1
Изобретение относится к металлургии цветных металлов, в частности к производству алюминия электролизом, и может быть использовано для получения контакта в изделиях, выполненных из разнородных материалов.
Штыри с обгоревшими конусами отделяют от а/воминиевых штанг. Алюминиевые штанги переплавляют в цехах электролиза, а остальные штыри сдают на металлолом.
Наиболее близким к предлагаемому является линия реставрации анодных штырей, включающая транспортнопередающие средства, накопители токарные станки, центрирующее устройство 1 .,
Недостатком известной линии является низкая производительность при обрезке обгоревших конусов анодных штырей, а также отсутствие технологической возможности реставрации на данной линии сталеалюминиевых анодных штырей.
Цель изобретения - повышение про:изводительности и расширение техно-, логических возможностей линии.
Поставленная цель достигается тем, что линия реставрации сталеалюминиевых анодных штырей дополнительно содержит манипулятор, расположенный за накопителем реставрируемых штырей, пресс-машину с устройством {ДЛЯ отделения алюминиевой штанги от
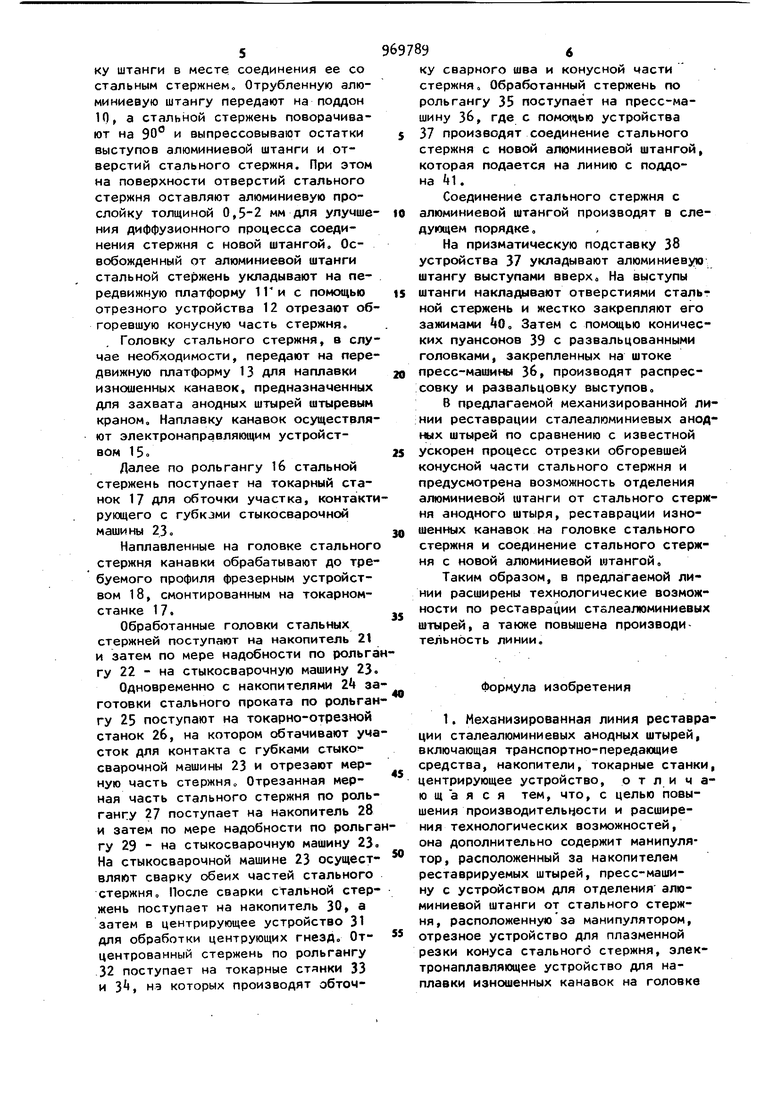
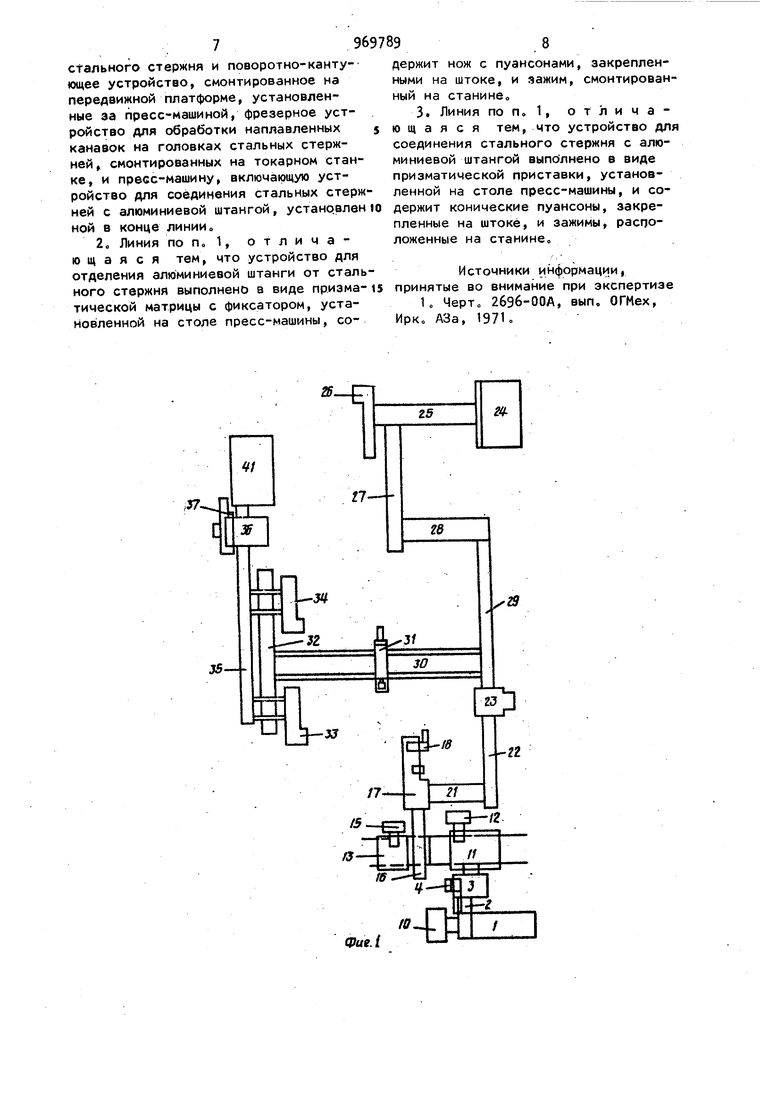
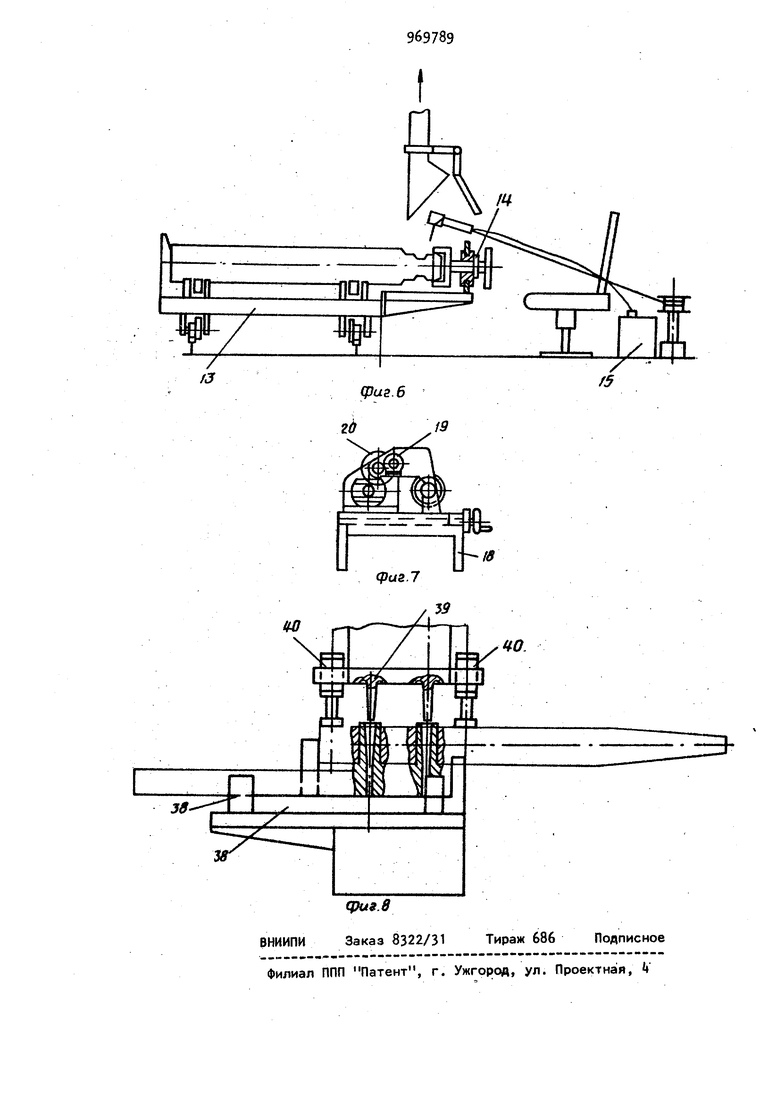
10 стального стержня, расположенную за манипулятором, отрезное устройство для плазменной резки конуса стального стержня, электронаплавляющее устройство для наплавки изношенных канавок на головке стального стержня и поворотно-кантующее устройство, смонтированное на передвижной платформе, установленные за пресс-машиной, фрезерное устройство для обра26ботки наплавленных канавок на головках стальных стержней, смонтированных на токарном станке, и пресс-машину, включающую устройство для соединения стальных стержней с алюминиевой штангой, установленной в конце линии, . Устройство для отделения алюминиевой штангиот стального стержня выполнено в виде призматической матрицы с фиксатором, установленной на i столе пресс-машины, содержит нож с пуансонами, закрепленными на штоке матрицы, и зажим, смонтированный на станине. Кроме того, устройство для соединения стального стержня с алюминиевой штангой выполнено в виде призма тической приставки, установленной на столе пресс-машины, конических пуансонов, закрепленных на штоке, и зажимов, расположенных на станине. На фиг. 1 показана механизированная линия рёставрации сталеалюминиевых штырей; на фиг, 2 - устройство для отделения- алюминиевой штанги от стального стержня; на фиг. 3 - разрез А-А на фиг о 2 (в момент обрубки алюминиевой штанги); на фиг. вид по стрелке Б на фиг, 2 (в мойент выпрессовки выступов алюминиевой штанги из отверстий стального стерж ня); на фиг. 5 - передвижная платформа с отрезным устройством; на фиг. 6 - передвижная платформа с ndворотно-кантующим устройством и устройство для направки изношенных канавок; на фиг о 7 - фрезерное устройство; на фиг 8 - устройство для сое динения стального стержня с алюминиевой штангой Механизированная линия реставрации сталеалюминиевых анодных штырей содержит накопитель 1 реставрируемых штырей, связанный рольгангом с манипулятором 2 и пресс-машиной 3, на которой смонтировано устройство Ц дл отделения алюминиевой штанги от стал ного стержня с Устройство для отделения алюминиевой штанги от стального стержня (штыря) содержит призматичес кую матрицу 5 с поворотным фиксатором 6, установленную на столе пресс: машины 3.. нож 7 с пуансонами 8, закре пленными на штоке, и зажим 9 смонтированный на станине, У накопителя 1 установлен поддон 10 для накопления изношенных алюминиевых штанг. За ripecc-машиной 3 расположена платформа 11, установленная с возмож ностью перемещения по рельсам вдоль |отрезного устройства 12 для плазменНОИ резки конуса стального стержня и платформы 13, с установленным на ней поворотно-кантующим устройством 1Ц, установленная с возможностью перемещения по рельсам вдоль устройства 15 для наплавки изношенных канавок на головке стального стержня Отрезное устройство 12 и устройство 15 для наплавки изношенных канавок на головке стального стержня связаны рольгангом 16 с токарным.станком 17 и смонтированным на нем фрезерным устройством 1В, содержащим привод 19 и режущие инструменты 20 для обработки наплавленных канавок. За токарным станком 17 установлен накопитель 21 обработанных головок стальных стержней, связанный рольгангом 22 со стыкосварочной машиной 23. Накопитель 1 заготовок стального проката рольгангом 25 связан с токарно-отрезным станком 26, который рольгангом 27, накопителем 28 мерных частей стального стержня и рольгангом 29 соединен со стыкосварочной машиной 23 о За стыкосварочной машиной 23 установлены накопитель 30 сваренных стальных стержней и расположенное за ним центрирующее устройство 31 о Накопитель 30 связан рольгангом 32 с токарными ;станками 33 и З установленными по обе стороны рольганга 32„ Станки 33 и З рольгангом 35 связаны с пресс-машиной Зб и смонтированным на ней устройством 37 для соединения стального стержня с алюминиевой штангой, которое содержит призматическую приставку 38, установленную на столе пресс-машины, конические пуансоны 39, закрепленные на штоке, и зажимы 0, закрепленные на станине пресс-машины. За пресс-машиной 36 установлен поддон Ш, Механизированная линия снабжена электрической системой, обеспечивающей работу приводов Механизированная линия реставрации сталеалюминиевых анодных штырей работает следующим образом. Анодные штыри, подлежащие реставрации, с накопителя 1 с помощью манипулятора 2 передают на пресс-машину 3 с устройством 4 для отделения алюминиевой штанги от стального стержня. На пресс-машине 3 анодный штырь жестко фиксируют, на призматической матрице 5 производят обруб5ку штанги в месте соединения ее со стальным стержнемо Отрубленную алюминиевую штангу передают на поддон 10 а стальной стержень поворачивают на и выпрессовывают остатки выступов алюминиевой штанги и отверстий стального стержня. При этом на поверхности отверстий стального стержня оставляют алюминиевую прослойку толщиной 0,5-2 мм для улучшения диффузионного процесса соединения стержня с новой штангой. Освобожденный от алюминиевой штанги стальной стержень укладывают на передвижную платформу 1Ги с помощью отрезного устройства 12 отрезают обгоревшую конусную часть стержня. Головку стального стержня, в случае необходимости, передают на передвижную платформу 13 для наплавки изношенных канавок, предназначенных для захвата анодных штырей штыревым краном. Наплавку канавок осуществляют электронаправляющим устройством 15 о Далее по рольгангу 16 стальной стержень поступает на токарный станок 17 для обточки участка, контакти рующего с губкэми стыкосварочной машины 23о Наплавленные на головке стального стержня канавки обрабатывают до требуемого профиля фрезерным устройством 18, смонтированным на токарномстанке 17. Обработанные головки стальных стержней поступают на накопитель 21 и затем по мере надобности по рольга гу 22 - на стыкосварочную машину 23. Одновременно с накопителями 2 за готовки стального проката по рольган гу 25 поступают на токарно-отрезной станок 26, на котором обтачивают уча сток для контакта с губками стыко сварочной машины 23 и отрезают мерную часть стержня Отрезанная мерная часть стального стержня по рольгангу 27 поступает на накопитель 28 и затем по мере надобности по рольга гу 29 - на стыкосварочную машину 23. На стыкосварочной машине 23 осуществляют сварку обеих частей стального стержня. После сварки стальной стержень поступает на накопитель 30, а затем в центрирующее устройство 31 для обработки центрующих гнезд. Отцентрованный стержень по рольгангу 32 поступает на токарные стянки 33 и З на которых производят обточ89ку сварного шва и конусной части стержня. Обработанный стержень по рольгангу 35 поступает на пресс-машину 36, где с устройства 37 производят соединение стального стержня с новой алюминиевой штангой, которая подается на линию с поддона . Соединение стального стержня с алюминиевой штангой производят а следующем порядке. На призматическую подставку 38 устройства 37 укладывают алюминиевую штангу выступами вверх. На выступы штанги накладывают отверстиями стальной стержень и жестко закрепляют его зажимами kO, Затем с помощью конических пуансонов 39 с развальцованными головками, закрепленных на штоке пресс-машины Зб, производят распрессовку и развальцовку выступов. В предлагаемой механизированной линии реставрации сталеалюминиевых анодных штырей по сравнению с известной ускорен процесс отрезки обгоревшей конусной части стального стержня и предусмотрена возможность отделения алюминиевой штанги от стального стержня анодного штыря, реставрации изношенных канавок на головке стального стержня и соединение стального стержня с новой алюминиевой штангой, Таким образом, в предлагаемой линии расширены технологические возможности по реставрации стглеалюминиевых штырей, а также повышена производительность линии. Формула изобретения 1. Мехзнизированная линия реставрации сталеалюминиевых анодных штырей, включающая транспортно-передающие средства, накопители, токарные станки, центрирующее устройство, отличающая с я тем, что, с целью повышения производительности и расширения технологических возможностей, она дополнительно содержит манипулятор, расположенный за накопителем реставрируемых штырей, пресс-машину с устройством для отделения алюминиевой штанги от стального стержня, расположенную за манипулятором, отрезное устройство для плазменной резки конуса стальногб стержня, злектронаплавляющее устройство для наплавки изношенных канавок на головке
стального стержня и поворотно-кантующее устройство, смонтированное на передвижной платформе, установленные за пресс-машиной, фрезерное устройство для обработки наплавленных канавок на головках стальных стержней, смонтированных на токарном станке, и пресс-машину, включающую устройство для соединения стальных стержней с алюминиевой штангой, устано.влен ной в конце линии,
2о Линия попо1, отличающаяся тем, что устройство для отделения алюминиевой штанги от стального стержня выполнено в виде призматической матрицы с фиксатором, установленной на столе пресс-машины, содержит нож с пуансонами, закрепленными на штоке, и зажим, смонтированный на станине
3. Линия поп, 1, отличающаяся тем, что устройство дл соединения стального стержня с алюминиевой штангой выполнено в виде призматической приставки, установленной на столе пресс-машины, и содержит конические пуансоны, закрепленные на штоке, и зажимы, расположенные на станине.
Источники информации, принятые во внимание при экспертизе
U Черт, 26Э6-ООА, вып, ОГМех, Ирк, АЗа, 1971 о
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1987 |
|
SU1452861A2 |
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1984 |
|
SU1208094A1 |
| Механизированная линия изготовления катодных стержней | 1984 |
|
SU1247433A1 |
| Составной анодный штырь алюминиевого электролизера | 1982 |
|
SU1024529A1 |
| АНОДНЫЙ ШТЫРЬ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ВЕРХНИМ ПОДВОДОМ ТОКА К АНОДУ | 1970 |
|
SU258610A1 |
| Способ изготовления сталеалюминиевого штыря | 1971 |
|
SU361715A1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2118407C1 |
| СОСТАВНОЙ АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1973 |
|
SU386028A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ВЗРЫВОМ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2074076C1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ПОДВОДОМ ТОКА | 1994 |
|
RU2082829C1 |
фие.З
дзигМ
12
3
и
ta
(раг.,5
//
м
