(5) УСТРОЙСТВО для ГИДРАВЛИЧЕСКОГО УДАЛЕНИЯ ОКАШНЫ С ПРОКАТЫВАЕМЫХ Изобретение относится к области прокатки металлов, а именно к устройствам поверхностной обработки про ката, конструктивно сопряженным с прокатным станом, и может быть испол зовано для очистки горячего проката от окалины с помо1цью гидравлических средств, В листовых (полосовых) станах горячей прокатки печная (первичная) и образовавшаяся в процессе прокатки воздушная (вторичная) окалины удаляю ся последовательно механическим путем в окалиноломателях и гидросбивом, причем в большинстве случаев второй способ является определяющим. Работа современных установок гидросбива окалины основана на воздействии струи воды высокого давления (до 150 ати), подаваемой на поверхность горячего раската (полосы) свер ху и снизу под углом около 75° через специальные сопла со щелевидными отверстиями шириной 0,8-1,5 мм. ЗАГОТОВОК При выдаче заготовки из печи ее поверхностный слой, покрытый окалиной, резко охлаждается, на окалине возникает при этом сетка трещин. При ударе плоской струи высокого давления из сопел установок гидросбива в трещинах в результате преобразования скоростного напора струи в гидростатический происходит расклинивание блоков (чашуек) окалины, их отрыв от металла и смыв с поверхности полосы. При увеличении сечения щели сопла, происходящем при его износе (10-14 дней), уменьшается удельное давление на полосу, струя получается неплотной, искаженной, а ее толщина становится больше ширины образовавшихся на окалине трещии, В результате этого появляются силы, прижимающие блоки (чешуйки) окалины к поверхности металла и сначала частично, а затем и полностью нейтрализующие действие сил отрыва окалины. Кроме того, размыв увеличивает расход подаваемой воды, что приводит к переохлаждению полосы. Применение сопел с уменьшенным исходным сечением истечения шириной до 0,075 мм дает более эффективные струи малой толщины о Вследствие этого небольшое количество подаваемой на полосу воды, вызывая-дополнительное растрескивание окалины, не успевает захолодить-металл, благодаря чему условия отделения окалины от металла улучшаются ,„но при этом учащаются и без того частые случаи засорения сопел„ Наиболее близким пе технической сущности к изобретению является устройство для гидравлического удаления окалины с прокатываемых заготовок, содержащее верхний и нижний коллекторы, связанные посредством главного вертикального коллектора и поперечины в замкнутую вокруг заготовки раму установленную в линии прокатного стана и имеющую соединение с питающим трубопроводом 1 . Обслуживание сопел на действующих гидросбивах при неподвижно закрепленных коллектора ;, особенно при коллекторах, замкнутых в жесткую 0-образную раму вокруг движущейся полосы, возможно после проникновения непосредственно в установку, для чего необходима остановка стана, сня тие при помощи грузоподъемных средст защитного кожуха и только после этого можно производить чистку и сме ну сопел. Из-за этих сложностей все устройства гидросбива на стане (до 6 шт) содержатся в неудовлетворительном состоянии и поэтому часто являются причиной работы с засоренными или размытыми в ожидании очеред ной остановки соплами. Это приводит к увеличению брака готовой продукции по дефекту окалина и вынужденным сверхнормативным простям стана Целью изобретения является умень шение простоев стана и улучшения условий эксплуатации.
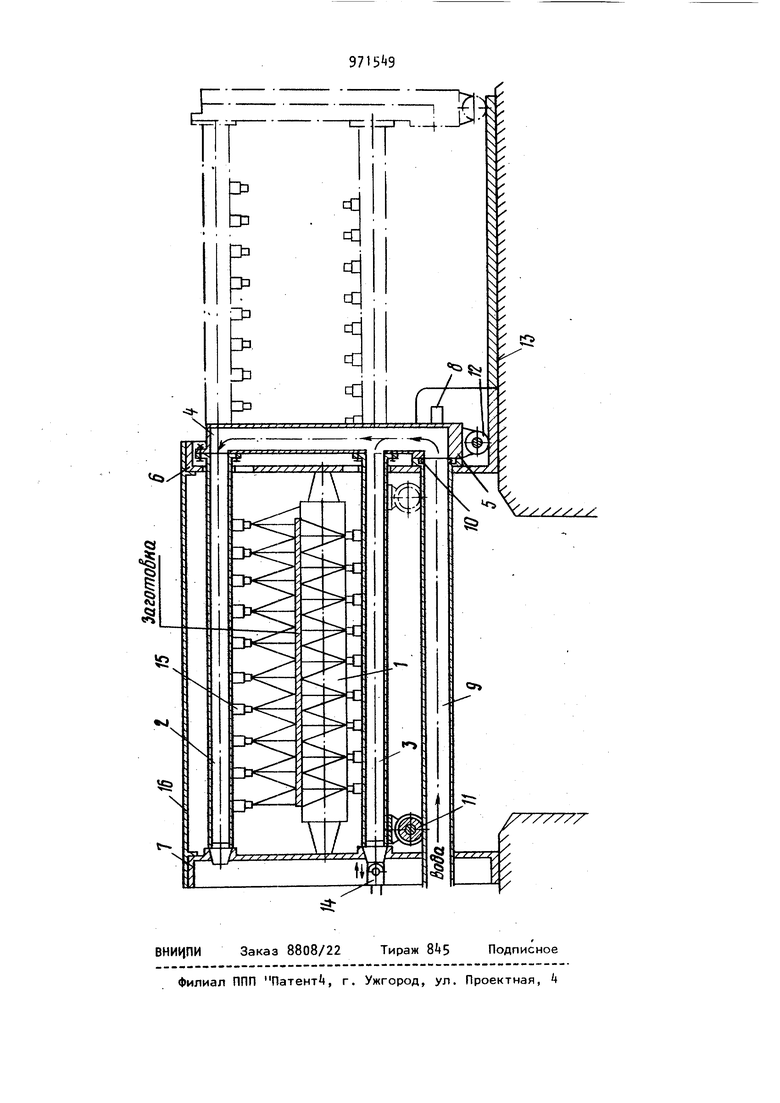
Цель достигается тем, что в устройстве для гидравлического удаления окалины с прокатываемых заготовок, содержащем верхний и нижний коллекторы, связанные,посредством главного вертикального коллектора и поперечины в замкнутую вокруг заготовки раму, установленную в линии прокатного стана и имеющую соединение с пиВ рабочем положении С-образная рама 5 находится в линии стана, верхний коллектор 2 располагается над полосой, а нижний коллектор 3 - под полосой между проводками транспортного рольганга 1, При подходе полосы к устройству автоматически включается подача воды высокого давления и через питающий трубопровод 9, главтающим трубопроводом, верхний и нижний коллекторы установлены на главном коллекторе консольно и образуют с ним С-образную раму, снабженную опорами и механизмом поперечного к линии стана перемещения, а поперечина установлена стационарно и снабжена фиксирующими гнездами для взаимодействия со свободными концами верхнего и нижнего коллекторово На чертеже изображена линия стана в месте установки коллекторов, поперечный разрез Устройство для гидравлического удаления окалины смонтировано на секции транспортного рольганга 1 и состоит из верхнего 2 и нижнего 3 коллекторов, консольно соединенных с главным вертикальным коллектором k в одну С-образную раму 5 о Верхний и нижний коллекторы проходят через окна в стойке 6 рамы со стороны обслуживания и фиксируются своими консольными концами в гнездах стойки 7 рамы со стороны пвивода Нижний конец главного коллектора с помощью клина 8 через стойку 6 со стороны обслуживания прижимается к торцу питающего трубопровода 9, на котором в заточке установлено уплотнение 10о С-образнал рама катком 11, закрепленным на консольном конце нижнего коллектора, и катком 12, закрепленном на нижнем конце главного коллектора, опирается соответственно на питающий трубопровод и направляющую 13 и соединена с приводом 1А перемещения, например гидроцилиндром. Вдоль образующих коллекторов, обращенных в сторону полосы, закреплены сопла 15 Все пространство между стойками и верхним коллектором перекрыто кожухом 16, Быстроразъемное соединение главного коллектора с питающим трубопроводом может быть также выполнено штеккерным, байонетным и другим. Устройство для гидравлического удаления окалины работает следующим образом. ныи коллектор ч, нижний коллектор 3, верхний коллектор 2 и сопла 15 плоские струи, ударяя в полосу, уда ляют окалину с обеих поверхностей При отом вибрация верхнего и нижнего коллекторов исключена, так как их консольные концы замыкаются стой ками 7 и С-.образная рама 5 преобразуется в замкнутую 0-образную сис тему. Вода своим давлением прижимает уплотнение 10 к торцу и таким об разом, уплотняет стык между питающим трубопроводом и главным коллектором. Распорное усилие, возникающее при этом, замыкается клином 8 н стойку 6 со стороны обслуживания. Отраженные от полосы брызги воды с окалиной улавливаются защитным кожу хом 16 и направляются под стан. По окончании прохождения полосы устройство подача воды автоматически отключается. Затем цикл повторяется. Для замены или чистки сопел отключается подача воды, выдвигается клин и приводом перемещения 1А вся С-образная рама на катках 11 и 12 по питающему трубопроводу и напр ляющей 13, не пересекая траектории движения полосы, выкатывается из ли нии стана на сторону обслуживания, После чистки или замены сопел обрат ным движением привода перемещения С-образная рама возвращается в линию стана и запирается клином. Сохр нить вертикальное положение С-образ ной раме в выдвинутом положении помо гают окна в стойке 6, Такая конструкция делает возможным механизированную выкатку колле торов из линии стана на сторону обслуживания, производить без разборки устройства и остановки стана чистку засоренных и своевременную смену изношенных сопел, а также замену всего комплекта коллекторов. При не обходимости в некоторых местах стана, могут быть установлены дублирующие коллекторы. Быстрая и удобная чистка без остановки стана и своевременная профилактическая замена сопел независимо от их износостойкости, позволяет Э6 значительно повысить эффективность устройства дпя гидравлического удаления окалины. В результате уменьшается отбраковка по дефекту окалина, снижаптся простои стана, улучшаются условия эксплуатации. Кроме того, за счет недопущения эксплуатации ycV тановки с размытыми соплами и применение сопел с уменьшенной шириной отверстий истечения значительно сокращается расход, воды подаваемой на полосу, что исключает ее захолаживанив, а следовательно, стабилизируются режимы прокатки тонких полос, в результате чего увеличивается выход годного Так, например, применение изобретения только на одном непрерывном стане 1700 позволит снизить отбраковку готовой продукции по дефекту окалина с 1,08 до 0,3, а прона 3,5 часа в стои стана уменьшить месяц о формула изобретения Устройство дпя гидравлического удаления окалины с прокатываемых заготовок , содержащее верхний и нижний коллекторы, связанные посредством главного вертикального коллектора и поперечины в замкнутую вокруг заготовки раму, установленную в линии прокатного стана и имеющую соединение с питающим трубопроводом, о тличающееся тем, что, с целью уменьшения простоев стана и улучшения условий эксплуатации, верхний и нижний коллекторы установлены на главном коллекторе консольно и обpa3iflOT с ним С-образную раму, снабженную опорами и механизмом попереч ного к линии стана перемещения, а поперечина установлена стационарно и снабжена фиксирующими гнездами для взаимодействия со свободными концами верхнего и нижнего коллекторов Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР и 359077, кл. В 21 В «5/0, 1979
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидравлического удаления окалины с прокатываемых заготовок | 1990 |
|
SU1710160A2 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОГО УДАЛЕНИЯ ВТОРИЧНОЙ ОКАЛИНЫ С ПРОКАТА В ЛИНИИ ПРОКАТНОГО СТАНА | 1989 |
|
RU2033873C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2481907C2 |
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ, В ЧАСТНОСТИ СТАЛЬНОЙ ПОЛОСЫ, С ВЫСОКИМ КАЧЕСТВОМ ПОВЕРХНОСТИ | 2006 |
|
RU2414978C2 |
| Сопло для гидросбива окалины | 1981 |
|
SU1014618A1 |
| СПОСОБ ЭКОНОМИЧНОГО ВТОРИЧНОГО УДАЛЕНИЯ ОКАЛИНЫ | 2008 |
|
RU2441725C2 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| Способ гидравлического удаления окалины с наружной поверхности горячедеформированных труб | 1989 |
|
SU1657246A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ СЛЯБОВ, ТОНКИХ СЛЯБОВ, ПРОФИЛЕЙ И ПОДОБНОГО | 2006 |
|
RU2377089C2 |
| СПОСОБ ОЧИСТКИ И/ИЛИ УДАЛЕНИЯ ОКАЛИНЫ С ПЛОСКОЙ ЗАГОТОВКИ ИЛИ ЧЕРНОВОЙ ПОЛОСЫ С ПОМОЩЬЮ УСТРОЙСТВА ДЛЯ ГИДРОСБИВА ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ГИДРОСБИВА ОКАЛИНЫ | 2013 |
|
RU2608939C2 |