Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении, например, при производстве отвалов плугов Известна установка для термообработки листовых изделий, содержащая индуктйры, загрузочное устройство, транспортирующее устройство с подъемником, на котором укреплена магнитная плита, жестко связанная с шагающими направляющими, пресс с упорами и рычажными сбрасывателями, кинематически связанными с шагающими направляющими l . Однако эта установка не обеспечивает ориентированной укЛадки готовых изделий в тару. Известна также установка для штам повки деталей из листовых заготовок,, содержащая пресс-кассету, один из взаимодействующих инструментов котор рой неподвижно закреплен на станине, загрузочное устройство с транспортирующими штангами и устройство для вы грузки готовых изделий из пресс-кассеты. Устройство для выгрузки готовых изделий выполнено в виде поворот ных разгрузочных кронштейнов 2j. Данное устройство обеспечивает ориентированную выгрузку готовых изделий, однако не обеспечивает укладки изделий в стопки, что усложняет разгрузку тары в следующем переделе. Кроме того, установка не содержит устройства для подачи пустой и уборки заполненной готовыми изделиями тары, поэтому эти операции производятся вручную, что снижает производительность установки. Целью изобретения является исключение ручного труда и обеспечение полной автоматизации технологического процесса. С этой целью в установке для штамповки деталей из листовых заготовок, содержащей пресс-кассету, один из взаимодействуквдих рабочих инструментов которой неподвижно закреплен на станине, загрузочное уст ройство с транспортирующими штангами и устройство для выгрузки готовых изделий из пресс-кассеты, устройство для выгрузки готовых изделий выполнено в виде выталкивателей, установленных на неподвижном рабочем инструменте, откидных упоров, закрепленных на транспортирующих штангдх, и расположенных на.станине с противоположной относительно штанг стороны пресс-кассеты неподвижных направляющих, а установка снабжена сопряженным с неподвижными направляющими механизмом стапелирования и транспортером подачи тары.
Механизм стапелирования может быть выполнен в виде подвижной траверсы со стойками и шарнирно закрепленных на последних поворотных направляющих со скошенными упорами на нижнем торце.
Механизм стапелирования и транспортер подачи тары могут быть снабжены индивидуальными приводами, а установка снабжена системой автоматического управления включения этих приводов со счетчиком готовых изделий и установленными на. траверсе механизма стапелирования концевыми выключателями.
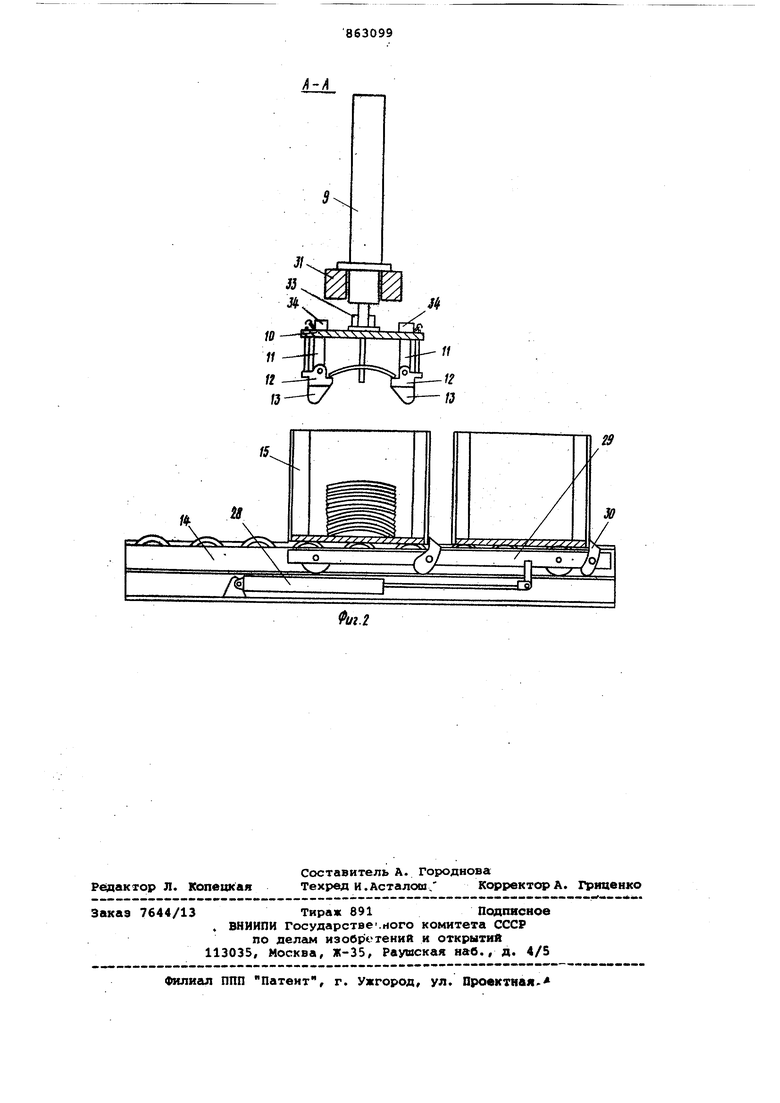
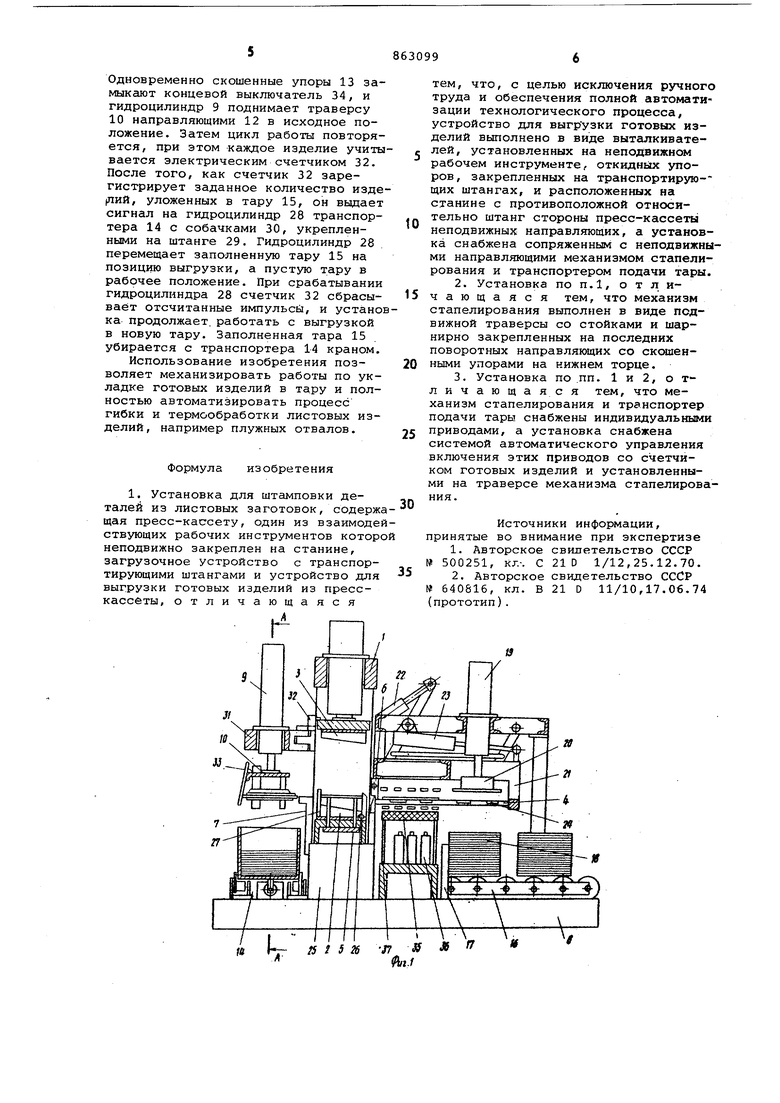
На фиг. 1 схематически изображена установка для штамповки деталей; на фиг.2 - разрез А-А на фиг.1.
Установка для штамповки деталей из листовых заготовок содержит прескассету 1 с неподвижным рабочим инструментом 2 и подвижным рабочим инструментом 3, загрузочное устройств с транспортирующими штангами 4 и устройство для выгрузки готовых изделий из пресс-кассеты, выполненное в виде выталкивателей 5, установленных в неподвижном инструменте 2, откидных упоров б, закрепленных на транспортирующих штангах 4, и неподвижных направляющих 7, расположенных на станине 8 с противоположной относительно штанг 4 стороны пресс-кассеты 1. Механизм стапелирования выполнен в виде связанной с приводом 9 траверсы 10 со стойками 11 и шарнирно закрепленных на стойках 11 поворотных направляющих 12 со скошенными упорами 13 на нижнем торце. На станине 8 смонтированы транспортер 14 для подачи тары 15 и рольганг 16 с базирующими упорами 17. для правильной установки .стопы 18 листовых заготовок.
Загрузочное устройство выполнено в виде подъемника 19, например гидравлического, с магнитной плитой 20 подвижной каретки 21 с транспортирующими штангами 4, гидроцилиндров подъема 22.и горизонтального перемещения 23, На штангах 4 шарнирно закреплены захваты 24. На столе 25 пресс-кассеты установлены подвижные 26 и неподвижные 27 упоры для надежного базирования заготовки на позиции обработки. Транспортер 14 содержит гидроцилиндр 28 и штангу 2 с собачками 30. На корпусе 31 механизма стапелирования закреплен счетчик 32 готовых изделий, а на траверсе 10 механизма стапелирования установлены концевые выключатели 33 и 34. Установка снабжена индукционным нагревателем, содержащим индуктор 3
и батарею конденсаторов 36, размещенных в корпусе 37.
Установка работает следующим образом.
Стопа 18 листовых заготовок, например отвалов плугов, устанавлива ется на рольганг 16 и ориентируется на нем базирующими упорами 17.В дальнейшем при перемещении каждой заготовки по всей линии эта ориентация не меняется. Магнитная плита 20 опускается подъемником 19, включается ток, и плита захватывает одну заготовку из стопы,.после чего подъемник 19 поднимает магнитную плиту 20 и заготовку выше уровня транспортирующих штанг 4 каретки 21. Во время подъема заготовки она огибает шарнирные захваты 24, которые после прохождения заготовки выше их уровня выходят из контакта с ней и занимают первоначальное положение. Гидроцилинром подъема 22 подвижная каретка 21 загрузочного устройства поднимается, и заготовка ложится на шарнирные захваты 24. В это время ток с магнитной плиты отключается. Гидроцилиндром 23 каретка 21 перемещается в переднее положение и- вносит заготовку в индуктор 35, после чего гидрог цилиндром 22 аретка 21 опускается, укладывает заготовку в индуктор и гидроцилиндром 23 возвращается в исходное положение. Далее цикл захвата заготовки из стопы и переноса ее в индуктор повторяется. При каждом подъеме каретки 21 шарнирные захва-ты 24 поднимают нагретую заготовку в индуктор 35 и перемещают ее в рабоче пространство пресс-кассеты 1. При опускании каретки 21 заготовка укладвается на выталкиватели 5, после чего каретка 21 гидроцилиндров 23 возвращается в исходное положение. При опускании подвижного инструмента 3 выталкиватели 5 утапливаются,подвижные упоры 26 базируют заготовку относительно неподвижных упоров 21,а рабочие инструменты 3 и 2 выгибают заготовку по профилю, после чего в полость пресс-кассеты подается охлаждающая среда, и изделие закаливается. После закалки изделия рабочий инструмент 3 поднимается, и выталкиватели 5 поднимают изделие выше уровня неподвижных упоров 26.При следующем цикле движения каретки 21 вперед изделие откидными упорами 5 перемещается по неподвижным направляющим 7 на поворотные направляющие 12 механизма стапелирования. В крайнем переднем йоложении изделие замыкает концевой выключатель 33, и траверса 10 вместе с направляющими
12и изделием опускается. При встрече со стопкой ранее уложенных изделий или дном тары 15 скошенные упоры
13раздвигают поворотные направляющи 12, и изделие укладывается в стопу. Одновременно скошенные упоры 13 замыкают концевой выключатель 34, и гидроцилиндр 9 поднимает траверсу 10 направляющими 12 в исходное положение. Затем цикл работы повторяется, при этом каждое изделие учиты вается электрическим счетчиком 32. После того, как счетчик 32 зарегистрирует заданное количество изде (Лий, уложенных в тару 15, он выдает сигнал на гидроцилиндр 28 транспортера 14 с собачками 30, укрепленными на штанге 29. Гидроцилиндр 28 перемещает заполненную тару 15 на позицию выгрузки, а пустую тару в рабочее положение. При срабатывании гидроцилиндра 28 счетчик 32 сбрасывает отсчитанные импульсы, и устано ка продолжает, работать с выгрузкой в новую тару. Заполненная тара 15 убирается с транспортера 14 краном. Использование изобретения позволяет механизировать работы по укладке готовых изделий в тару и полностью автоматизировать процесс гибки и термообработки листовых изделий, например плужных отвалов. Формула изобретения 1. Установка для штамповки деталей из листовых заготовок, содерж щая пресс-кассету, один из взаимоде ствующих рабочих инструментов котор неподвижно закреплен на станине, загрузочное устройство с транспортирующими штангами и устройство для выгрузки готовых изделий из пресскассеты, отличающаяся
а тем, что, с целью исключения ручного труда и обеспечения полной автоматизации технологического процесса, устройство для выгрузки готовых изделий выполнено в виде выталкивателей, установленных на неподвижном рабочем инструменте, откидных упоров, закрепленных на транспортирую- щих штангах, и расположенных на станине с противоположной относительно штанг стороны пресс-кассеты неподвижных направляющих, а установка снабжена сопряженным с неподвижными направляющими механизмом стапелирования и транспортером подачи тары. 2.Установка по п.1, отличающаяся тем, что механизм стапелирования выполнен в виде подвижной траверсы со стойками и шарнирно закрепленных на последних поворотных направляющих со сксяиенными упорами на нижнем торце. 3.Установка по .пп. 1 и 2, о тличающаяся тем, что механизм стапелирования и транспортер подачи тары снабжены индивидуальными приводами, а установка снабжена системой автоматического управления включения этих приводов со счетчиком готовых изделий и установленными на траверсе механизма стапелирования. Источники информации, принятые во внимание при экспертизе 1.Авторское свилетельство СССР № 500251, KJ-.-. С 21 D 1/12,25.12.70. 2.Авторское свидетельство СССР № 640816, кл. В 21 D 11/10,17.06.74 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из листовых заготовок | 1980 |
|
SU997928A2 |
| Установка для штамповки деталей из листовых заготовок | 1984 |
|
SU1232344A2 |
| Автоматизированная установка для перфорации листовых заготовок | 1983 |
|
SU1091965A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для вырубки заготовок из листовых материалов | 1977 |
|
SU704814A1 |
| Автоматическая линия | 1984 |
|
SU1187962A1 |
| ПРЕСС БРИКЕТИРОВОЧНЫЙ | 2009 |
|
RU2421337C2 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Автоматическая линия для штамповки металлических изделий | 1979 |
|
SU912379A1 |
| Устройство для подачи листового материала в рабочую зону пресса | 1979 |
|
SU824534A1 |