Изобретение относится к устройствам индукционного нагрева при выплавке и термовременной обработке черных и цветных металлов.
Известен индуктор, содержащий охлаждаемую индукционную катушку, собранную между двумя опорами, в котором каждая опора выполнена в виде незамкнутого полого кольца из немагнитного материаша и присоединена к водяной системе охлаждения 11.
Существенным недостатком известного устройства является равн шаговое расположение витков в цилиндрической катушке индуктора, что обуславливает равномерное выделение электромагнитной энергии в поверхностном слое расплава по всей длине канала. В таком индукторе на границе контуров циркуляции в процессе электромагнитного перемешивания в средней части канала возникает застойная зона,способствующая образованию местного перегрева. При этом в средней части канала образуется разгар футеровки вследствие более высоких температур, что существенно снижает срок службы индуктора. Кроме того, футеровочный материал вымывается циркулирующим .
в канале расплавом и загрязняет металл.
Наиболее близким к предлагаемому является индуктор для нагрева, содержащий скрепленную по торцам опорами охлаждаемую катушку, витки которой выполнены с переменным шагом намотки по длине, уменьшающимся к ее торцам 2 .
10
Однако при нагреве в этом индуктор также могут образовываться местные перегревы, поскольку в нем не обесIпечен оптимальный шаг витков и длины намоток..
15
Цель изобретения - устранение местных перегревов расплава.
Поставленная цель достигается тем, что в индукторе намотка с большим шагом выполнена на длине равной
20 1/3 длины катушки и шаг ее составляет 1,25-1,5 шага намотки на ее торцах.
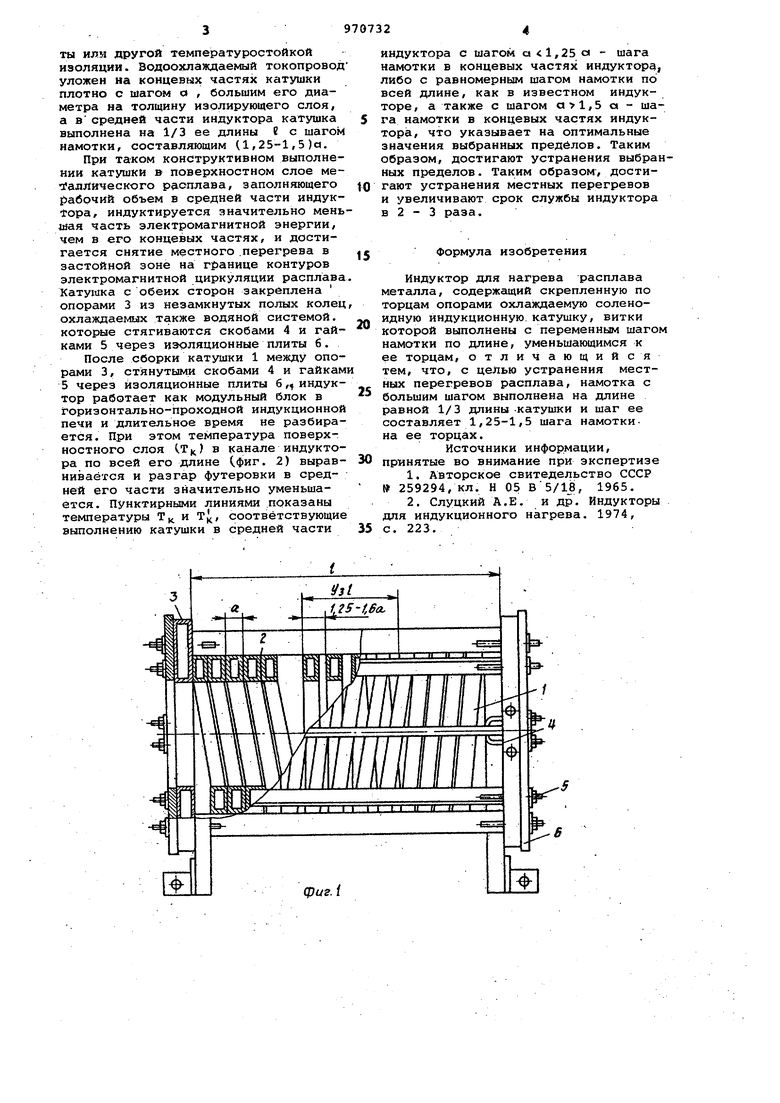
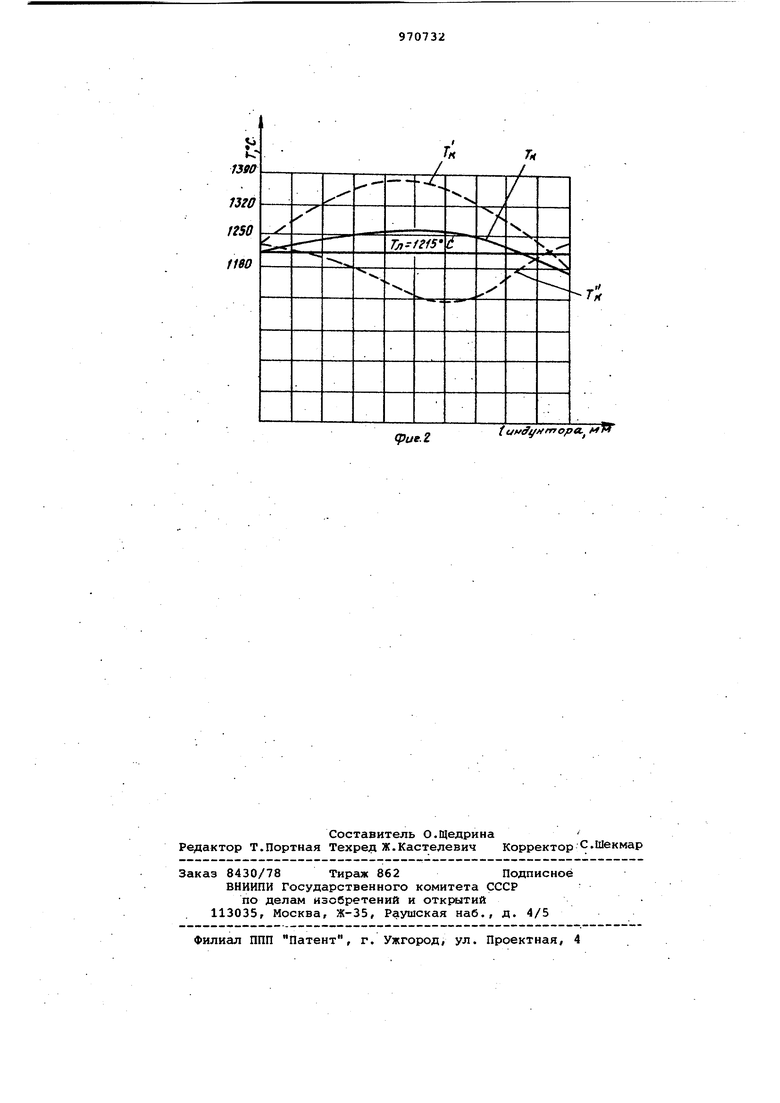
На фиг. 1 показан индуктор,общий вид; на фиг. 2 - зависимость температур поверхностного слоя по длине ин25дуктора при указанных соотношениях.
Индуктор выполнен в виде цилиндр---ческой катушки 1, например, из полой медной шины круглого либо прямоугольного сечения, которая предварительно
30 обмотана слоем 2 фторопластовой ленты или другой температуростойкой изоляции. Водоохлаждаемый токопровод уложен на концевых частях катушки плотно с шагом а , большим его диаметра на толщину изолирующего слоя, а в средней части индуктора катушка выполнена на 1/3 ее длины с шагоМ намотки, составляющим (1,25-1,5)а. При таком конструктивном выполнении катушки в поверхностном слое мео аллического расплава, заполняющего рабочий объем в средней части индукjTOpa, индуктируется значительно мень шая часть электромагнитной гжергии, чем в его концевых частях, и достигается снятие местного.перегрева в застойной зоне на границе контуров электромагнитной циркуляции расплава Катушка с обеих сторон закреплена опорами 3 из незамкнутых полых колец охлаждаемых также водяной системой. которые стягиваются скобами 4 и гайками 5 через изоляционные плиты 6. После сборки катушки 1 между опорами 3, стянутыми скобами 4 и гайкам 5 через изоляционные плиты 6,, индуктор работает как модульный блок в Горизонтально-проходной индукционной печи и длительное время не разбирается. При этом температура поверхностного слоя Тц) в канале индуктора по всей его длине (.фиг. .2) выравнивается и разгар футеровки в средней его части значительно уменьшается. Пунктирными линиями показаны температуры f yt к TJ, соответствующие выполнению катушки в средней части индуктора с шагом а 1,25 а - шага намотки в концевых частях индуктора, либо с равномерным шагом намотки по всей длине, как в известном индукторе , а также с шагом а 1,5 а - шага намотки в концевых частях индуктора, что указывает на оптимальные значения выбранных пределов. Таким образом, достигают устранения выбранных пределов. Таким образом, достигают устранения местных перегревов и увеличивают срок службы индуктора в 2 - 3 раза. Формула изобретения Индуктор для нагрева расплава металла, содержащий скрепленную по торцам опорами охлаждаемую соленоидную индукционную катушку, витки которой выполнены с переменным шагом намотки по длине, уменьшающимся к ее торцам, отличающийся тем, что, с целью устранения местных перегревов расплава, Нс1мотка с большим шагом выполнена на длине равной 1/3 длины -катушки и шаг ее составляет 1,25-1,5 шага намоткина ее торцах. Источники информации, принятые во внимание при экспертизе 1.Авторское свитедельство СССР 259294, кл. Н 05 В5/18, 1965. 2.Слуцкий А.Е. и др. Индукторы для индукционного нагрева. 1974, с. 223.
&
1390
то
1250 t180
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ФЛЭШ-ПИРОЛИЗА УГЛЕРОДСОДЕРЖАЩЕГО СЫРЬЯ С ИСПОЛЬЗОВАНИЕМ ИНДУКЦИОННОГО НАГРЕВА | 2013 |
|
RU2544635C1 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |
| Трехфазный индуктор для сквозного нагрева длинномерных изделий | 1983 |
|
SU1100756A1 |
| Индукционная печь | 1979 |
|
SU832294A1 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| Трансформатор высокой частоты | 1979 |
|
SU855749A1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2272367C1 |
| Холодный тигель | 2016 |
|
RU2619458C1 |
tuffffyiffopA
tpue.Z
