Изобретение относится к производству алюминия, в частности к вспомогательному оборудованию для производства монтажно-сборочных работ при изготовлении катодных стержней.
Целью изобретения является- сокращение расхода металла на капитальный ремонт электролизера.
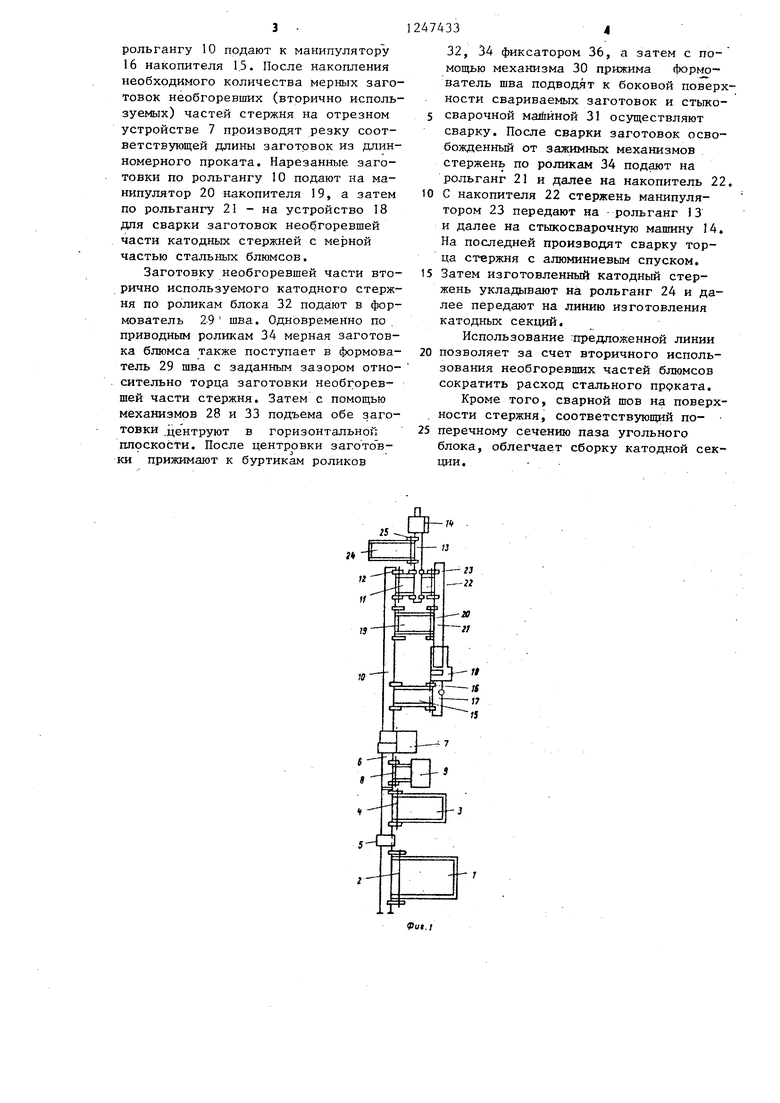
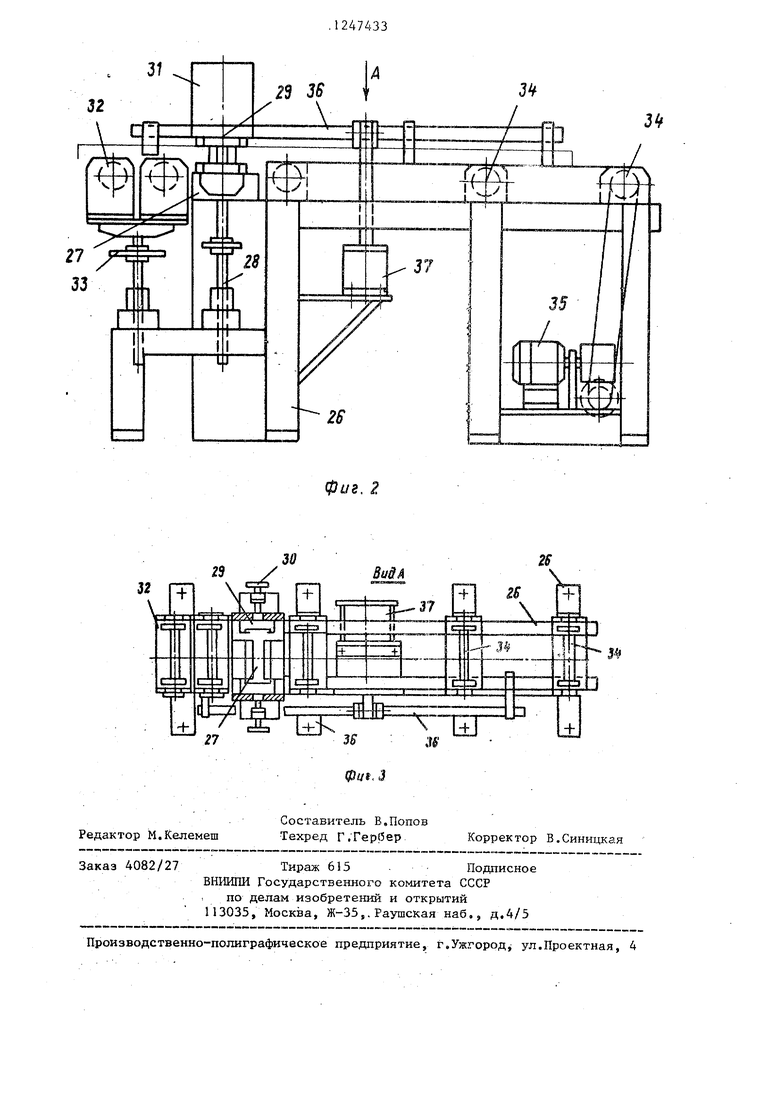
На фиг. изображена предложенная линия, общий вид; на фйг„ 2 - устройство для сварки заготовок необго- ревшей части катодных стержней и iстальных блюмсов; на фиг. 3 - вид А на фиг.2.
Механизированная линия изготовле- ния катодных стержней содержит установленные по ходу технологического процесса накопитель 1 заготовок стального проката (блюмсов) с манипулятором 2, накопитель 3 обгоревших катодных стержней с манипулятором 4, связанные передающим устройством 5 (тележкой) и рольгангом 6 с отрезньм устройством 7. Параллельно рольгангу 6 расположен сбрасыватель 8 отходов (обгоревших частей катодных стержней) в кюбель 9.
Отрезное устройство 7 рольгангом 10, накопителем 11 заготовок стальных блюмсов с манипулятором 12 и рольгангом 13 связано со стыкосва- рочной машиной 14 для сварки алюминиевых спусков с блюмсом, а накопителем 15 заготовок необгоревших-частей катодных стержней с манипулятором 16 и рольгангом 17 связано с устройством 18 для сварки заготовок необгоревшей части катодных стержней и стальных блюмсов.
В свою очередь устройство 18 связано накопителем 19 заготовок сталь- -ных блюмсов с манипулятором 20 и рольгангом 10 с отрезным устройством 7, а рольгангом 21 и накопителем 22 сваренных затотозок стальных блюмсов и необгоревших частей катодных стержней с манипулятором 23 и рольгангом 13 связано со стыкосва- рочной машиной 14.
Перед стыкосварочной машиной 14 перпендикулярно рольгангу 13 установлен наклонно рольганг 24 с манипулятором 25 для укладки изготовленных катодных стержней на поддон.
Устройство 18 для сварки заготовок необгоревшей части катодных стержней и стальных блюмсов предсталяет собой станину 26, на которой
5
0
5
0
5
0
5
50
55
установлен с возможностью вертикального перемещения стол 27, снабженный механизмом 28 подъема. На столе 27 смонтированы формователь 29 сварного шва, снабженный механизмом 30 прижима свариваемых заготовок, и стыкосварочная машина 31. Для подачи и установки в формователь сварного шва свариваемых заготовок на станине 25 смонтир ован механизм подачи заготовок необгоревшей части катодных стержней и стальных блюмсов, включающий подвижный в вертикальной плоскости роликовый блок 32 с механизмом 33 подъема, расположенный перед формователем сварного шва, приводные ролики 34, кинематически связанные с приводом 35 и расположенные за формователем свар- ного шва, а также рычажный фиксатор 36 с приводом 37 возвратно-поступательного движения, установленный шарнирно вдоль продольной стороны станины. Механизированная линия снабжена электрической системой, обеспечивающей работу приводов.
Механизированная линия работает следу1ющим образом.
Длиномерный прокат (блюмсы) с накопителя 1 укладываются манипулятором 2 на передающее устройство 5, с которого рольгангом 6 подаются на отрезное устройство 7. На последнем блюмсы разрезают на заготовки мерной длины и затем по рольгангу 10 подают на накопитель 1I. С накопителя 11 заготовки блюмсов по рольгангу 13 подают на стыкосварочнуто машину 14. Одновременно на стол машины 14 укладывают пакет алюминиевых пластин и проводят стыковую сварку ашо:миниевого спуска с торцом блюмса. Изготовленный катодный стержень ук- лад1ьшают на наклонный рольганг 24 и далее транспортируют на линию изготовления катодных секций.
В случае вторичного использования катодных стержней, бывших в экс- Ш1уата дии, для изготовления новых стержней вторично используемые стержни с накопителя 3 манипулятором 4 укладываются на передающее устройство. 5, 2}атем стержни по рольгангу 6 подаются на отрезное устройство 7, где от стержня отрезают обгоревшую часть. Обгоревшую часть стержня сбра- сьшател:ем 8 подают в кюбель 9. Необгоревшую мерную часть стержня по
рольгангу 10 подают к манипулятору 16 накопителя 1.5. После накопления необходимого количества мерных заготовок необгоревших (вторично используемых) частей стержня на отрезном устройстве 7 производят резку соответствующей длины заготовок из длинномерного проката. Нарезанные заготовки по рольгангу 10 подают на манипулятор 20 накопителя 19, а затем по рольгангу 21 - на устройство 18 дпя сварки заготовок необгоревшей части катодных стержней с мерной частью стальных блюмсов.
Заготовку необгоревшей части вторично используемого катодного стержня по роликам блока 32 подают в фор- мователь 29 шва. Одновременно по, приводным роликам 34 мерная заготовка блюмса также поступает в формова- тель 29 шва с заданным зазором относительно торца заготовки необгоревшей части стержня. Затем с помощью механизмов 28 и 33 подъема обе заготовки .центруют в горизонтальной плоскости. После центровки загото в- ки прижимают к буртикам роликов
32, 34 фиксатором 36, а затем с помощью механизма 30 прижима формо- ватель шва подводят к боковой поверхности свариваемых заготовок и стыко- 5 сварочной маййной 31 осуществляют сварку. После сварки заготовок осво- божденньш от зажимных механизмов стержень по роликам 34 подают на рольганг 21 и далее на накопитель 22.
0 С накопителя 22 стержень манипулятором 23 передают на рольганг 13 и далее на стыкосварочную машину 14. На последней производят сварку торца стержня с алюминиевым спуском.
5 Затем изготовленный катодный стержень укладывают на рольганг 24 и далее передают на линию изготовления катодных секций.
Использование :щ)едложенной линии
0 позволяет за счет вторичного использования необгоревших частей блюмсов сократить расход стального пррката.
Кроме того, сварной шов на поверх- . ности стержня, соответствующий по-
5 перечному сечению паза угольного
блока, облегчает сборку катодной секции.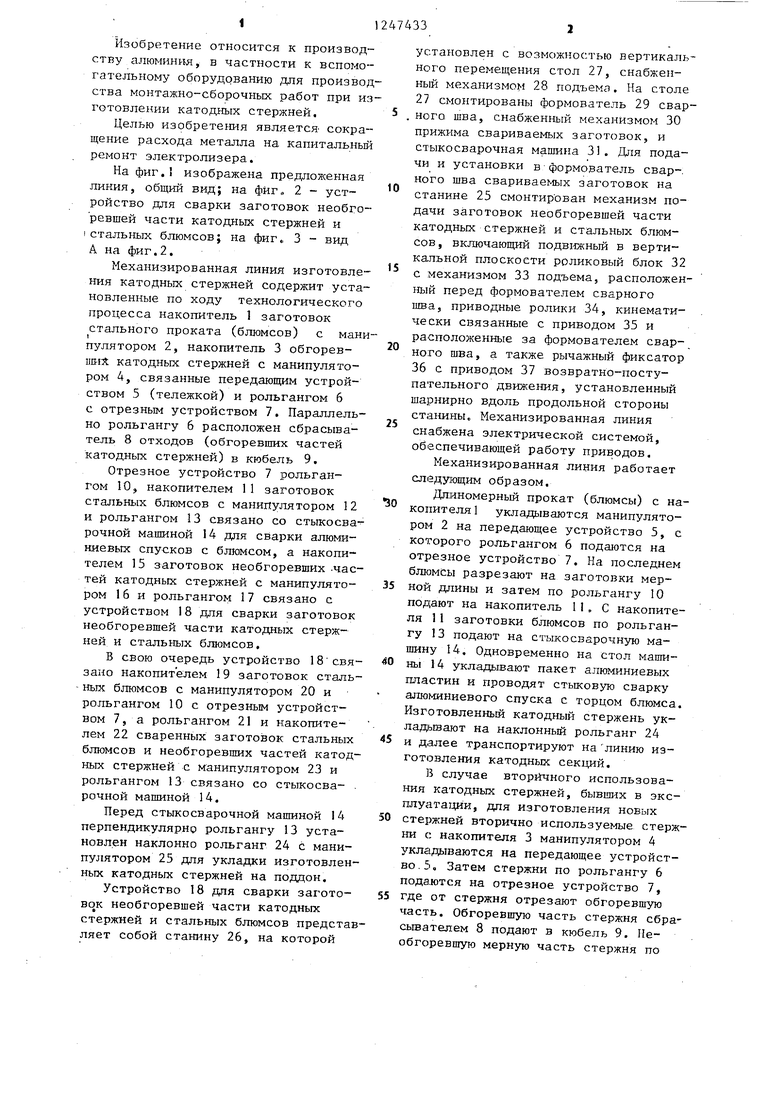
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1984 |
|
SU1208094A1 |
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1987 |
|
SU1452861A2 |
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1981 |
|
SU969789A1 |
| Механизированная линия изготовления катодных стержней | 1987 |
|
SU1406218A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| Автоматическая линия для производства сварных труб | 1977 |
|
SU738713A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
3t
32
фиё, 2
Редактор М.Келемеш
Составитель В.Попов Техред Г.Тербер
Заказ 4082/27Тираж 615 . Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, MocKiea, Ж-35,. Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г,Ужгород ул.Проектная, 4
Корректор В.Синицкая
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1981 |
|
SU969789A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
