(54) СПОСОВ ИЗГОТОВЛЕНИЯ СТАЛЕАЛЮМИНИЕВОГО
1
Изобретение относится к области изготовпения оборудования для производства алюминия, и в частности, к области изготовления анодных токоподводяпшх штырей. По авт. св. № 25О463 известен способ
изготовления сталеалюминиевого штыря. Этот способ заключается в том, что штангу приваривают к стальному стержню контактной сваркой на специальной машине, затем пред-ю варительно изготовленную головку надевают на алюминиевую штангу, прижимают и приваривают к стержню, фиксируя таким образом напряженное состоящие сварного соединения сталь-алюминий. При массовом изготовле- 15 НИИ штырей таким способом между коленом штанги и внутренней поверхностью полости головки появляются зазоры. В результате под действием механических нагрузок, возникающих при эксплуатации штырей, штанга 20 в пазу головки расшатывается, что иногда приводит к разрушению сварного соединения сталь-алюминий по шву или околошовной зоне и к выходу штыря из строя.
Цель изобретения - исключение расшаты-25
ШТЫРЯ
вания штанги в пазу головки и разрушения сварного соединения.;
Предлагаемый способ отличается от изве- стного тем, что пустоту между коленом штанги и внутренней поверхностью полости |
5 головки заполняют эпоксидным компаундом.
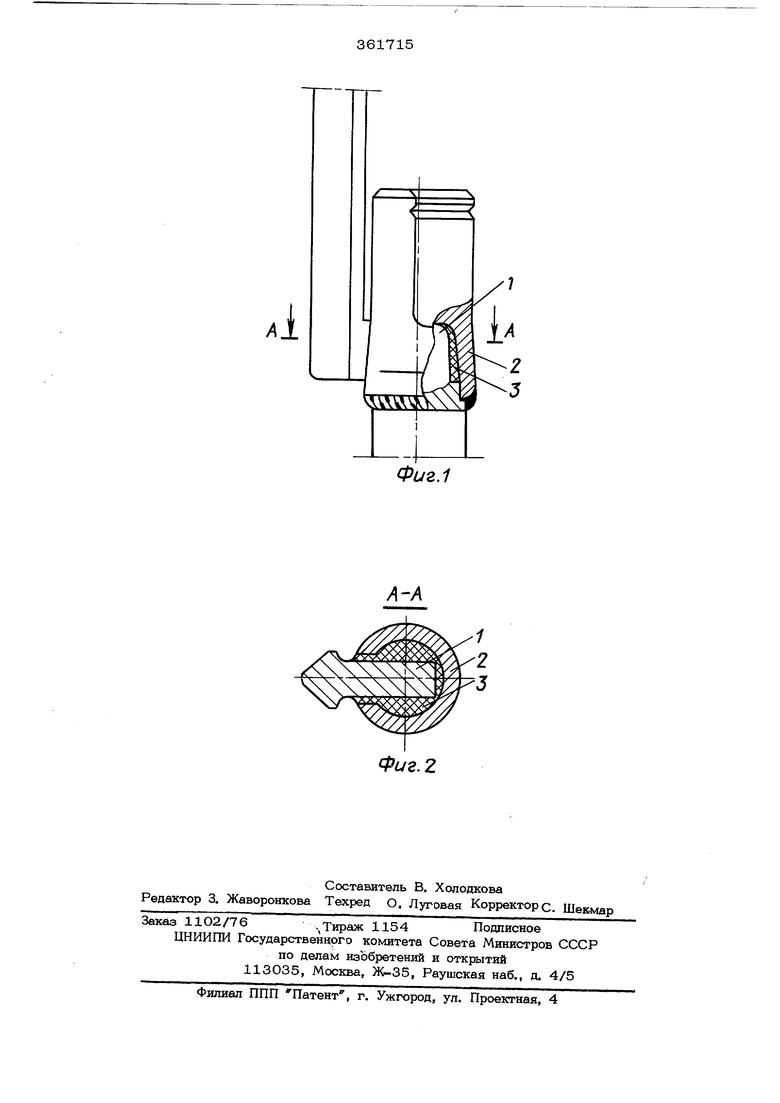
На фиг. 1 показано сварное соединение, 1 обший вид; на фиг. 2 -разрез по А-А на фиг.|1.
После изготовления штыря известным cnojсобом пустоту между коленом 1 алюминиево штанги и внутренней поверхностью полости | стальной головки 2 заполняют эпоксидным | компаундом 3, происходит полимеризация | компаунда и образование монолита, исключаюшего смешение штанги и разрушение свар- ного соединения сталь-алюминий.
Формула изобретения Способ изготовления сталеалюминиевого i штыря по авт. св. № 250463, о т л и ч а Н ю щ и и с я тем, что, с целью исключения расшатывания и разрушения сварного соедине ния, пустоту между внутренней поверхностью полости головки и коленом штанги заполняют эпоксидным компаундом.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2118407C1 |
| Составной анодный штырь алюминиевого электролизера | 1971 |
|
SU450853A1 |
| Способ изготолвения сталеалюминиевого штыря | 1968 |
|
SU250463A1 |
| Держатель угольных электродов | 1981 |
|
SU1008283A1 |
| Составной анодный штырь алюминиевого электролизера | 1982 |
|
SU1024529A1 |
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1987 |
|
SU1452861A2 |
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1984 |
|
SU1208094A1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2170289C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО СОЕДИНЕНИЯ СВАРКОЙ ПЛАВЛЕНИЕМ | 2013 |
|
RU2552614C1 |
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1981 |
|
SU969789A1 |