1
Изобретение относится к области ме-таллургии, в частности к оборудованию для обработки металлов давлением.
Известна клеть. с многовалковым калибром, содержащая деформирующие валки, установленные на о&ях., закрепленных в опорах, связанных друг с другом попар.но штангами 1 .
Недостатком известной клети являет ся невысокая жесткость калибра. Это вызвано тем, что штанги и опоры имеют большую длину, что определяет величину деформации калибра.
Наиболее близкой по технической сущности к изобретению 5шляется клеть с многовалковым калибром, включающая деформирующие валки, установленные на осях, в утолщенном конце каждой из которых вьшолнено отверстие, через которое пропущен конец соседней оси, зафиксированный в этом отверютии стопорным винтом 2 .
Недостатком этой клети является низкая жесткость калибра из-аа наличия 3a--J
зора в сочленении осей с утолщенными концами соседних осей.
Целью изобретения является повьшенне жесткости калибра клети.
Цель достигается тем, что в извест ной клети с многовалковым калибром, содержащей деформирующие валки, установленные на осях, в утолщенном конце каждой из которых вьшолнено отверстие, через которое пропущен конец соседней оси, зафиксированный в этом отверстии крепежным элементом, утолщенный конец оси снабжен винтом, а между винтом и осью вьшолнена полость, заполненная дробью при этом каждый винт может
15 быть установлен в торце оси, а полости связаны между собой.
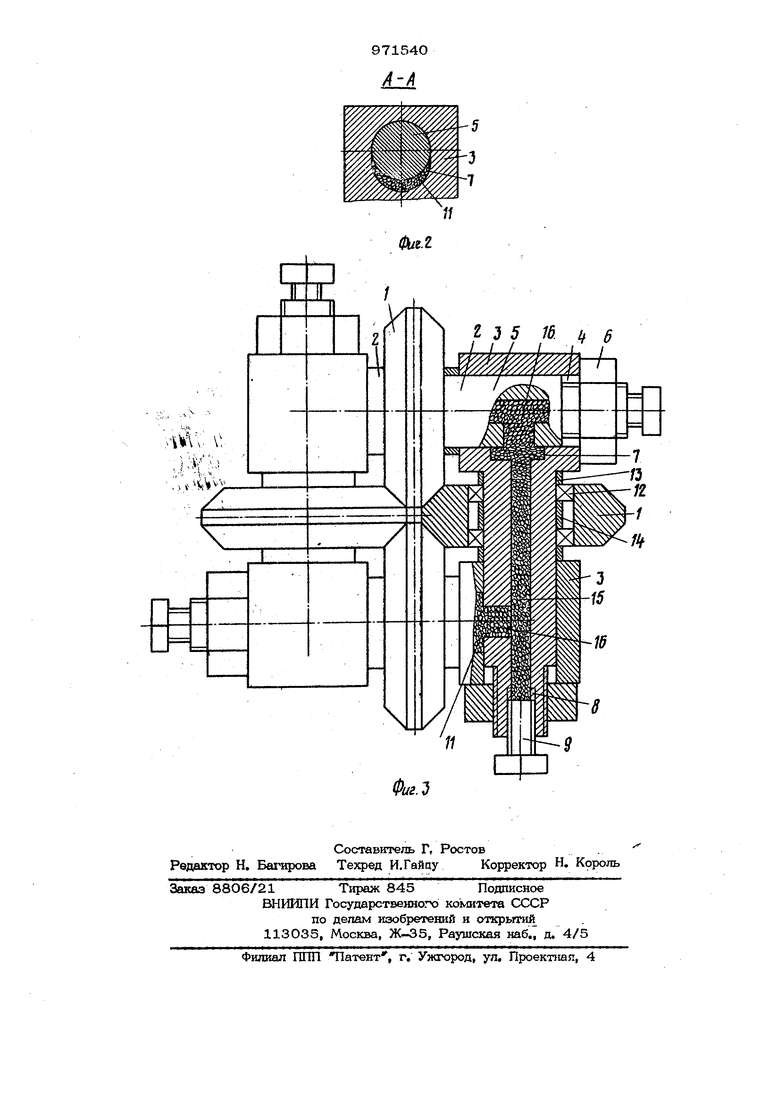
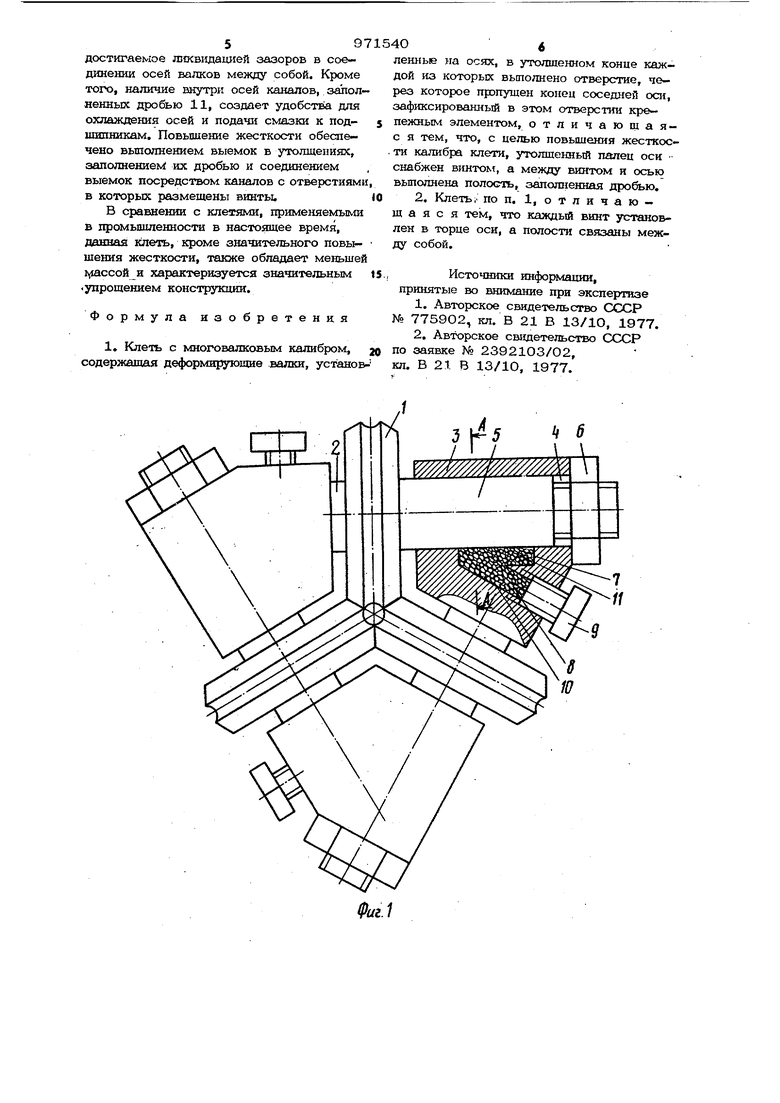
На фиг. 1 представлена схема клети с трехвалковым калибром; на фиг. 2 разрез А-А на фиг, 1; на фиг. 3 - схе20 .ма клети с четырехвалковым калибром.
Деформирующие валки 1 (фиг. 1) установлены посредством подшипников (не показаны) на осях 2, один конец каждой из которых вьшолнен с утолшением 3. В каждом утолщенном конце 3 оси 2 выполнено отверстие 4, через которое пропущен конец 5 соседней оси 2. Концы 5 осей 2 сопряжены с крепежным элемен том, в частности с гайкой 6, В теле утолщенного конца 3 каждой оси 2 выполнена полость 7 (фиг. 1 и 2), В уаюл щенньк концах 3 осей 2 вьшолнены дополнительные отверстия 8 с резьбой, в которых установлены винты 9, причем отверстия 8 соединены с полостями 7 каналами 1О. Каналы Ю и полости 7 заполнены дробью 1:1, представляющей собой стальные щарики с диаметром, рав ным 0,08-О,2 диаметра канала 10. Уто щенными концами 3 клеть оп:ярается на, корпус клети (не показан). Клеть может иметь любое количество деформируюцщх валков. На фш% 3 представлена клеть с многовалковым калибром, имеющая четыре деформирующих валка. Деформирующие валки 1 с помощью подшипников 12, положение которых определено жесткими втулками 13 и упруг втулкой 14, установлены на х:ях 2. Оси 2 имеют утолщенные концы 3 с отверстиями 4. Через отверстия 4 пропущены конць 5 соседних осей 2, зафиксирован- н;ые в утолщенных концах 3 га йкамл 6. В теле утолщенного котла 3 каждой оси 2 выполнена полость 7, а в торце конца 5 оси 2 вьшолнено дополнительное отверстие 8 с резьбой, в котором установлен винт 9. Отверстие 8 1саждой оси 2 связано с полостью 7 утолщенного конца 3 данной оси осевым каналом 15, а с полостью 7 соседней оси 2 - каналом 16, расположенным радиально. Кана- лы 15 и 16 и полости 7 заполнены дробью 11. Каналы 15 и 16 могут быть использованы для подачи охлаждающей или смазывающей жидкости к осям 2 шга к подщипникам 12. В последнем случае должны быть вьшолнены дcпoJшитeльныe радиальные отверстия, соединяющие полости подщипников 12 в месте размеще1шя упругих втулок 14 с каш1ламк 15. Соединение каналов 15 и 16 всех осей 2 между собой позволяет использовать различные схемы соединения их с системами подачи жидкости или газа с помощью щтуцеров, которые могут-быть выполнены заодно с винтами 9, Клеть работает следующим: образом. Вращением гаек 6 (фиг. 1) устанавЛ1шают деформирующие валки 1 в положе ние, в котором они образуют калибр требуемого размера. При этом oim должньг фиксировать друг друга от осевого смещения. После этого заворачиванием винтов 9 осуществляют зажатие концов 5 осей 2 в утолщениях 3 соседних осей 2 путем давления на концы 5 дробью 11 (фиг, 1 и 2). В результате давления дроби 11 на концы 5 осей 2 (фиг. 1) происходит яиквидахШя зазоров между этими концами и поверхностями отверстия 4 в утолщениях 3. В процессе деформации мета,лла в калибре, образованном деформирующими валками 1, усилия передаются на оси 2 и замыкаются в системе этих осей 2, жестко связанных между собой. Отсутствие зазоров в соединениях осей 2 между собой обеспечивает жесткость калибра и точность производимого профиля. Аналогично настраивается и работает клеть с четырёхваяковым калибром, представленная на фиг, 3. В процессе уста новки требуемого взаимного положения де- ормирующих валков 1 вращением гаек 6 происходит осевое смещение подщипни- ков 3.2, перемещаемых втулками 13. При этом меняется и расстояние между этими подшипниками 12, что обеспечивается деформацией упругой втулки 14. При за. винчнвании винтов 9 в полос1iix каналов 15 создается давление дроби 11 на оси 2, создаваемое винтами 9 и передаваемое по каналам 15 и 16. Это давление ликвидирует зазоры в соединении концов 5 осей 2 и утолщений 3, Каналы 16 способствуют выравниванию этого давления, кроме того, оно может бьпъ создано в процессе завинчивания только двух или ОДНО1Х) винта 9. Наличие радиального канала 16 обеспечивает снижение усилий на резьбовые соединения гаек 6 с концами 5 осей 2, так как дробь 11, заполняющая место перехода из полости 7 в канал 16 благодаря напряжению ее винтами 9, создает препятствие осевому смещению осей 2. Это позволяет повысить точность резьбового соединения путем уменьщения шага резьбы. При использовании каналов 15 и 16 для подачи смазки к подщипникам 12 дробь 11 может быть использована как фьльтрующее тело. Кроме того, она увеличивает площадь контакта охлаждающей жидкости, в качестве которой может tc - пользоваться та же смазывающая жидакость, и способствовать .более интенсивному охлаждению осей 2. Таким образом, преимуществом клети является повышение жесткости калибра,
достигаемое гоавидацией зазоров в соединении осей валков между собой. Кроме того, наличие внутри осей каналов, залолненных дробью 11, создает удобства для охлаждения осей и подачи смазки к под- 5 шинникам. Повышение жесткости обеспечено выполнением выемок в утолщениях, заполнениел их дробью и соединением выемок посредством каналов с отверстиями, в которых размещены винты.
В сравнении с клетями, пpимeняeмы ш в промьшшенности в настоящее время, ланная клеть, кроме значительного новы- шения жесткости, также обладает меньшей iviaccoE и характеризуется значительным 15. упрощением конструкции.
Формула изобретения
1 Клеть с многовгшковым калибром, 20 содержащая деформирующие валки, установленные на осях, в утолщенном конце каждой из которых выполнено отверстие, через которое прпущен конец соседней оси, зафиксированный в этом отверстии крепежным элементом, отличающая- с я тем, что, с целью повыщения жесткости калибра клети, утолщенный палеи оси снабжен винтом, а между винтом и осью выполнена полость, заполненная дробью. 2. Клеть, по п. 1, о т л и ч а ю - щ а я с я тем, что каждый винт установлен в торце оси, а полости связаны между собой.
Источники информации, принятые во внимание при эксперггизе
1.Авторское свидетельство СССР № 775902, кл. В 21 В 13/10, 1977.
2.Авторское сшщетельство СССР по заявке № 23921ОЗ/02,
кл. В 21 В 13/10, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть с многовалковым калибром | 1977 |
|
SU948472A2 |
| Клеть с многовалковым калибром | 1979 |
|
SU944689A1 |
| Клеть с многовалковым калибром | 1979 |
|
SU944688A1 |
| Клеть с многовалковым калибром | 1978 |
|
SU775902A1 |
| Клеть с многовалковым калибром | 1979 |
|
SU948473A1 |
| Клеть с многовалковым калибром для обработки металлов давлением | 1977 |
|
SU1005960A2 |
| Клеть с многовалковым калибром | 1982 |
|
SU1088194A1 |
| Многовалковая клеть | 1979 |
|
SU995926A2 |
| РОЛИКОВАЯ ВОЛОКА | 2021 |
|
RU2768322C1 |
| Клеть с многовалковым калибром | 1979 |
|
SU813864A1 |