.-
Изобретение относится к обработке металлов давлением, в частности для горячей штамповки изделий стержневого типа с головками из штучных заго тонок.
Цель изобретения - расширение технологических возможностей и повьш1е- ние надежности.
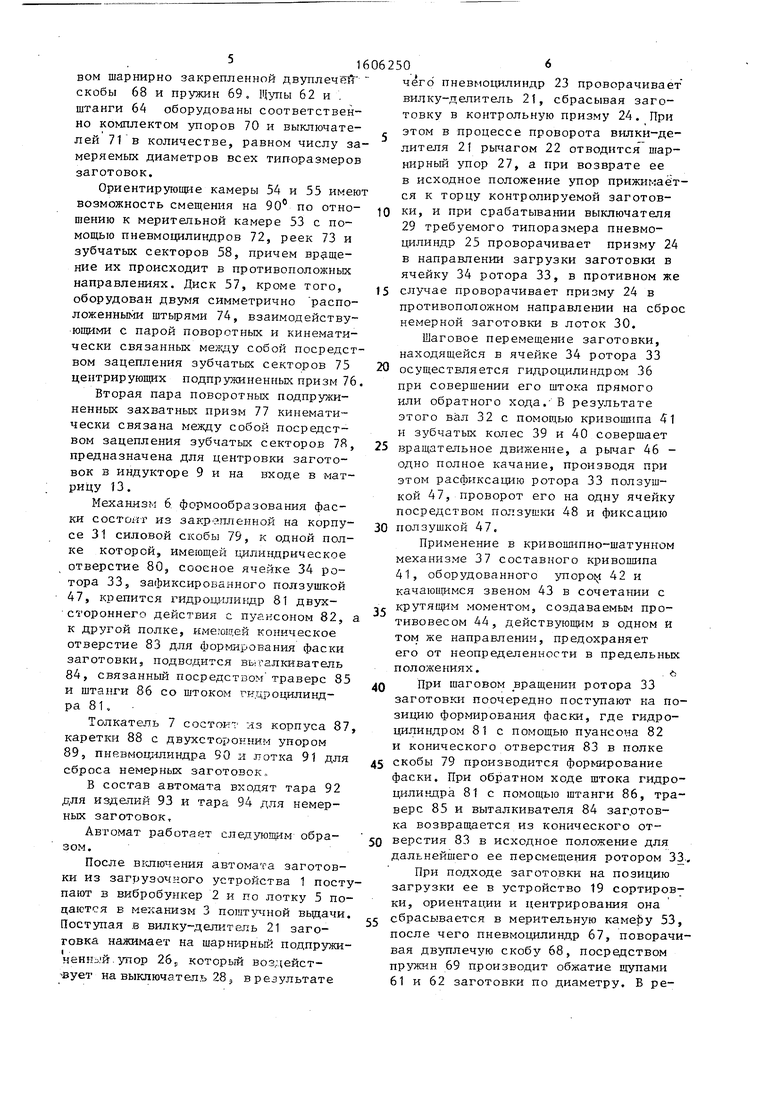
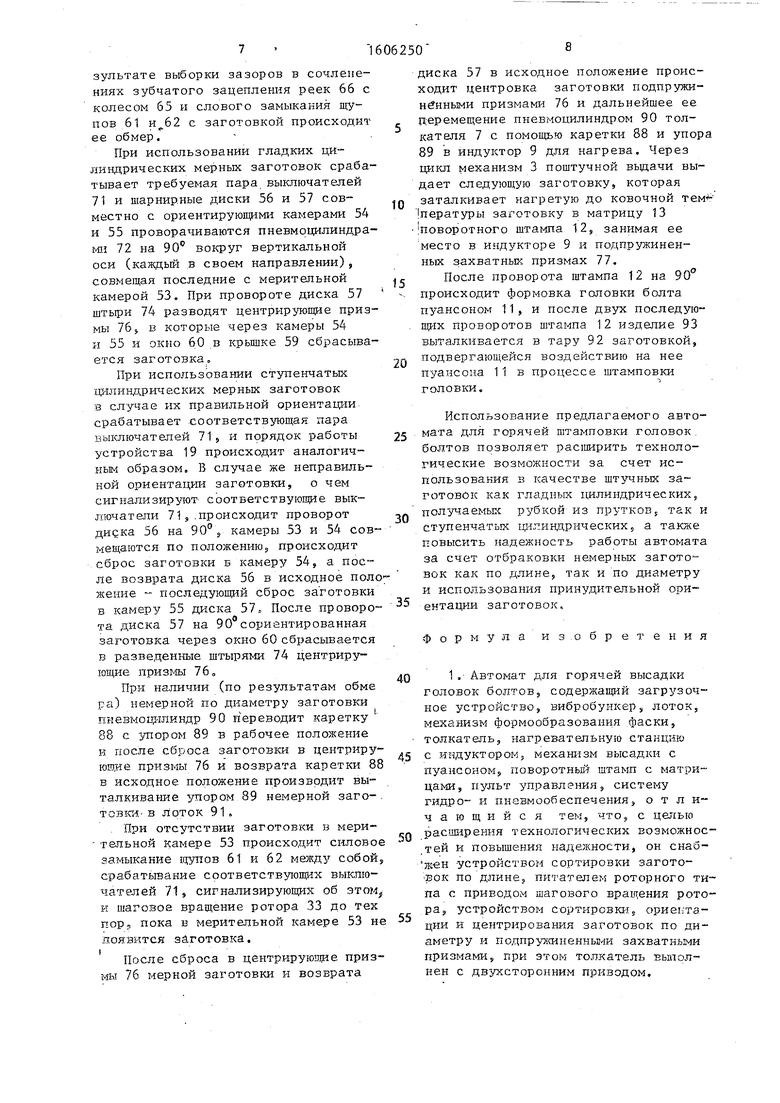
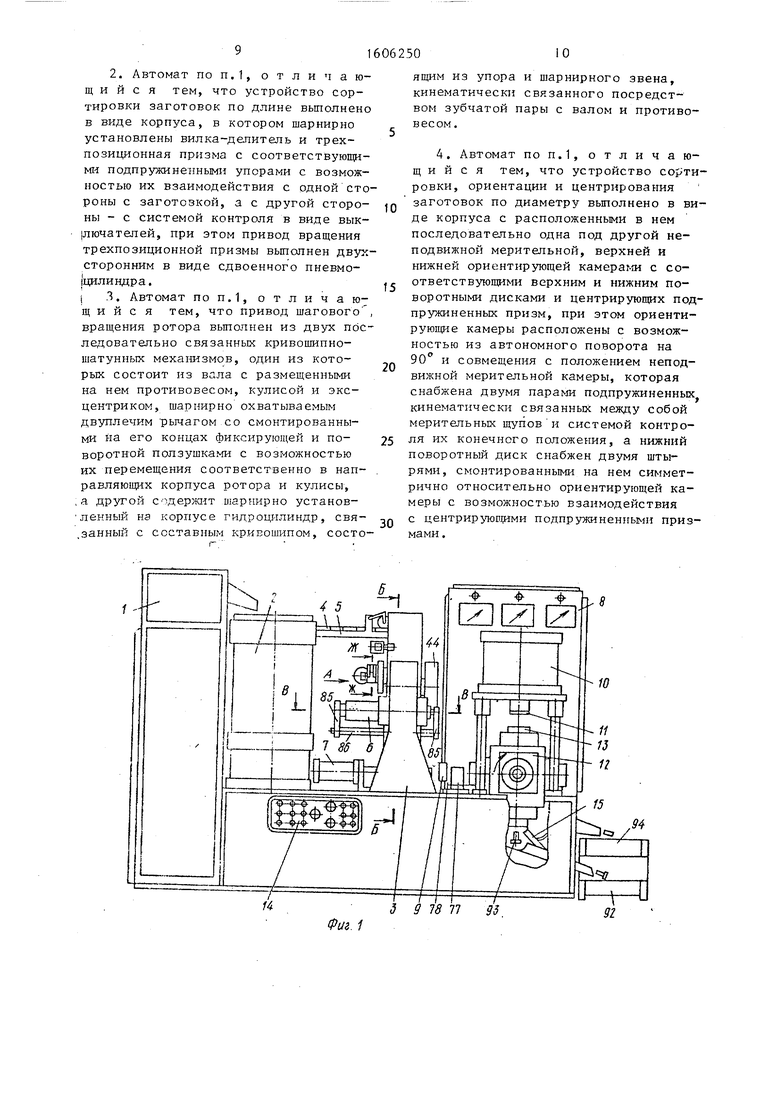
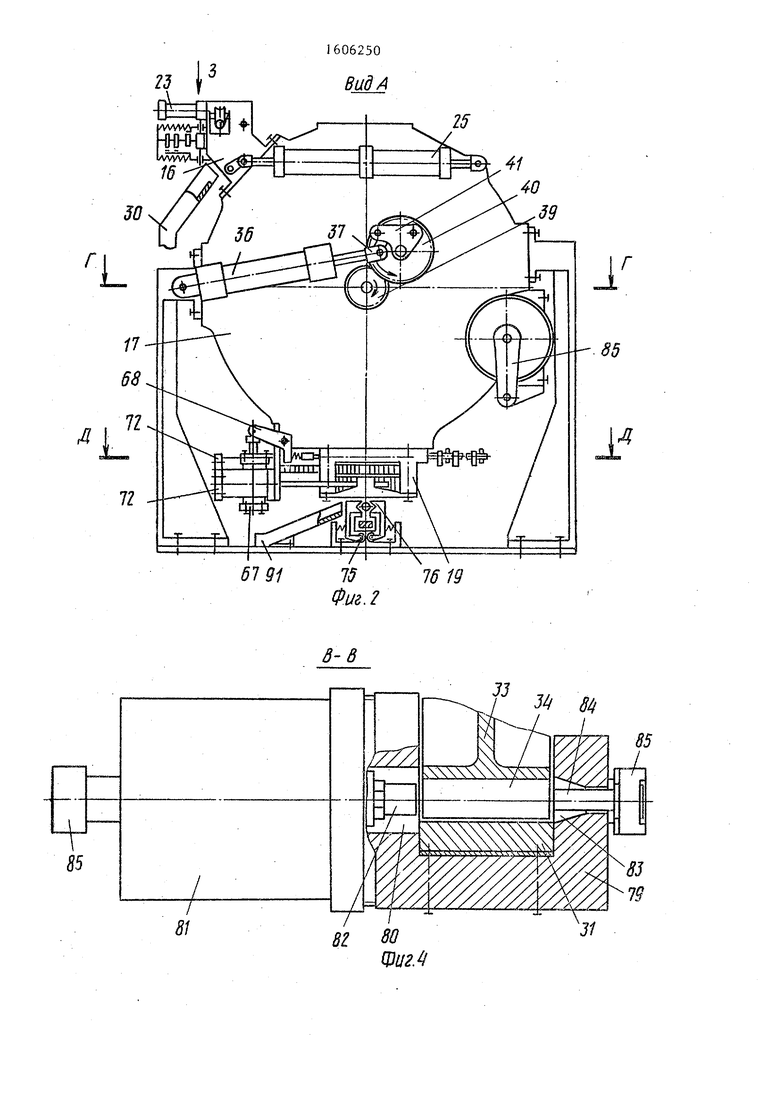
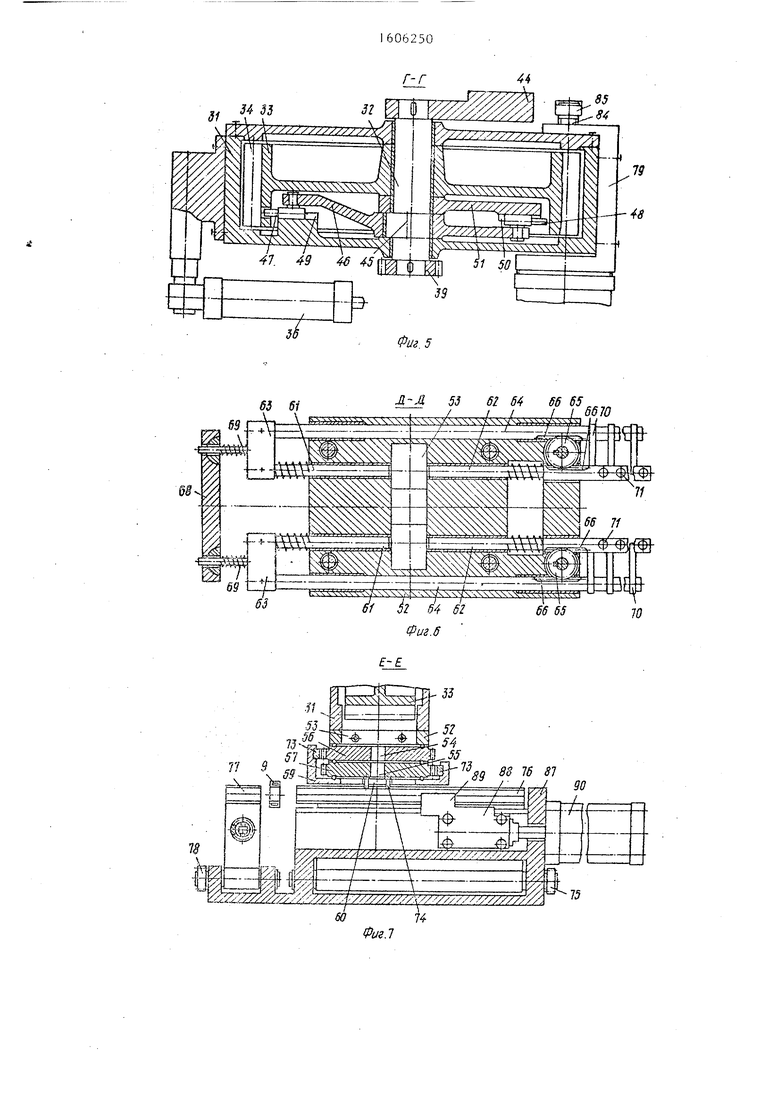
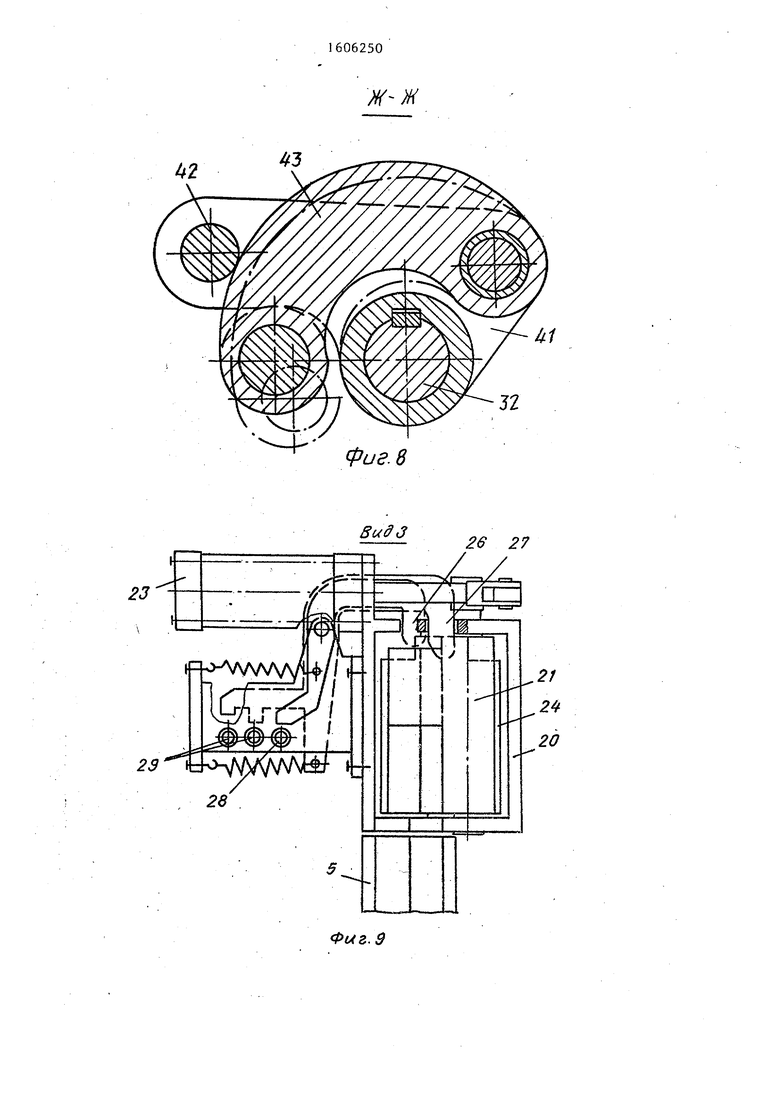
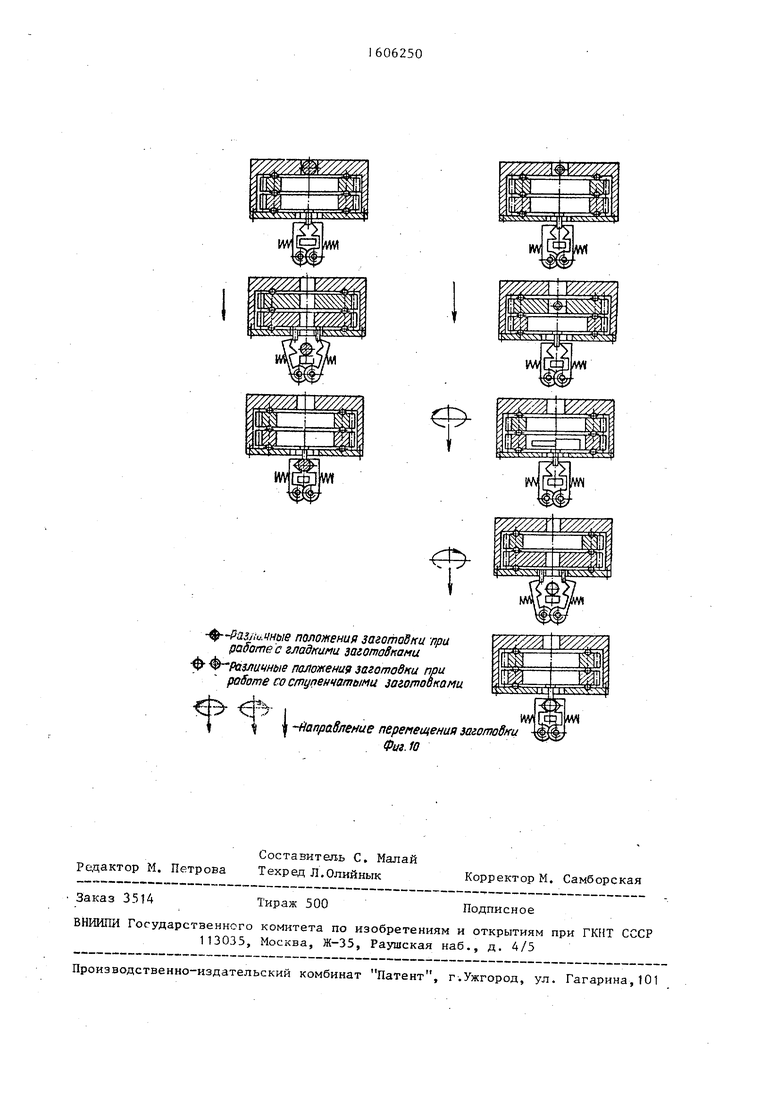
На фиг.1 изображен автомат, вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 разрез В-В на фиг.1; на фиг.З - разрез Г-Г на фиг с 2; на фиг.6 - разрез Д-Д на фиг.2 на фиг.7 - разрез Е-Е ,3; на фиг.8 - разрез Ж-Ж на фиго1| на фиг.9 - вид 3 на фиг.2; на фиг с 10 - этапы работы устройства сортировки, ориентации и центровки заготовок по диаметру.
Автомат содержит загрузочное устройство 1, вибробункер 2, меха- . низм 3 поштучной вьщачи заготовок 4 лоток 5, механизм 6 высадки фаски, толкатель 7, нагревательную стан цию 8 с индуктором 9, механизм 10 высадки головки болта с пуансоном 11 поворотньм штампом 12 и сменными матрицами 13, пульт 14 управления и систему 15 гидро- и пневмообеспе-
чения, I
Механизм 3 поштз ной вьщачи включает в себя устройство 16 сортировки заготовок по длине,, питатель 17 ро- торного типа с шаговым приводом 18, устройство 19 сортировки, ориентации и центровки заготовок по диаметру
устройство 16 сортировки загото вок по длине-состоит из корпуса 20, тарнирно закрепленных вилки-делителя 21 с рычагом 22 и приводом от пнев- моцилиндра 23, трехпозиционной призмы 24 с приводом от сдвоенного пнев20
25
-,30 35
- 40 45
Q
моцилиндра 25, подпружиненных упоров 26 и 27, выключателей 28 и 29 конеч- ного положения и лотка 30 сброса немерных заготовок.
Питатель 17 из корпуса 31, внутри которого на валу 32 шар- нирно установлен ротор 33 с ячейками 34 для размещения заготовок и пазами 35.
Шаговый привод 18 вращения ротора 33 включает в себя шарнирно установленный гидроцилиндр 36, кинематически связанный с ротором 33 посредством кривошипно-шатунных механизмов 37 и 38 и зубчатой пары 39 и 40. В механизм 37 входит составной кривошип 41 с упором 42 и шарнирным качающимся звеном 43 противовеса 44, закрепленным на валу 32.
Механизм 38 включает в себя эксцентрик 45, вал 32, шарнирно охватываемый двуплечим рычагом 46, на концах которого шарнирпо закреплены ползуш- ки 47 и 48, расположенные соответст-г венно в неподвижной направляющей 49 корпуса 31 и направляющей 50 кулисы 51, шарнирно закрепленной на валу 32.Устройство 19 сортировки, ориентации и центровки заготовок по диаметру содержит корпус 52, внутри которого находятся неподвижная мерительная камера 53 и две ориентирующие камеры 54 и 55, расположенные одна под дру- гой внутри шарнирных дисков 56 и 57с зубчатыми секторами 58 и закрытые снизу крьш1кой 59 с окном 60, соосным мерительной камере 53. Последняя оборудована двумя парами подпру иненных мерительных щупов 61 и 62, кинематически связанных между собой с помощью траверсы 63, штанги 64, зубчатого колеса 65, реек 66, приводимых в движение от пневмоцилиндра 67 посредстBOM шарнирно закрепленной двуплечггй скобы 68 и пружин 69. Щупы 62 и штанги 64 оборудованы соответственно комплектом упоров 70 и выключателей 71 в количестве, равном числу замеряемых диаметров всех тип-оразмеров заготовок.
Ориентирующие камеры 54 и 55 имеют возможность смещения на 90° по отношению к мерительной камере 53 с помощью пневмоцилиндров 72, реек 73 и зубчатых секторов 58, причем ние их происходит в противоположных направлениях. Диск 57, кроме того, оборудован двумя симметрично расположенными штырями 74, взаимодействующими с парой поворотных и кинематически связанных между собой посредством зацепления зубчатых секторов 75 центрирующих подпружиненных призм 76.
Вторая пара поворотных подпружиненных захватных призм 77 кинематически связана между собой посредством зацепления зубчатых секторов 7Я, предназначена для центровки заготовок в индукторе 9 и на входе в матрицу 13.
Механизм 6 формообразования фаски состой-г из закрепленной на корпусе 31 силовой скобы 79, к одной полке которой, имеющей цилиндрическое отверстие 80, сооеное ячейке 34 ротора 33, зафиксированного ползушкой 47, крепится гидрощшивдр 81 двух- стороннего действия с пуансоном 82, а к другой полке, имеющей коническое отверстие 83 для формирования фаски заготовки, подводится выталкиватель 84, связанный посредством траверс 85 и штанги 86 со штоком гицроцилинд- ра 8К
Толкатель 7 состоит из корпуса 87, каретки 88 с двухсторонним упором 89, пневмоц2отиндра 90 и лотка 91 для сброса немерных заготовок„
В состав автомата входят тара 92 для изделий 93 и тара 94 для немерных заготовок.
Автомат работает следующим образом.
После вютючения автомата заготовки из загрузочного устройства 1 постуают в вибробункер 2 и по лотку 5 по- агстся в меканизм 3 погату шой вьщачи. оступая в вилку-деш1тель 21 загоовка нажимает на шарнрфный подпрзоки- .упор 26,, который воздейстует на выключатель 28 5 в результате
16
1606250
чего пневмоцилиндр 23 проворачивает вилку-делитель 21, сбрасывая заготовку в контрольную призму 24. При
g этом в процессе проворота вилки-делителя 21 рычагом 22 отводится шарнирный упор 27, а при возврате ее в исходное положение упор прижимаё т- ся к торцу контролируемой заготов10 ки, и при срабатывании выключателя
29 требуемого типоразмера пневмоцилиндр 25 проворачивает призму 24 в направлении загрузки заготовки в ячейку 34 ротора 33, в противном же 15 случае проворачивает призму 24 в
противоположном направлении на сброс немерной заготовки в лоток 30.
Шаговое перемещеш1е заготовки, находящейся в ячейке 34 ротора 33 20 осуществляется гидроцилиндром 36 при совершении его штока прямого или обратного хода.- В результате этого вал 32 с помощью кривошипа 41 и зубчатых колес 39 и 40 совершает 25 вращательное движение, а рьмаг 46 - одно полное качание, производя при этом расфиксацию ротора 33 ползушкой 47, проворот его на одну ячейку посредством ползушки 48 и фиксацию 30 ползушкой 47.
Применение в кривошипно-шатунном механизме 37 составного кривошипа 41, оборудованного ynopot i 42 и качающимся звеном 43 в сочетании с крутящим моментом, создаваемым противовесом 44, действуюшдм в одном и том же направлении, предохраняет его от неопределенности в предельных положениях.
При шаговом вращении ротора 33 заготовки поочередно поступают на позицию формирования фаски, где гидроцилиндром 81 с помощью пуансоча 82 и конического отверстия 83 в полке скобы 79 производится форьшрование фаски. При обратном ходе штока гидроцилиндра 81 с помощью штанги 86, траверс 85 и выталкивателя 84 заг.отов- ка возвращается из конического от- 0 верстия 83 в исходное положение для дальнейшего ее перемещения ротором 33..
При подходе заготовки на позицию загрузки ее в устройство 19 сортировки, ориентации и центрирования она 5 сбрасывается в мерительную каме| у 53, после чего пневмоцилиндр 67, поворачивая двуплечую скобу 68, посредством пружин 69 производит обжатие щупами 61 и 62 заготовки по диаметру. Б ре35
0
5
зультате выборки зазоров в сочленениях зубчатого зацепления реек 66 с колесом 65 и елового замыкания щупов 61 с заготовкой происходит ее обмер.
При использовании гладких цилиндрических мерных заготовок срабатывает требуемая пара выключателей 71 и шарнирные диски 56 и 57 совместно с ориентирующими камерами 34 и 55 проворачиваются пневмоцилиндра- ми 72 на вокруг вертикальной оси (каждый в своем направлении), совмещая последние с мерительной камерой 53. При провороте диска 57 штыри 74 разводят центрируюпре призмы 76, в которые через камеры 54 н 55 и окно 60 .в крышке 59 сбрасывается заготовка
При использовании ступенчатых 1щлиндрических мерных заготовок в случае их правильной ориентации срабатывает .соответствующая пара выключателей 71j и порядок работы устройства 19 происходит аналогич™ ным образом, В случае же неправильной ориентации заготовки, о чем сигнализируют соответствующие выключатели 71S.происходит проворот диска 56 на 90°; камеры 53 и 54 совмещаются по положению,, происходит сброс заготовки в камеру 54, а после возврата диска 56 в исходное полО жение последующий сброс заготовки в камеру 55 диска 57 После проворо- та диска 57 на 90°сориентированная заготовка через окно 60 сбрасывается в разведенные щтырями 74 центрирующие ПРИЗГ-1Ы 76 о
При наличии (по результатам обме ра) немерной по диаметру заготовки пневмоцилиндр 90 п ереводит каретку 88 с упором 89 в рабочее положение и после сброса заготовки в центрирующие призмы 76 н возврата каретки 8 в исходное положение производит вы- талкиваьше упором 89 немерной загоТОВ1-СИ- в л:оток 91 .
При отсутствии заготовки в мери- тельной камере 33 происходит силово замыкание ндшов 61 и 62 между собой срабатьгоание соответствующих выключателей 71S сигнализирующих об этом и шаговое вращение ротора 33 до тех nopj пока в мерительной камере 53 н появится зйготовка.
После сброса в центрируюпще приз мы 76 мерной заготовки и возврата
5
0
5
0
5
0
5
55
диска 57 в исходное положение происходит центровка заготовки подпружиненными призмами 76 и дальнейшее ее п еремещение пневмоцилиндром 90 толкателя 7 с помощг ю каретки 88 и упора 89 в индуктор 9 для нагрева. Через цикл механизм 3 поштучной выдачи выдает следующую заготовку, которая заталкивает нагретую до ковочной пературы заготовку в матрицу 13 InoBopoTHoro штампа 12, занимая ее место в индукторе 9 и подпружиненных захватных призмах 77.
После проворота штампа 12 на 90 происходит формовка головки болта пуансоном 11, и после двух последую- mjix проворотов штампа 1 2 изделие 93 выталкивается в тару 92 заготовкой, подвергающейся воздействию на нее пуансона 11 в процессе штамповки головки.
Использование предлагаемого автомата для горячей штамповки головок. болтов позволяет расширить технологические возможности за счет использования в качестве штучных заготовок как гладных хщлиндрических, получаемьк рубкой из прутков так и ступенчатых цилиндрических, а также повысить надежность работы автомата за счет отбраковки немерных заготовок как по длине, так и по диаметру и использования принудительной ориентации заготовок.
Формула из.обретения
1. Автомат для горячей высадки головок болтов, содержащий загрузочное устройство, вибробункер, лоток, механизм формообразования фаски, толкатель, нагревательную станцию с индуктор ОМ; мехаш-1зм высадки с пуансоном, поворотньй штамп с матрицами, пульт управления, систему гидро- и пневмообеспечения, отличающийся тем, что, с целью рас лнрения технологических возможностей и повышения надежности, он снаб- жен устройством сортировки загото- Вок по длине, питателем роторного типа с приводом шагового вращения ротора, устройством сортировки, ориентации и центрирования заготовок по диаметру и подпружиненньми захватными призмами, при толкатель вьтол- нен с дв тхсторонним приводом.
2. Автомат по п.1, отличающийся тем, что устройство сортировки заготовок по длине вьшолнено в виде корпуса, в котором шарнирно установлены вилка-делитель и трех- позиционная призма с соответствующими подпружиненными упорами с возможностью их взаимодействия с одной стороны с заготовкой, а с другой стороны - с системой контроля в виде вык- |лючателей, при этом привод вращения трехпозиционной призмы выполнен двухсторонним в виде сдвоенного пневмо- |цилиндра.
j 3. Автомат по п.1, отличающийся тем, что привод шагового вращения ротора выполнен из двух последовательно связанных кривошипно- шатунных механизмов, один из которых состоит из вала с размещенными на нем противовесом, кулисой и эксцентриком, шарнирно охватываемым двуплечим рычагом со смонтированными на его концах фиксирующей и поворотной ползушками с возможностью их перемещения соответственно в нап- равляю1цих корпуса ротора и кулисы, ,а другой содержит шарнирно установ- ленный на корпусе гидроцилиндр, свя- ,занный с составным кривошипом, состо
0
5
0
5
0
ящим из упора и щарнирного звена, кинематически связанного посредством зубчатой пары с валом и противовесом.
4. Автомат по п.1, отлича ю- щ и и с я тем, что устройство сортировки, ориентации и центрирования заготовок по диаметру выполнено в виде корпуса с расположенными в нем последовательно одна под другой неподвижной мерительной, верхней и нижней ориентирующей камерами с соответствующими верхним и нижним поворотными дисками и центрирз/тощих подпружиненных призм, при этом ориентирующие камеры расположены с возможностью из автономного поворота на 90 и совмещения с положением неподвижной мерительной камеры, которая снабжена двумя парами подпружиненных кинематически связанных между собой мерительных щупов и системой контроля их конечного положения, а нижний поворотный диск снабжен двумя штырями, смонтированными на нем симметрично относительно ориентирующей камеры с возможностью взаимодействия с центрируюп1ими подпружинен1гыми призмами.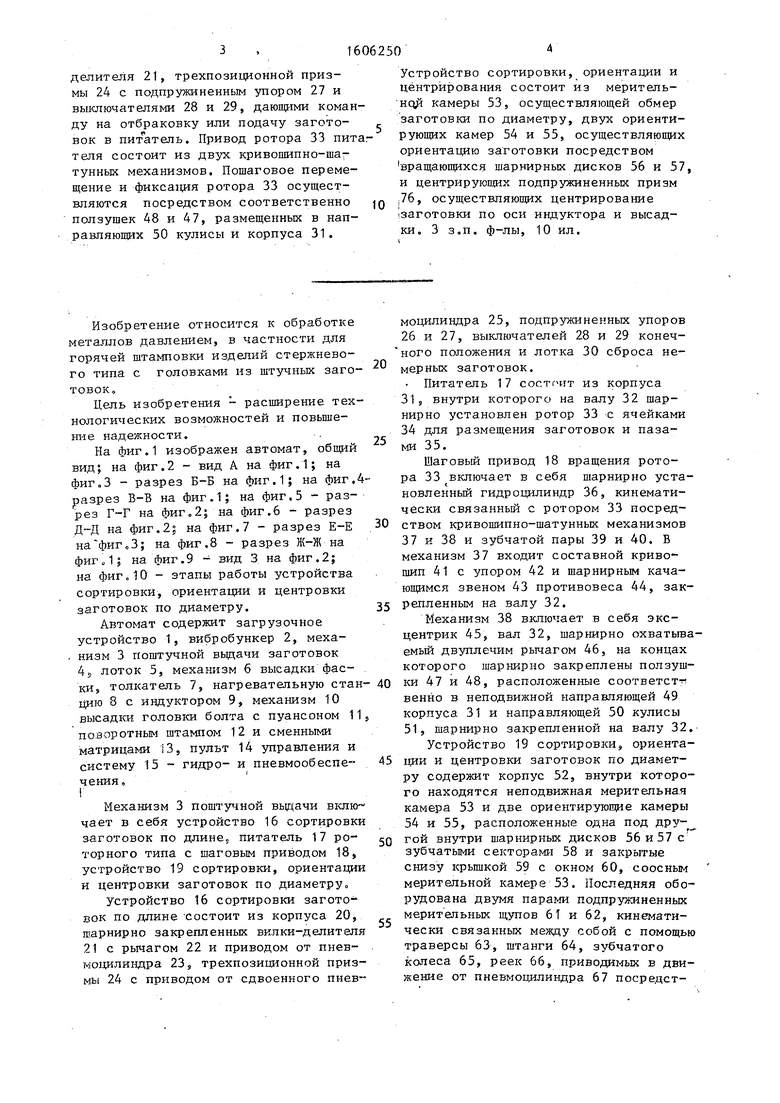
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к холодновысадочномуАВТОМАТу | 1978 |
|
SU801943A1 |
| Автоматическая линия поперечно-клиновой прокатки | 1986 |
|
SU1407647A1 |
| Автоматическая линия для изготовления деталей типа стержней | 1981 |
|
SU1016010A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Автомат для высадки гвоздей | 1971 |
|
SU379119A1 |
| Устройство для подачи заготовок | 1986 |
|
SU1409383A1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| Автомат для горячей высадки изделийСТЕРжНЕВОгО ТипА | 1979 |
|
SU814543A1 |
| Токарный автомат | 1979 |
|
SU856666A1 |
| Устройство для подачи мерных заготовок | 1981 |
|
SU996019A1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении изделий стержневого типа с головками из штучных заготовок. Цель изобретения - расширение технологических возможностей и повышение надежности. Автомат содержит устройство для сортировки штучных заготовок по длине с отбраковкой немерных заготовок, питатель роторного типа, устройство сортировки, ориентации и центрирования по диаметру, механизм формообразования фасок, индуктор, механизм высадки головки. Устройство сортировки штучных заготовок по длине выполнено в виде вилки-делителя 21, трехпозиционной призмы 24 с подпружиненным упором 27 и выключателями 28 и 29, дающими команду на отбраковку или подачу заготовок в питатель. Привод ротора 33 питателя состоит из двух кривошипно-шатунных механизмов. Пошаговое перемещение и фиксация ротора 33 осуществляются посредством соответственно ползушек 48 и 47, размещенных в направляющих 50 кулисы и корпуса 31. Устройство сортировки, ориентации и центрирования состоит из мерительной камеры 53, осуществляющей обмер заготовки по диаметру, двух ориентирующих камер 54 и 55, осуществляющих ориентацию заготовки посредством вращающихся шарнирных дисков 56 и 57, и центрирующих подпружиненных призм 76, осуществляющих центрирование заготовки по оси индуктора и высадки. 3 з.п. ф-лы, 10 ил.
Фиг. 1
д 9 78 П 93
ВадА
85
81
25
41
40
3 81(
31
65 61
р-Х )) jV
,
Г-Г
Фиг. 5
53 62 64 65 65
15
)К
l42
фиг. в
29
28
Ф(Аг.9
52
8udJ
26 2
шс:
i
.Кл
ш
ЙЖЙ
да$в& г (
f.T vГ l-Ц|мj ЬSKA
т
VW
a jiawtiie положение загатоВни wu работе с гладкими заготоЗками
Ж
зличнм папожениу заготовки при роботе со ступенчатыми заготовками
I
f I -йапрйбление перемещения заготодн-и Фаг.Ю
Ж
ХЕ
т
т
т
| Автомат для горячей высадки болтов | 1985 |
|
SU1311830A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
