Изобретение относится к способу удаления отслаивающейся окалины и других посторонних веществ с верхней и/или нижней стороны литого изделия, такого как сляб, тонкий сляб, профиль и подобное, с помощью текучих сред, разбрызгиваемых по отлитому изделию посредством очищающего устройства, состоящего, по меньшей мере, из одного разбрызгивающего устройства, расположенного над отлитым изделием, и, по меньшей мере, одного разбрызгивающего устройства, расположенного под отлитым изделием. Изобретение относится также к соответствующему очищающему устройству.
Из WO 02/070157 А1 известен способ удаления окалины с полос в прокатном стане с устройством для ее гидросбива и расположенной в направлении движения полосы за устройством для гидросбива окалины чистовой линией, при котором к верхней и нижней сторонам полосы в устройстве для гидросбива окалины подается вода под давлением, при котором окалина отслаивается, и полоса внутри чистовой линии охлаждается. При этом создается симметричное распределение температуры на верхней и нижней сторонах полосы в устройстве для гидросбива окалины и таким же образом поддерживается внутри чистовой линии. Изобретение относится к удалению окалины в комбинации с прокатным станом.
Из ЕР 1083010 А2 известен способ перемещения двух загораживающих элементов, причем металлическая полоса с шириной, серединой и краевыми участками транспортируется по рольгангу в транспортном устройстве. Металлическая полоса имеет по своей ширине температурную характеристику. Посредством загораживающих элементов охлаждающая среда отгораживается от краевых участков металлической полосы. При этом загораживающие элементы перемещаются таким образом, что температурная характеристика в направлении транспортировки за загораживающими элементами приближается к заданной температурной характеристике. Для этого загораживающие элементы перемещают асимметрично середине рольганга. В этом изобретении описан способ воздействия на ширину разбрызгивания, неизбежно предполагающий наличие загораживающих элементов.
Устройство для охлаждения стального листа непосредственно после горячей прокатки описано в DE 3230866 С2. Устройство выполнено с горизонтальным рольгангом для листа, с множеством расположенных с заданными промежутками над и под листом в его продольном направлении, проходящих в направлении ширины листа разбрызгивающих труб, каждая из которых имеет длину, в основном, равную ширине листа, и с несколькими форсунками для разбрызгивания охлаждающей воды по листу в зоне его обоих боковых краев расположенными загораживающими элементами для прерывания струй охлаждающей воды, низ которых наклонен от середины листа вниз. Загораживающие элементы сближаются и расходятся посредством устройства перемещения в направлении ширины лежащего на рольганге листа. Устройство перемещения содержит при этом две неподвижные направляющие рамы, расположенные, в основном, горизонтально над рольгангом так, что они пересекают его вертикальную среднюю плоскость, две опорные рамы, которые расположены, в основном, горизонтально над обеими сторонами рольганга параллельно его средней плоскости, и оба конца которых установлены с возможностью перемещения в направляющих рамах, причем один загораживающий элемент, расположенный в зоне одного бокового края лежащего на рольганге листа, закреплен на одной из обеих опорных рам, а другой загораживающий элемент, расположенный в зоне другого бокового края листа, закреплен на другой опорной раме, и привод для схождения и расхождения обеих опорных рам вместе с обоими загораживающими элементами в направлении ширины лежащего на рольганге листа на одинаковые расстояния. Это изобретение описывает устройство для охлаждения стального листа после горячей прокатки, в котором используются загораживающие элементы.
Способ охлаждения горячего стального листа после выхода из стана горячей прокатки известен из ЕР 0153688 В1. Лист направляется в продольном направлении парами верхних и нижних валков, расположенных в направлении его транспортировки, причем из форсунок нескольких расположенных в том же продольном направлении охлаждающих блоков к верхней и нижней сторонам листа подается охлаждающая вода. Каждый охлаждающий блок расположен между соседними парами верхних и нижних валков. Способ включается в себя определение распределения температуры в листе перед началом охлаждения, установление нужной средней скорости охлаждения, определение расстояния от кромки листа, над которой следует прервать подачу охлаждающей воды, по меньшей мере, к нижней стороне листа вследствие распределения температуры, так что температура внутреннего кромочного участка листа поддерживается выше температуры среднего участка, чтобы гарантировать Ar3-превращение на внутреннем кромочном участке одновременно с или после Ar3-превращением на среднем участке, и прерывание непосредственной подачи охлаждающей воды к краевому участку листа в зависимости от расстояния, определяемого на предыдущем этапе, за счет загораживания подходящего числа форсунок. Это изобретение применимо к горячим стальным листам после горячей прокатки для создания специальных свойств листов посредством определенного охлаждения.
Очищающее устройство известно, например, из DE 10143868 A1 и WO 03/022475 A1, в которых раскрыто устройство для удаления отслаивающейся окалины с поверхности сляба, в частности, тонкого сляба в условиях компактного производства (mini-mill). Такое производство включает в себя, по меньшей мере, одну установку непрерывного литья слябов, устройство резки слябов, печь для выравнивания температуры и одну или несколько прокатных клетей с моталкой. Устройство усовершенствовано за счет того, что устройство для гидросбива окалины содержит, по меньшей мере, одну нижнюю по отношению к слябу разбрызгивающую трубу и, по меньшей мере, одну верхнюю разбрызгивающую трубу, причем каждая разбрызгивающая труба оснащена определенным числом форсунок. Устройство для гидросбива расположено перед печью для выравнивания температуры, в частности, перед печью с роликовым подом. Устройство для гидросбива присоединено к трубопроводу подачи воды с технологически необходимым давлением и рассчитанным в соответствии с числом форсунок объемным потоком. В пункте 6 говорится о том, что давление подачи воды к разбрызгивающим трубам составляет 5-15 бар, преимущественно менее 10 бар.
В существующих решениях описаны устройства без возможностей регулирования. Если в очищающем устройстве жестко установлены количество среды, ширина очистки и положение, то отсутствие гибкости приводит, в том числе, к нежелательному охлаждению тонкого сляба и к повышению производственного риска. Кроме того, верхняя и нижняя стороны охлаждаются по-разному. При одинаковых количестве и давлении среды верхняя сторона тонкого сляба за счет более длительного времени пребывания среды охлаждается сильнее, чем нижняя сторона. Тогда головка тонкого сляба стремится приподняться. Это затрудняет прохождение тонкого сляба через последующие устройства.
При задержке головки тонкого сляба в последующих устройствах может произойти сбой транспортировки. В этом случае требуется прервать процесс разливки.
Внешние кромки тонкого сляба охлаждаются сильнее, чем средняя часть. Этот эффект зависит также от актуальной ширины сляба. Причины заключаются в следующем.
Наносимая в середину тонкого сляба среда течет наружу, в результате чего количество среды и охлаждающее действие на кромках выше.
Очищающая среда достигает тонкого сляба не только сверху, но и в зависимости от конструктивного выполнения также с наружной стороны.
Существует опасность переохлаждения кромок сляба.
Охлаждение тонкого сляба зависит от скорости разливки. При малой скорости разливки охлаждение при равной подаче среды сильнее, чем при большой скорости разливки. Обычно скорость разливки в установке варьируется в соответствии с производственными условиями также в пределах безостановочной разливки нескольких плавок.
По окончании безостановочной разливки серии плавок обычно последний кусок тонкого сляба отрезается и лежит на рольганге. При использовании очищающего устройства этот кусок охлаждается настолько сильно, что при последующих необходимых процессах разрезания для измельчения последнего куска тонкого сляба приходится разрезать существенно более холодный и, тем самым, более прочный материал.
Если в разливочной установке возникает неполадка, при которой тонкий сляб не может быть больше удален из нее, то приходится разрезать его на куски. В зоне очищающего устройства оно затрудняет обслуживающему персоналу доступ к тонкому слябу. При этом доступ должен быть возможен в короткое время, чтобы избежать повреждений в результате перегрева частей установки тонким слябом.
При запуске процесса разливки головка тонкого сляба может упереться в очищающее устройство, в частности, если расстояние между поверхностью тонкого сляба и очищающим устройством очень мало.
Нежелательным побочным эффектом очищающего устройства является охлаждение тонкого сляба. Охлаждение тем сильнее, чем дольше среда находится в контакте с тонким слябом.
С увеличением давления среды возрастает опасность ее вытекания из очищающего устройства. При неподходящем управлении очищающей средой она после процесса очистки непроизвольно направляется снова на поверхность тонкого сляба. Возможным образом при этом на эту поверхность снова направляются посторонние вещества, такие как окалина.
В основе изобретения лежит задача усовершенствования известных очищающих устройств таким образом, чтобы улучшить свойства литого изделия, такого как сляб, тонкий сляб, профиль и подобное, за счет возможностей гибкого регулирования, особенно охлаждающей среды, и устранить названные недостатки.
Эта задача решается согласно изобретению за счет того, что в способе в соответствии с ограничительной частью пункта 1 формулы количеством и/или эффективной шириной и/или давлением текучих сред управляют для каждого разбрызгивающего устройства по отдельности и независимо по времени.
Другие варианты способа охарактеризованы в соответствующих зависимых пунктах.
Изобретение относится, кроме того, к устройству для осуществления способа. При этом разбрызгивающие устройства и/или расположенные на них форсунки выполнены с возможностью срабатывания при помощи устройства управления/системы управления.
Другие варианты устройства охарактеризованы в соответствующих зависимых пунктах.
Решающее преимущество способа заключается в том, что с помощью управления с возможностью регулирования количества и/или эффективной шириной и/или давления текучих сред устанавливают отдельно для верхнего и нижнего подводящих трубопроводов в любой момент времени.
За счет этого отслаивающаяся окалина и другие посторонние вещества заранее удаляются с верхней и/или нижней стороны отлитого изделия. Благодаря нескольким дополнительным устройствам использование очищающего устройства становится более гибким и надежным.
Возможность согласования эффективной ширины очищающего устройства с шириной отлитого изделия позволяет избежать слишком сильного охлаждения кромок. В зависимости от выполнения очищающее устройство способно также следовать за изменением ширины отлитого в данный момент изделия. Регулирование ширины может осуществляться посредством включающего устройства и/или ручных устройств для перекрытия определенного числа подводов среды.
Благодаря возможности регулирования количества и/или эффективной ширины и/или давления среды, ее количество можно изменять в соответствии со скоростью разливки, чтобы управлять охлаждением независимо от скорости разливки и разливаемого материала.
Благодаря возможности полного прекращения подачи среды к очищающему устройству можно, например, по окончании разливки полностью отключить подачу среды.
Благодаря возможности частичного или полного извлечения очищающего устройства из разливочной линии значительно улучшается доступ к отлитому изделию. Очищающее устройство может быть извлечено из разливочной линии, например сбоку, или смонтированные над тонким слябом части могут быть приподняты с помощью подъемного устройства.
Вышеупомянутая возможность улучшается, если извлечение осуществляется с помощью дистанционно управляемого привода. Эта возможность улучшается также, если за счет гибких присоединений для среды или самозапирающихся муфт не требуется отнимающее много времени отделение питающих трубопроводов.
Благодаря принятым по отдельности или сообща мерам можно сократить время пребывания текучей среды на поверхности отлитого изделия. Устройства могут использоваться в зависимости от требования перед и/или за очищающим устройством:
- дополнительное обрызгивание отлитого изделия регулируемой по количеству и/или эффективной ширине и/или давлению текучей средой, например водой под низким давлением, препятствует течению среды против или в направлении разливки;
- дополнительный обдув воздухом отлитого изделия способствует боковому стеканию среды;
- с помощью улавливающих желобов можно удалять среду с верхней стороны отлитого изделия.
Очищающее устройство, если это конструктивно возможно, заключается в корпус. Струи среды, при необходимости, улавливаются улавливающими желобами и определенным образом отводятся в сторону. Чтобы способствовать отводу среды, в этих улавливающих желобах может быть предусмотрен смыв.
Всеми описанными выше возможностями регулирования можно управлять по-разному. При этом в зависимости от параметров регулирования управление может осуществляться с одного или нескольких, возможно, закрытых друг от друга мест:
- вручную с помощью соответствующих постов управления разливочного устройства;
- вручную с помощью пульта управления на месте;
- автоматически с помощью системы управления, используемой специально для очистки отлитого изделия;
- при связи с вышестоящей системой управления настройки, зависимые от производственного процесса, можно автоматизировать частично или полностью или задавать обслуживающему персоналу в качестве предложенных значений.
Изобретение обеспечивает более гибкое использование и надежную производственную эксплуатацию очищающего устройства, а также улучшенное очищающее действие и уменьшение нежелательных побочных эффектов. Дополнительно настройки очищающего устройства могут быть автоматически согласованы с различными параметрами разливки и этапами производства.
Пример осуществления изобретения более подробно описан с помощью очень схематичных чертежей, на которых изображают:
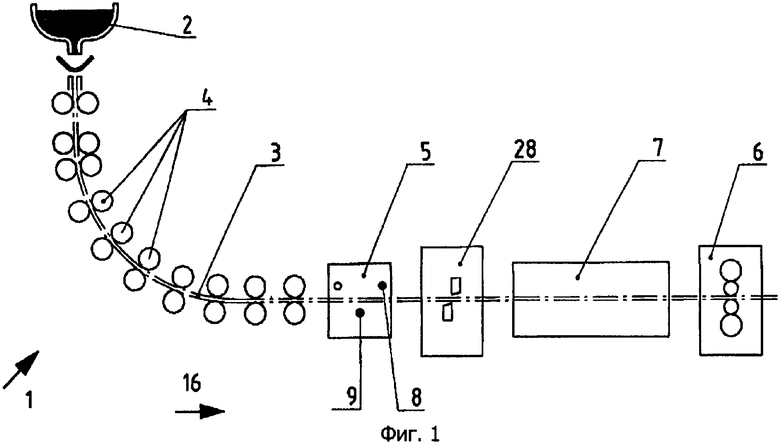
фиг.1 - на виде сбоку установку для ливки тонких слябов;
фиг.2 - на виде сбоку очищающее устройство в разливочной линии;
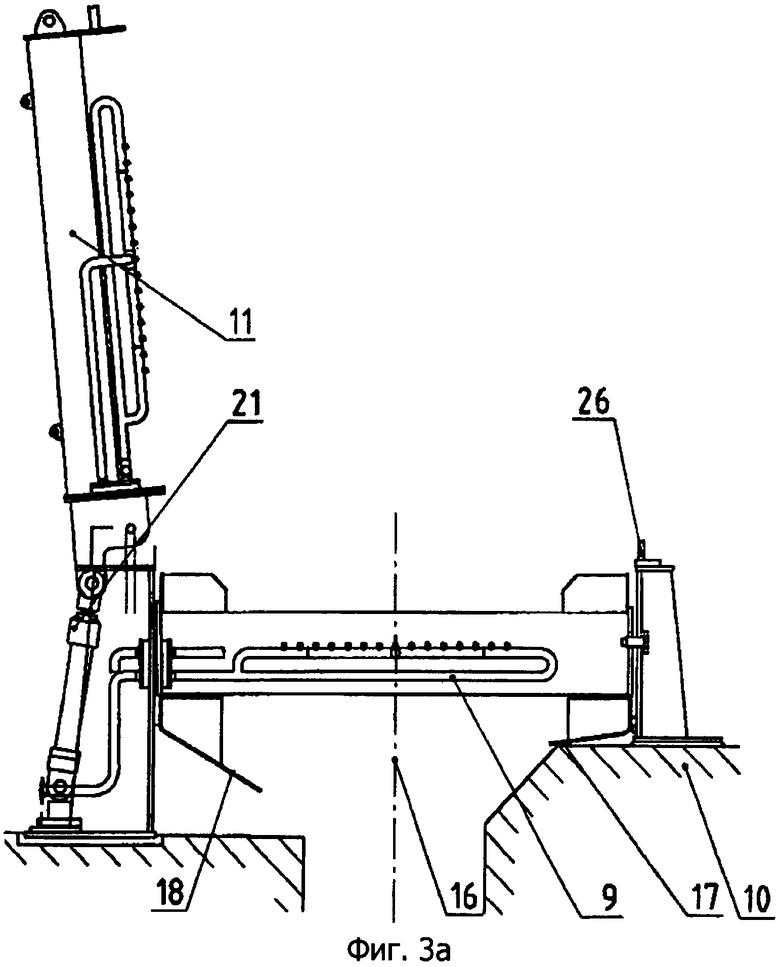
фиг.3а - на виде сбоку очищающее устройство, открытое за счет откидывания;
фиг.3b - на виде сбоку очищающее устройство вне разливочной линии (выкатной вариант);
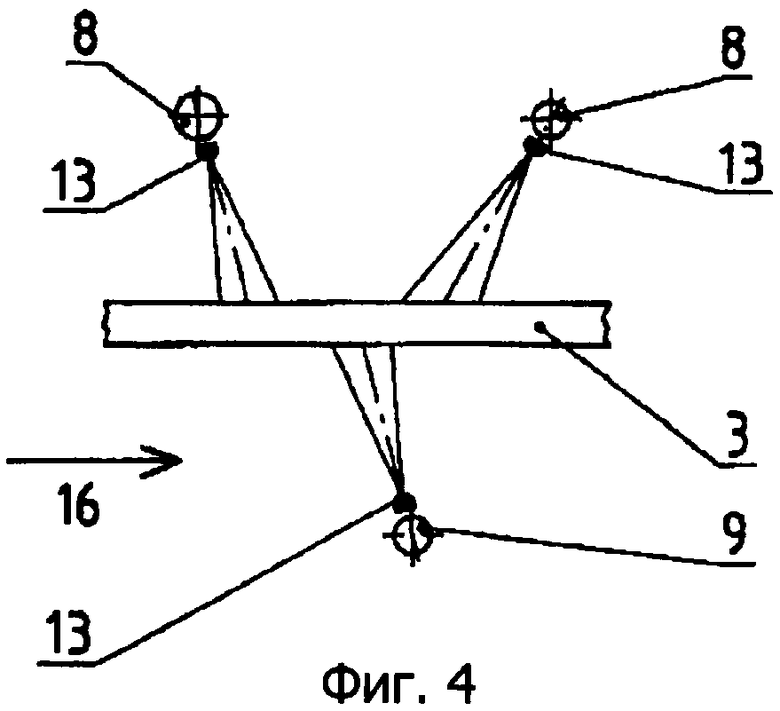
фиг.4 - подробно возможное расположение разбрызгивающих устройств;
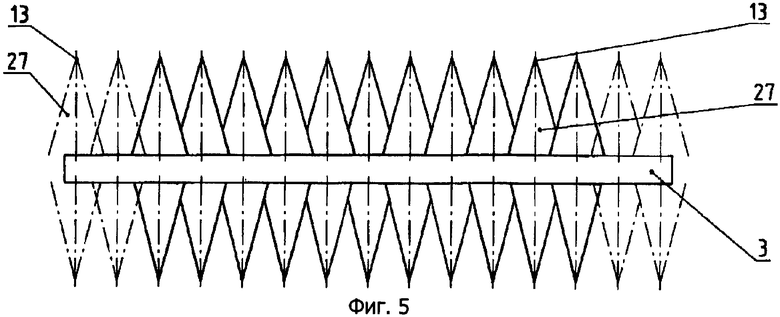
фиг.5 - подробно расположение форсунок (отключаемые форсунки обозначены разными линиями);
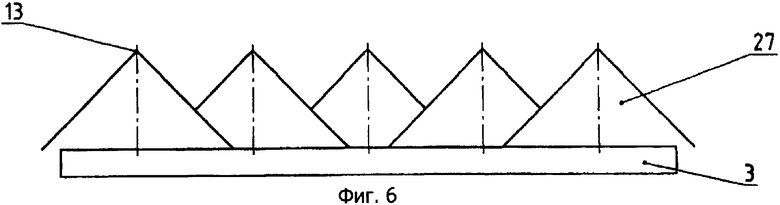
фиг.6 - подробно расположение продольного обрызгивания.
На фиг.1 изображена разливочная установка 1. Выходящее из разливочного устройства 2 литое изделие 3 отклоняется роликами 4 из вертикального положения в горизонтальное. Затем изделие 3 проходит через очищающее устройство 5. В нем с верхней и/или нижней стороны изделия 3 удаляются окалина и другие посторонние вещества. Для дальнейшей обработки, например, в прокатном стане 6, изделие 3 нагревается в нагревательном устройстве 7. В очищающем устройстве 5 над изделием 3 расположено, по меньшей мере, одно разбрызгивающее устройство 8, а под изделием 3 - по меньшей мере, одно разбрызгивающее устройство 9. Перед и за очищающим устройством 5 расположено разрезающее устройство 28, например ножницы.
Пример очищающего устройства 5 более подробно изображен на фиг.2. Установленное/смонтированное на фундаменте 10 очищающее устройство 5 состоит из верхней 11 и нижней 12 рам. На них закреплены разбрызгивающие устройства 8, 9. Последние оснащены множеством форсунок 13. Разбрызгивающие устройства 8, 9 снабжаются по трубопроводам 14, 15 текучей средой. Для ее отвода под разливочной линией 1 размещены дефлекторы 17, 18.
Верхняя рама 11 установлена с возможностью поворота и может быть откинута с помощью гидроцилиндра 21 из разливочной линии 1, как это показано на фиг.3а.
В качестве альтернативы очищающее устройство 5 установлено с возможностью перемещения по рельсам 19, 20 и может выкатываться с помощью гидроцилиндра 21 из разливочной линии 1. На фиг.3b альтернативное очищающее устройство 5 изображено вне разливочной линии 1. В данном примере верхняя 11 и нижняя 12 рамы выполнены U-образной формы. Для стабилизации очищающего устройства 5 свободные концы 22, 23 юстируются винтами 24, 25 в соответствующих отверстиях контропоры 26.
На фиг.4 подробно показано расположение над изделием 3 двух разбрызгивающих устройств 8 и под изделием 3 одного разбрызгивающего устройства 9. Форсунки 13 ориентированы так, что они разбрызгивают текучую среду на изделии 3 в направлении 16 разливки и против него. Для этого форсунки 13 могут быть ориентированы, например, под постоянным углом.
Оба расположенных над изделием 3 разбрызгивающих устройства 8 ориентированы навстречу друг другу. Таким образом, уменьшается вытекание текучей среды в направлении разливки и против него.
На фиг.5 подробно показано расположение форсунок 13. Конусы 27 разбрызгивания рассчитаны так, что происходит пересечение. Поэтому поверхность изделия 3 полностью смачивается текучей средой.
Благодаря конструктивным мерам можно отключить определенное число расположенных снаружи форсунок.
На фиг.6 изображено определенное число форсунок 13, расположенных для альтернативного продольного обрызгивания.
Перечень ссылочных позиций
1 - разливочная установка
2 - разливочное устройство
3 - литое изделие
4 - ролики
5 - очищающее устройство
6 - прокатный стан
7 - нагревательное устройство
8 - разбрызгивающее устройство
9 - разбрызгивающее устройство
10 - фундамент
11 - верхняя рама
12 - нижняя рама
13 - форсунки
14 - трубопровод
15 - трубопровод
16 - направление разливки
17 - дефлекторы
18 - дефлекторы
19 - рельс
20 - рельс
21 - гидроцилиндр
22 - свободный конец
23 - свободный конец
24 - винт
25 - винт
26 - контропора
27 - конус разбрызгивания
28 - разрезающее устройство


Изобретение предназначено для улучшения свойств литого изделия путем гибкого регулирования процесса очистки. Способ включает удаление отслаивающейся окалины и других посторонних веществ с верхней и/или нижней стороны отлитого изделия, такого как сляб, тонкий сляб, профиль и подобного, с помощью текучих сред, разбрызгиваемых по отлитому изделию (3) посредством очищающего устройства (5), состоящего, по меньшей мере, из одного разбрызгивающего устройства (8), расположенного над отлитым изделием (3), и, по меньшей мере, одного разбрызгивающего устройства (9), расположенного под отлитым изделием (3). Исключение вероятности переохлаждения кромок и других частей изделия обеспечивается за счет того, что давлением среды, а при необходимости, количеством и/или эффективной шириной разбрызгивания управляют для каждого разбрызгивающего устройства (8, 9) отдельно и независимо по времени, а при необходимости, подачу среды прекращают. Устройство имеет соответствующее оборудование, причем разбрызгивающие устройства (8, 9) и/или расположенные на них форсунки (13) выполнены с возможностью срабатывания посредством устройства управления/системы управления. 2 н. и 22 з.п. ф-лы, 6 ил.
1. Способ удаления отслаивающейся окалины и других посторонних веществ с верхней и/или нижней стороны литого изделия (3), такого как сляб, тонкий сляб, профиль, текучими средами, разбрызгиваемыми по литому изделию (3) посредством очищающего устройства (5), состоящего, по меньшей мере, из одного разбрызгивающего устройства (8), расположенного над отлитым изделием (3), и, по меньшей мере, одного разбрызгивающего устройства (9), расположенного под отлитым изделием (3), отличающийся тем, что очищающее устройство (5) расположено перед нагревательным устройством (7) и прокатным станом (6), при этом для согласования настройки очищающего устройства (5) с различными параметрами разливки и другими этапами производства, давлением среды, а также при необходимости количеством или эффективной шириной разбрызгивания управляют для каждого разбрызгивающего устройства (8, 9) отдельно и независимо по времени, при необходимости полностью прекращая подачу среды.
2. Способ по п.1, отличающийся тем, что очищающее устройство (5) эксплуатируют, по меньшей мере, с одним неподвижным разбрызгивающим устройством (8, 9).
3. Способ по п.1 или 2, отличающийся тем, что очищающее устройство (5) эксплуатируют, по меньшей мере, с одним подвижным разбрызгивающим устройством (8, 9).
4. Способ по п.1, отличающийся тем, что очищающее устройство (5) эксплуатируют в диапазоне низких давлений.
5. Способ по п.1, отличающийся тем, что очищающее устройство (5) эксплуатируют в диапазоне высоких давлений.
6. Способ по п.1, отличающийся тем, что разбрызгивающие устройства (8, 9) регулируют независимо от скорости разливки и/или разливаемого материала.
7. Способ по п.1, отличающийся тем, что очищающее устройство (5) заключают в корпус.
8. Способ по п.1, отличающийся тем, что очищающее устройство (5) при необходимости полностью выкатывают в сторону из разливочной линии (16).
9. Способ по п.1, отличающийся тем, что находящуюся над отлитым изделием (3) часть очищающего устройства (5) при необходимости снимают.
10. Способ по одному из п.8 или 9, отличающийся тем, что выкатывание или подъем очищающего устройства (5) осуществляют посредством дистанционно управляемого привода.
11. Способ по п.1, отличающийся тем, что очищающее устройство (5) соединяют посредством гибких подводов для среды с питающими трубопроводами (14, 15).
12. Способ по п.1, отличающийся тем, что очищающее устройство (5) соединяют с питающими трубопроводами (14, 15) посредством самозапирающихся муфт для среды.
13. Способ по п.1, отличающийся тем, что течению среды против или в направлении (16) разливки препятствуют посредством дополнительного обрызгивания отлитого изделия (3) регулируемой по количеству и/или давлению средой.
14. Способ по п.1, отличающийся тем, что боковому стеканию среды способствуют, по меньшей мере, дополнительным воздушным обдувом.
15. Способ по п.1, отличающийся тем, что среду удаляют с верхней стороны отлитого изделия (3) посредством улавливающих желобов.
16. Способ по п.13, отличающийся тем, что перед и/или после очищающего устройства (5) используют дополнительные устройства, в частности, обрызгивающее, воздухообдувающее, улавливающее устройства.
17. Способ по п.1, отличающийся тем, что устройство управления очищающим устройством (5) эксплуатируют посредством вышерасположенной системы управления.
18. Способ по п.17, отличающийся тем, что настройки устройства управления очищающего устройства (5), зависимые от производственного процесса, частично или полностью автоматизируют.
19. Способ по п.1, отличающийся тем, что настройки устройства управления очищающего устройства (5), зависимые от производственного процесса, предоставляют обслуживающему персоналу в качестве предложенных значений.
20. Устройство удаления отслаивающейся окалины и других посторонних веществ с верхней и/или нижней стороны литого изделия (3) текучими средами, разбрызгиваемыми по литому изделию (3) посредством очищающего устройства (5), расположенного в линии, включающей, в частности, разливочное устройство (2), нагревательное устройство (7) и прокатный стан (6), при этом очищающее устройство (5) состоит, по меньшей мере, из одного разбрызгивающего устройства (8), расположенного над отлитым изделием (3), и, по меньшей мере, одного разбрызгивающего устройства (9), расположенного под отлитым изделием (3), отличающееся тем, что устройство имеет систему управления, обеспечивающую срабатывание разбрызгивающих устройств (8, 9) и/или расположенных на них форсунок для осуществления способа по одному из пп.1-19, при этом нагревательное устройство (7) и прокатный стан (6) расположены после очищающего устройства.
21. Устройство по п.20, отличающееся тем, что очищающее устройство (5) выполнено с охватывающим его корпусом.
22. Устройство по п.20, отличающееся тем, что очищающее устройство (5) выполнено составным.
23. Устройство по любому из пп.20-22, отличающееся тем, что очищающее устройство (5) выполнено цельным.
24. Устройство по любому из пп.20-22, отличающееся тем, что трубопроводы (14, 15) выполнены с гибкими подводами и/или с самозапирающимися муфтами для среды.
| US 5996200 А, 07.12.1999 | |||
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЖИДКОСТИ НА ПОВЕРХНОСТЬ ПРОКАТА | 2003 |
|
RU2247617C1 |
| Устройство для охлаждения сортового проката | 1976 |
|
SU578137A1 |
| Передвижная садовая платформа | 1984 |
|
SU1205810A1 |

