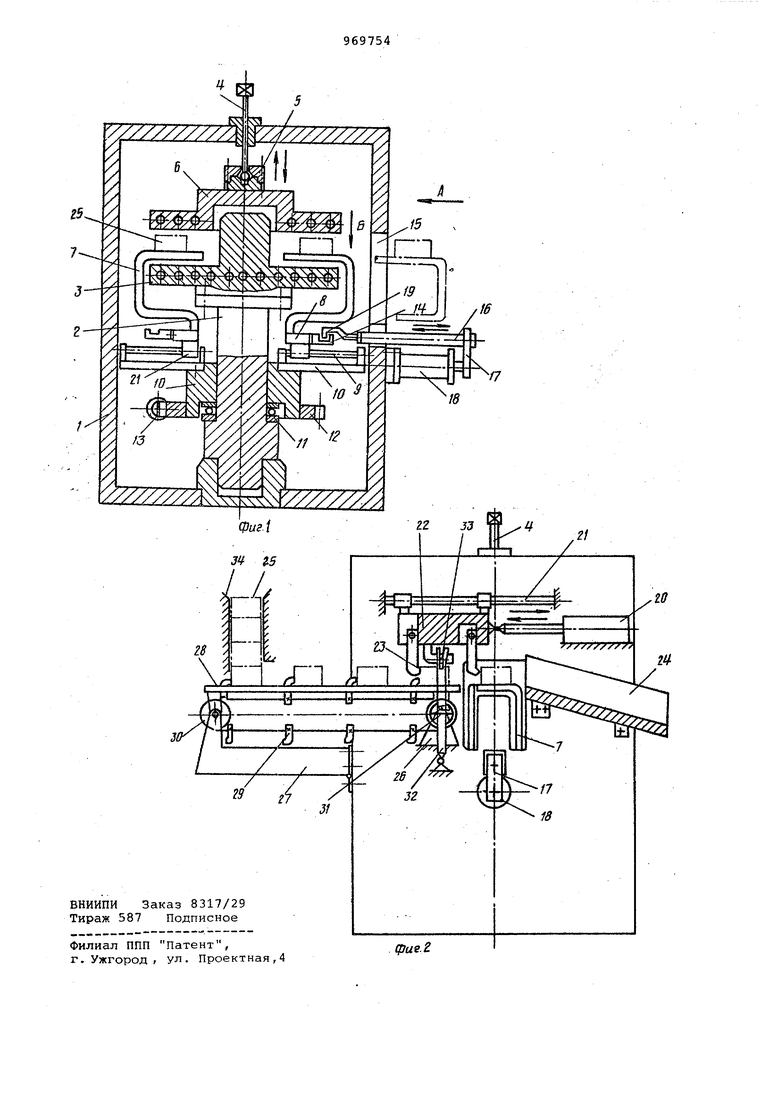
поворотного стола, в корпусе установки прорезано загрузочно-разгрузо ное окно, прикрываемое дверцей, сна х енной приводом возвратно-поступате ного перемещения. Загрузка и выгруз ка заготовок осу1аествляется манипулятором, установленным рядом с корпусом установки. Недостатками известного нагреват ля являются низкий КПД из-за вынужденного увеличения зазора между вер ней катушкой индуктора и нагреваемо заготовкой, связанного с необходимо тью ввода в зазор захватов манипуля тора; большие габариты, связанные с тем, ЧТС1 площадь, занимаемая внешни .манипулятором, по величине соизмери с площадью, занимаемой собственно корпусом установки. Цель изобретения повышение КПД установки и уменьшение ее габаритов. Поставленная цель достигается тем, что в индукционной установке, содержащей корпус, внутри которого смонтирован индуктор, состоящий из двух коаксиальных, горизонтальных, параллельных, плоских, спиральных катушек, включенных электрически встречно и установленных с возмож:ностью относительного взаимного сме дения вдоль вертикальной оси, стол с приводом поворота, выполненный из электропроводных незамкнутых водоохлаждаемых изолированных друг от друга секторов и механизм загрузкивыгрузки, -имеющий расположенную параллельно оси симметрии загрузочно-разгрузочного окна штангу с захватом и приводом, каждый сектор поворотного стола снабжен кареткой с Направляющими, связанной с приводом поворота и установленной под ниж ней катушкой индуктора, причем направляющие каретки расположены параллельно оси симметрии сектора,.а захват штанги размещен в корпусе и взаимодействует с каждой кареткой. Такое конструктивное выполнение обеспечит повышение КПД и уменьшение габаритов установки, так как снабжение секторов поворотного стол кареткой и введение штанги с захватом внутрь корпуса установки позволит выводить сектор за пределы |Га6арита корпуса. А это, в свою очередь, обеспечит возможность заг1РУЭКИ и выгрузки заготовок вне рабо чей зоны индуктора, что позволит установить минимальный зазор между верхней катушкой индуктора и нагреваемой заготовкой и определит максимальные габариты установки равными диаметральным размерам корпуса и сектора. На фиг. 1 представлена индукцион ная установка, общий вид; на фиг. 2 вид по стрелке А на фиг, 1. Индукционная установка состоит из корпуса 1,. в котором жестко закреплена колонна 2. На колонне 2 неподвижно установлена нижняя катушка 3 индуктора, заформованная в теплоизоляцию. В корпусе 1 установлегн винт 4, на котором посредством шарнира 5 закреплена верхняя катушка б индуктора, заформованная также в тепловую изоляцию. Катушки 3 и б подключены к источнику переменного тока {не показан) и включены между собой электрически встречно (не показано). В пространстве между катушками 3 и 6 расположены электропроводные водоохлаждаемые изолированные друг от друга секторы 7, образуюище поворотный стол. Каждый сектор 7 закреплен на каретке 8, направляющие 9 которой жестко установлены на вращающиеся части 10 опорного подшипника 11, установленного на колонне 2. Вращающаяся часть 10 посредством зубчатой передачи 12 связана с приводом 13, выполненным в виде силового цилиндра. На каждой каретке 8 со стороны корпуса 1 закреплена вилка 14. в корпусе 1 выполнено загрузочно-разгрузочное окно 15, параллельно оси симметрии которого.пересекающей ось колонны 2, установлейна штанга 16, проходящая внутрь корпуса 1. Конец штанги 16, находящийся вне корпуса 1, посредством кронштейна 17 жестко закреплен на штоке силового цилиндра 18, который установлен на корпусе 1. Конец штанги 16, расположенный внутри корпуса 1,. имеет зуб захвата 19, взаимодействующий с вилкой 14 каждой каретки 8. С наружной стороны на корпусе 1 закреплены привод 20 и направляющие 21, на которых расположена каретка 22 с поворотными рычагами 23, лоток 24 сброса заготовок 25 и кронштейны 26 и 27. На кронштейнах 26 и 27 жестко установлены плоские направляющие 28, между которыми расположены с определенным шагом собачки 29, жестко закрепленные на транспортере 30, который посредством храпового механизма 31 связан с рычагом 32. . Один конец рычага 32 шарнирно установлен на корпусе 1, а другой выполнен в виде вилки и посредством пальца 33 связан с кареткой 22. Над нап;равляющими 28 установлена кассета 34 ic заготовками 25. Установка работает следующим образом. В исходном положении секторы 7 поворотного стола находятся внутри корпуса 1 между нижней катушкой 3 и верхней катушкой б индуктора. На секторах 7 поворотного стола размещены заготовки 25, а стол сориентирован так, что ось симметрии одного
из секторов совмещена с центральной осью загрузочно-разгрузочного окна 15 (рабочее положение). При этом зуб захвата 19 расположен в зеве вилки 14, а каретка 8 занимает крайнее переднее положение, соответствующее наименьшему расстоянию от оси колонны 2. Соответственно, силовой-цилиндр 18 находится в положении втянутого поршня (не показан),
Каретка 22 с поворотными рычагами 23 находится в крайнем левом положении, шток привода 20 выдвинут/ а собачки 29 транспортера 30 находятся в положении захвата заготовки 25 из кассеты 34.
Включается привод 13 вращения вращающейся части 10 опорного подшипника 11, которая через зубчатую передачу 12 поворачивается на заданный угол oL и останавливается. На этот же угол поворачиваются секторы 8 с заготовками 25 и останавливаются. При этом вилка 14 предыдущего сектора 7 расцепляется с зубом захвата 19, а вилка 14 последующего сек тора входит с ним в. зацепление. После этого силовой цилиндр 18 через кронштейн 17 и штангу 16 перемещает каретку 8 по направляющим 9 в крайнее заднее положение, соответствующее наибольшему расстоянию от оси колонны 2 (положение загрузкивыгрузки) . При этом сектор 7 с нагретой заготовкой 25 через окно 15 выводится за габариты корпуса 1.
Затем каретка 22 приводом 20 по направляющим 21 перемещается в крайнее правое положение, при этом один из поворотных.рычагов 23 захватывает нагретую заготовку 25, расположенную на секторе 7, а другой захватывает холодную заготовку 25, размещенную На плоских направляккцих 28. Горячая заготовка 25 перемещается на лоток 24 сброса, а холодная устанавливается на сектор 7. Каретка 22 посредством шарнира 33 поворачивает рычаг 32 и посредством храпового зацепления 31 перемещает транспортер 30 на один шаг, а собачки 29 захватывают очередную холодную заготовку 25 из кассеты 34.
После установки холодной заготрв1ки 25 на сектор 7 привод 18 возвращае 8 и: сектор 7 в исходное положение. Вновь загружанная холодная заготовка 25 начинает нагреваться. По истечении выдержки времени, заданной технологическим процессом, включается привод 13 вращения и секторы 7 поворачиваются на заданный угол: . Вновь загруженная холодная заготовка перемещается на следукнцую позицию
нагрева, а в зону загруэочно-разгрузочного окна подводится сектор с заготовкой, нагретой до ковочной температуры.
Цикл повторяется.
При переходе от одного типоразлюра заготовки к другому минимальный зазор между верхней катушкой 6 индуктора и нагреваемыми заготовками 25 устанавливается винтом 4. При этом шарнир 5 предотвращает вращение катушки 6.
Использование предлагаемого изобретения позволит снизить расход энергии при нагреве заготовок кузнечно-прессовых агрегатов под штамповку,, уменьшить площади, занимаемые нагревателями, тем самым повысить съем с единицы производственно площади, повысить на 25-30% стойкос штамповой оснастки. Кроме того, предлагаемая установка обладает возможностью встраивания в автоматические линии производства горячетитампованных поковок.
Формула изобретения
Индукционная установка, .содержащ корпус, внутри которого смонтирован индуктор, состоящий из двух коаксиальных, горизонтальных, параллельных, плоских, спиральных катушек, .включенных электрически встречно и установленных с возможностью относительного взаимного смещения вдоль вертикальной оси, стол с приводом поворота, выполненный из электропроводных незамкнутых водоохлаждаемых изолированных друг от друга секторо и механизм загрузки-выгрузки, имеющий расположенную параллельно оси симметрии загрузочно-разгрузочного окна штангу с захватом и приводом, отличающаяся тем, что, с целью повьаиения КПД установки и уменьшения ее габаритов, каждый сектор поворотного стола снабжен кареткой с направляющими, связанной с приводе поворота и установленной под нижней катушкой индуктора, при этом направляющие каретки расположены паргшлель но оси симметрии сектора, а захват штанги размещен в KODпусе и взаимодействует с каждой кареткой .
Источники информации, принятые во внимание при экспертизе
1.Шамов А.Н. и др. Проектирование и эксплуатация высокочастотньис
Iустановок. Mi, Машиностроение, 1974, с.. 88.
2.Авторское свидетельство СССР 841127, кл. С 21 D 1/42, 1977.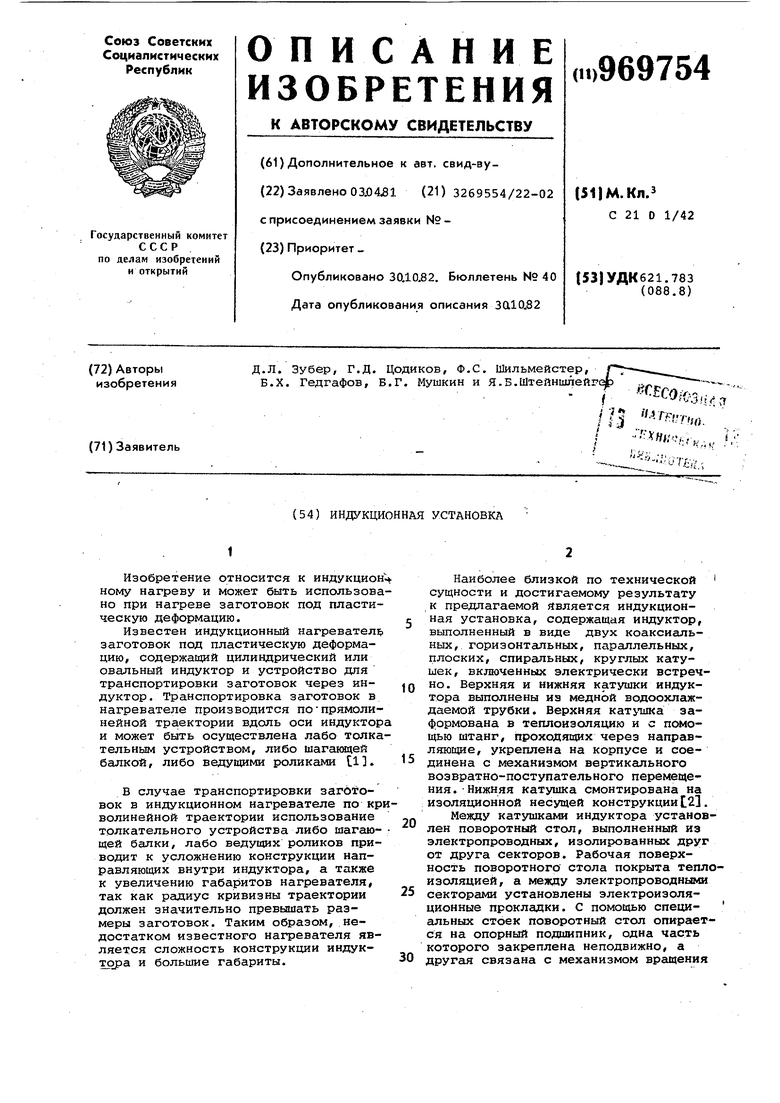
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка | 1982 |
|
SU1016376A1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| Индукционная установка | 1985 |
|
SU1384622A1 |
| Индукционная установка | 1977 |
|
SU841127A1 |
| Манипулятор | 1982 |
|
SU1007967A1 |
| Установка индукционного нагрева перемещаемых деталей | 1991 |
|
SU1786688A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Установка для штамповки деталей из листовых заготовок | 1979 |
|
SU863099A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Индуктор для нагрева изделий переменного сечения | 1986 |
|
SU1479950A1 |