Изобретение относится к области металлургии, в частности к оборудованию для волочения металла.
Известно устройство (см. АС СССР № 937065), включающее размещенные в корпусе деформирующие валки, установленные на осях и образующие калибр. С целью повышения жесткости калибра корпус выполнен в виде двух полушайб, установленных по обе стороны валков, связанных регулируемым винтовым соединением и снабженных упорами, взаимодействующими с утолщениями осей валков.
Недостатками данного устройства, обусловленными конструкцией, являются ее сложность, высокий расход металла на изготовление и низкая жесткость волоки.
Наиболее близким аналогом является клеть с многовалковым калибром, содержащая деформирующие ролики, установленные на неподвижных осях посредством подшипников, а для упрощения конструкции путем исключения станины клети, каждая ось выполнена с утолщением на одном конце и со сквозным отверстием в нем, сквозь которое пропущен конец соседней оси, зафиксированной крепежным соединением (см. АС СССР № 946702).
Недостатками данного устройства являются низкая точность получаемых изделий, обусловленная недостаточной жесткостью волоки.
Техническая проблема, решаемая изобретением, заключается в разработке такой конструкции волоки, которая обеспечила бы получение более точных геометрических размеров производимых изделий за счет повышения жесткости волоки без увеличения ее массы и габаритов.
Поставленная задача решается тем, что роликовая волока с многовалковым калибром, содержащая деформирующие ролики, установленные посредством подшипников на неподвижных осях, каждая из которых выполнена с выступом на одном конце и со сквозным поперечным отверстием в выступе, сквозь которое пропущен конец соседней оси, зафиксированный крепежным соединением, согласно изобретению, под подшипниками на каждой оси, на участках между выступами осей сформированы кольцевые слои, состоящие из двух плотно намотанных по длине цилиндрической части оси и зафиксированных в ее начале и конце проволок, имеющих форму поперечного сечения в виде равнобедренной трапеции, причем большие основания первой проволоки касаются поверхности оси, а второй проволоки - внутреннего кольца подшипников, соответственно.
В заявляемой конструкции роликовой волоки отличительные признаки, характеризующиеся тем, что на поверхности под подшипниками формируется дополнительный кольцевой слой, состоящий из двух плотно намотанных по длине цилиндрической части оси и зафиксированных в ее начале и конце проволок, имеющих форму поперечного сечения в виде равнобедренной трапеции, позволяют создать новый технический результат, заключающийся в локальном повышении прочности осей в их наиболее «слабом» месте без применения в большом количестве дорогостоящих и дефицитных материалов, что обеспечивает увеличение жесткости волоки без увеличения ее массы и габаритов.
На основании вышесказанного можно сделать вывод, что заявляемое устройство роликовой волоки не следует явным образом из известного уровня техники и, следовательно, соответствует условию патентоспособности «изобретательский уровень».
Сущность заявляемого устройства поясняется чертежами.
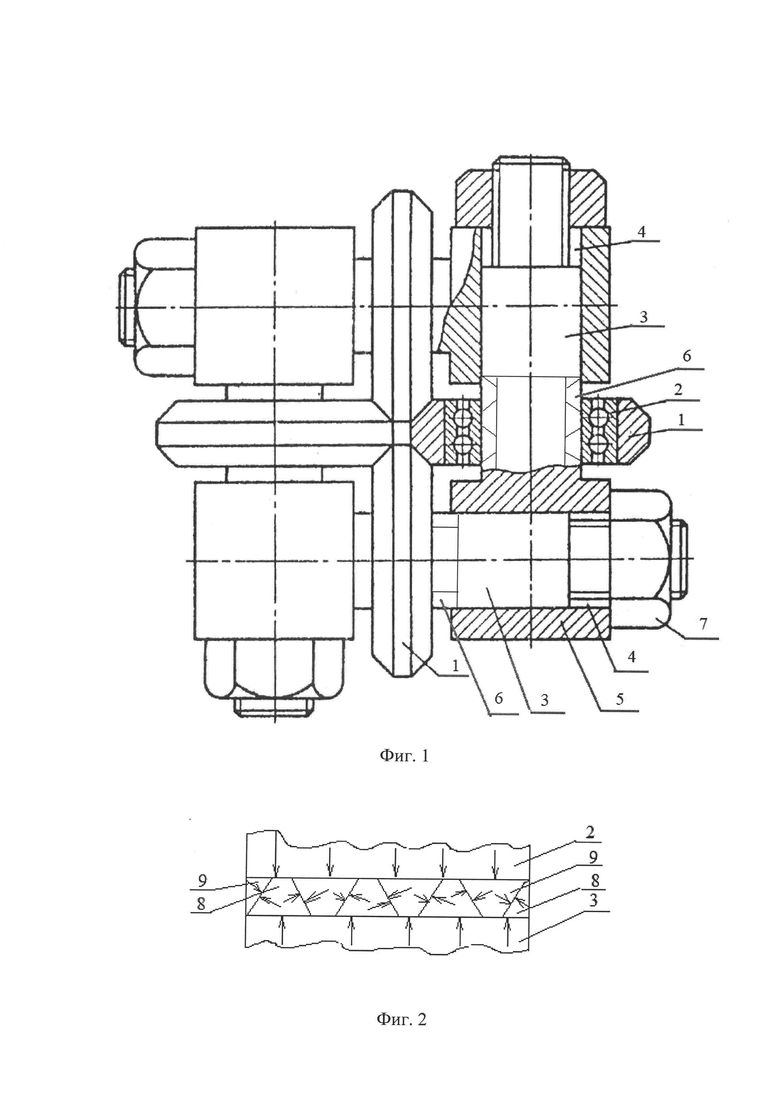
На фиг. 1 изображена роликовая волока, где 1 - деформирующий ролик, 2 - подшипник, 3 - оси, 4 - отверстие, 5 - выступ в оси соседнего ролика, 6 - кольцевой слой, 7 - гайка.
На фиг. 2 изображена конструкция и силовая схема нагружения элементов кольцевого слоя, где 8 - первая проволока трапециевидного сечения, 9 - вторая проволока трапециевидного сечения.
Деформирующий ролик (1) волоки (фиг. 1) посредством подшипников (2) установлен на оси (3), один конец которой пропущен через отверстие (4), выполненное в выступе (5) оси соседнего ролика. В цилиндрической части оси (3), в зоне посадки подшипника (2) сформирован кольцевой слой (6), состоящий из двух плотно намотанных по длине цилиндрической части оси и зафиксированных в ее начале и конце проволок, имеющих форму поперечного сечения в виде равнобедренной трапеции (8, 9). Проволоки зафиксированы, в начале и конце участка намотки точечной сваркой. Ось (3) закреплена в отверстии (4) гайкой (7), для чего на конце оси (3) выполнена резьба.
Работает устройство следующим образом.
При волочении металла в волоке (фиг. 1) усилие от деформирующих роликов (1) через подшипники (2) и кольцевой слой (6) передаются на оси (3) (фиг. 2). Эти усилия и образованные ими изгибающие моменты замыкаются в системе осей (3), образующих между собой замкнутую раму. Применение кольцевого слоя (6) из проволоки (8, 9) повышает прочность осей пропорционально отношению пределов текучести проволоки и материала оси. Дополнительному повышению прочности оси и повышению ее работоспособности способствует дискретное строение кольцевого слоя, состоящего из двух плотно намотанных по длине цилиндрической части оси и зафиксированных в ее начале и конце проволок, имеющих форму поперечного сечения в виде равнобедренных трапеций, которые взаимодействуют между собой и обеспечивают самозаклинивающийся эффект, что исключает появление магистральной трещины, вызывающей разрушение конструкции.
Это увеличивает жесткость волоки и обеспечивает получение изделий с более точными геометрическими размерами.
На основании вышеизложенного можно сделать вывод, что заявляемая конструкция волоки работоспособна и устраняет недостатки, имеющие место в прототипе. Соответственно заявляемое решение может быть применимо в волочильном производстве, а следовательно, соответствует условию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОЙ КАЛИБРОВАННОЙ СТАЛИ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2020 |
|
RU2743269C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОГРАННОЙ КАЛИБРОВАННОЙ СТАЛИ | 2019 |
|
RU2732331C1 |
| СОСТАВНАЯ ВОЛОКА | 2021 |
|
RU2759179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОУГЛЕРОДИСТОЙ АРМАТУРНОЙ ПРОВОЛОКИ | 2006 |
|
RU2310534C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ШЕСТИГРАННЫХ ПРОФИЛЕЙ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2019 |
|
RU2726231C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО КАНАТА | 2002 |
|
RU2223354C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ ТРАПЕЦИЕВИДНОГО ПРОФИЛЯ | 2019 |
|
RU2725394C1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2021 |
|
RU2763131C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОУГЛЕРОДИСТОЙ ПРОВОЛОКИ | 2001 |
|
RU2183523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2006 |
|
RU2319559C1 |
Изобретение относится к области металлургии, в частности роликовой волоке с многовалковым калибром. Волока содержит деформирующие ролики, установленные посредством подшипников на неподвижных осях, каждая из которых выполнена с выступом на одном конце и со сквозным поперечным отверстием в выступе, сквозь которое пропущен конец соседней оси, зафиксированный крепежным соединением. При этом под подшипниками на каждой оси, на участках между выступами осей сформированы кольцевые слои, состоящие из двух плотно намотанных по длине цилиндрической части оси и зафиксированных в ее начале и конце проволок, имеющих форму поперечного сечения в виде равнобедренной трапеции, причем большие основания первой проволоки касаются поверхности оси, а второй проволоки - внутреннего кольца подшипников, соответственно. Технический результат заключается в получении более точных геометрических размеров производимых изделий за счет повышения жесткости волоки без увеличения ее массы и габаритов. 2 ил.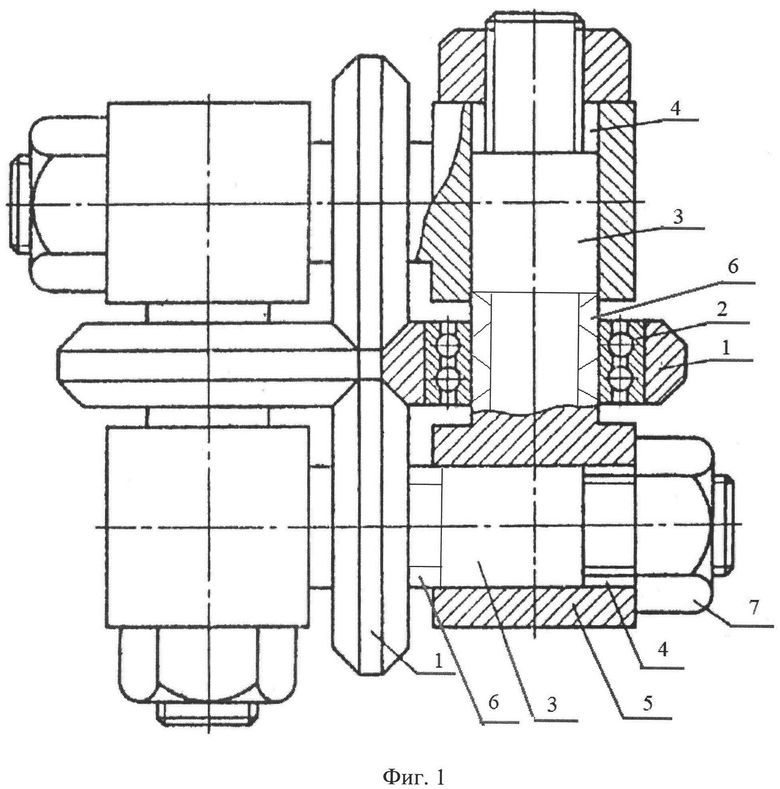
Роликовая волока с многовалковым калибром, содержащая деформирующие ролики, установленные посредством подшипников на неподвижных осях, каждая из которых выполнена с выступом на одном конце и со сквозным поперечным отверстием в выступе, сквозь которое пропущен конец соседней оси, зафиксированный крепежным соединением, отличающаяся тем, что под подшипниками на каждой оси, на участках между выступами осей сформированы кольцевые слои, состоящие из двух плотно намотанных по длине цилиндрической части оси и зафиксированных в ее начале и конце проволок, имеющих форму поперечного сечения в виде равнобедренной трапеции, причем большие основания первой проволоки касаются поверхности оси, а второй проволоки - внутреннего кольца подшипников, соответственно.
| Клеть с многовалковым калибром | 1976 |
|
SU946702A1 |
| Многовалковая клеть | 1978 |
|
SU937065A1 |
| RU 2075360 C1, 20.03.1997 | |||
| JP 2007283314 A, 01.11.2007. | |||

