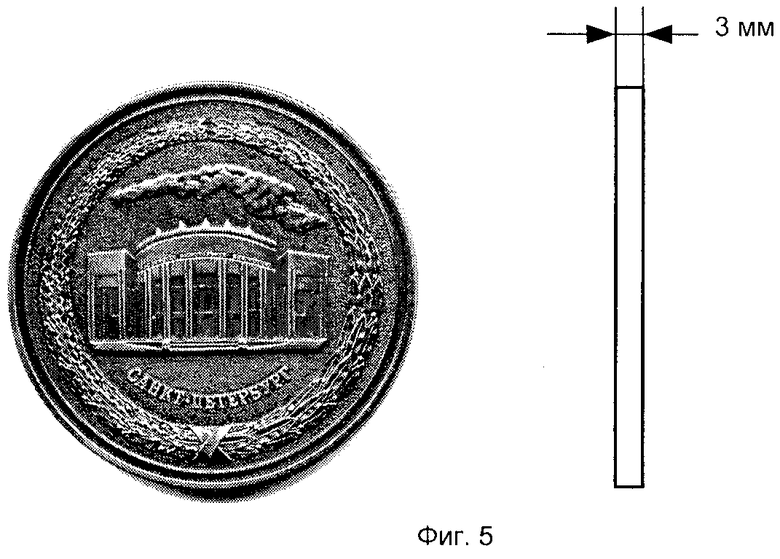
на фиг.5 - образец изделия, отлитого с использованием ЛФ, выполненной по заявленному способу.
Реализация заявленного способа поясняется следующим.
В общем случае литейная форма (ЛФ) образует рабочую полость, в которой из жидкого металла формируется отливка изделия (ОИ). Выполненная заявленным способом ЛФ предназначена для отливки мелкоразмерных, тонкостенных со сложной конфигурацией изделий в кокили, т.е. в металлические формы с естественным или принудительным охлаждением, заливаемых расплавом металла под действием гравитационных сил. При использовании кокиля должна быть обеспечена жидкотекучесть, минимальная усадка повышенная трещиноустойчивость и долговечность ЛФ. В определяющей степени выполнение этих требований зависит от качества используемой в кокиле ЛФ.
Так, при повышении температуры плавления Т0 пл используемого для литья сплава стойкость кокиля резко снижается из-за:
появления на ЛФ, являющейся рабочей поверхностью кокиля, различного рода трещин (сквозных, ориентированных, сетки разгара);
размыва рабочей поверхности;
приваривания к рабочей поверхности сплава;
коробления и других механических повреждений.
Причины таких повреждений ЛФ обусловлены неравномерным по толщине нагревом стенок кокиля и обусловленными этим остаточными напряжениями. Это приводит к необратимым пластическим деформациям, снижению размерной точности получаемых отливок, что определяет низкую стойкость кокиля и его долговечность в целом.
В свою очередь на стойкость ЛФ оказывают влияние тепловые, механические, химические, диффузионные и т.п. процессы, происходящие в покрытии ЛФ. Долговечность ЛФ зависит от материала, из которого она изготовлена, вида сплава отливки и ее массы, а также от габаритов и толщины стенки отливки (изделия). Выполненная по заявленному способу ЛФ в значительной мере лишена указанных недостатков, а процесс ее изготовления заключается в следующем.
Предварительно изготавливают модель 1 изделия из металла или диэлектрического материала (фиг.1). Непосредственно на поверхность модели 1 наносят разделительный слой (PC) 2 толщиной d1, исключающий прилипание ЛФ к модели 1 изделия. Это в свою очередь исключает нарушение внутренней (рабочей) поверхности ЛФ при ее отделении от модели 1. В зависимости от материала, из которого выполнена модель 1, PC 2 наносят:
методом гальванопластики с последующим оксидированием, или методом химической обработки поверхности модели изделия 1, или методом ионоплазменного напыления оксида металла, если она изготовлена из металла;
методом ионоплазменного напыления или методом гальванопластики и последующим оксидированием, если модель 1 изготовлена из диэлектрического материала.
При таких методах нанесения внутренняя (рабочая) поверхность ЛФ с высокой точностью будет повторять рельеф модели 1 любой сложности. Затем на PC 2 наносят покрытие, состоящее из N≥2 чередующихся пар слоев: ПМС 3 толщиной d2 и ЖПС 4 толщиной d3. На N-й ЖПС 4N наносят ГМС 5 толщиной hг. Таким образом, общая толщина покрытия ЛФ:
Нлф=N(d2+d3)+hг.
ПМС 31-3N, каждый из которых имеет толщину d2, повышают устойчивость ЛФ к возможным ее деформациям, т.к. пластичные металлы допускают упругие деформации, не приводящие к разрушению конструкции до 20% и более. В качестве пластичных металлов могут использоваться медь, никель, серебро, золото и др., которые наносят электролитическим методом или методом гальванопластики.
ЖПС 41-4N толщиной d3 каждый наносят, например, методом гальванопластики с использованием композиционного материала с постоянным ТКЛР, например на основе никеля, хрома, цинка и т.п. Назначение ЖПС 4 заключается в улучшении физико-химических свойств ЛФ, придании ей повышенной твердости и износостойкости. Дополнительно ЖПС 4 снижает диффузионные процессы, происходящие в ЛФ, при многократном ее использовании, выполняет роль термоуравновешивающего слоя, что повышает износоустойчивость ЛФ в целом.
Выбором числа N пар слоев ЖПС 4 и ГМС 5 обеспечивается возможность регулирования теплопроводности ЛФ, и, следовательно, появляется возможность управления скоростью и направлением затвердевания расплава при формировании отливки, а также режимом ее охлаждения. Этим обеспечивается также защита (или существенное смягчение) от термического удара и эрозиционного воздействия расплава на ЛФ. Кроме того, улучшается заполняемость ЛФ, что особенно важно при литье тонкостенных изделий со сложной конфигурацией поверхности. ГМС 5 выполняет роль терморегулятора при подготовке кокиля к использованию. ЖПС 4 и ГМС 5 наносят методом гальванопластики. Для нанесения ЖПС 4 используют композиционный сплав с постоянным ТКЛР, например на основе никеля, хрома, цинка и т.п., а ГМС 5 наносят методом гальванопластики с использованием пластичных металлов, например меди, серебра, никеля и т.п.
Оптимальное значение толщины покрытия ЛФ Нлф выбирают в зависимости от усредненной толщины изделия Ни (см. фиг.1, 2). Оптимальные значения такого соотношения выявлены экспериментально и отражены на фиг.2 (шкала Нлф отражена в логарифмическом масштабе). Из приведенного графика следует, что верхняя и нижняя границы допустимой области выбора соотношения Нлф/Ни лежат в пределах соответственно 0,06-0,4 и 0,04-0,8 в зависимости от толщины изделия Ни.
Число N пар слоев ПМС 3 и ЖПС 4 выбирают исходя из планируемого числа заливок М с использованием данной ЛФ, при котором ЛФ не будет еще испытывать необратимых деформаций и других механических повреждений. Такая зависимость определена экспериментально и приведена на фиг.3. При этом толщину d3 ЖПС 4 выбирают исходя из температуры плавления Т0 пл металла, из которого планируют отливку изделия. Зависимость d3 от Т0 пл установлена экспериментально и отражена на фиг.4. Экспериментально также установлено, что толщину каждого ПМС 3 необходимо выбирать в пределах 20-30 мкм. Толщину PC 2 d1 выбирают в пределах 10-30 мкм.
По величине выбранной общей толщины hп совокупного пакета из N пар слоев ПМС 3 и ЖПС 4, т.е. hп=N(d2+d3), определяют необходимую толщину hг ГМС 5, при которой обеспечивается оптимальная теплопроводность ЛФ. Величину hг определяют из соотношения hг/hп в зависимости от температуры Т0 пл плавления металла, из которого отливают изделия (фиг.4).
Так, для изготовления М=100 изделий (фиг.5) толщиной Ни=3 мм из цинкового сплава с Т0 пл=600°С литейная форма имела следующие параметры:
d1=15 мкм; d2=20 мкм; d3=50 мкм; hп=0,42 мм; hг=0,82 мм; N=6; Нлф=1,24 мм.
Последним этапом после отделения ЛФ от модели 1 изделия является оксидирование внутренней (рабочей) поверхности ЛФ (на фиг.1 не показано), что исключает нарушение целостности отливки при ее извлечении, т.е. повышает качество изделия.
Таким образом, предложенный способ изготовления ЛФ благодаря совокупности нанесенных слоев, взаимосвязи и взаимообусловленности их влияния на физико-химические и технологические характеристики ЛФ обеспечивает достижение сформулированного результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА МАТЕРИАЛ В ВИДЕ ЗЕРНИСТОГО ПОРОШКА ИЛИ ГРАНУЛ | 2009 |
|
RU2413039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2283206C2 |
| ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ФОРМ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ МЕДНЫХ СПЛАВОВ | 2008 |
|
RU2367538C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ МЕТОДОМ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2006 |
|
RU2309196C1 |
| Способ изготовления литых заготовок | 1990 |
|
SU1696129A1 |
| ЗАЩИТНО-РАЗДЕЛИТЕЛЬНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2005 |
|
RU2297300C1 |
| Способ изготовления металлических литейных форм | 1980 |
|
SU891200A1 |
| Способ изготовления литейной формы | 1989 |
|
SU1724431A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ | 2005 |
|
RU2283724C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм преимущественно для многократной отливки мелкоразмерных изделий со сложным рельефом поверхности. Способ включает предварительное изготовление разделительного слоя, воспроизводящего конфигурацию отливаемого изделия, на который наносят покрытие, при этом разделительный слой наносят непосредственно на поверхность модели изделия, а покрытие наносят в виде N≥2 раз перемежающихся между собой пластичного металлического слоя и жаропрочного слоя из композиционного сплава с постоянным температурным коэффициентом линейного расширения, а на поверхность N-го жаропрочного слоя наносят герметизирующий металлический слой, причем после отделения литейной формы от модели изделия внутреннюю поверхность литейной формы оксидируют. Техническим результатом является повышение надежности ЛФ, качества отливки изделий и расширение области использования. 5 з.п. ф-лы, 5 ил.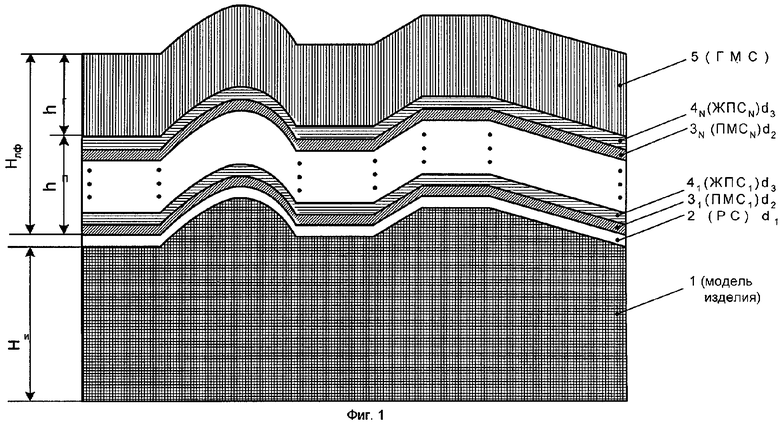
| Способ изготовления металлической литейной формы | 1977 |
|
SU651891A1 |
| Форма металлическая с постоянным покрытием | 1985 |
|
SU1271644A1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ СО СЛОЖНЫМ СТРОЕНИЕМ | 2000 |
|
RU2184799C1 |

