Область техники
Изобретение относится к устройству для воздействия на распределение температур по ширине, в частности, полосы, в частности, в стане горячей прокатки полосы, по п. 1 формулы изобретения.
Уровень техники
При изготовлении полос, в частности, на установке горячей прокатки полоса транспортируется от печи к моталке и обрабатывается на этом участке. При этом температура полосы и распределение температур, например, по ширине имеют решающее значение для обработки и в результате для качества полосы.
В частности, если необходимо добиться высокой производительности установки, или стана горячей прокатки полосы, узким местом производства часто становится печь, как, например, печь с шагающими балками. Тогда это приводит к тому, что у слябов даже при достаточном нагреве не обеспечивается равномерное распределение температуры, поскольку они остаются в печи достаточно долго.
В результате могут иметь место распределения температуры, которые являются неравномерными по ширине слябов. Следовательно, может случиться, что обычные слябы при выходе из печи будут иметь неравномерное распределение температуры. При этом, как правило, поверхность и кромка сляба нагреты больше, чем остальной сляб. При последующей прокатке на черновом прокатном стане температурный профиль изменяется, а неограниченная кромка полосы охлаждается в результате теплового излучения в сторону и прохождения через устройство для гидросбива окалины и вертикальную клеть, так что перед конечной обработкой давлением распределение температур становится таким, что средняя температура по толщине убывает от края к середине, причем вблизи кромки появляется местный максимум температуры. При этом более нагретые области располагаются в области между 80 и 150 мм от кромки, что отрицательно сказывается на контуре и плоскостности полосы. В результате такого неравномерного распределения температур при последующем процессе прокатки в очаге деформации в разных чистовых клетях происходит разное расплющивание, и, кроме того, по ширине полосы устанавливаются различный износ рабочего валка, а также тепловой профиль. Результатом этого являются аномалии профиля, мешающие дальнейшей обработке полосы и ведущие к получению низкой точности размера полос, что с точки зрения качества является нежелательным. Это также неизбежно из-за дополнительных механических исполнительных элементов установки профиля, поскольку эффекты носят весьма локальный характер.
Наряду с геометрическими недостатками в результате температурных различий по ширине полосы могут формироваться различные структурные или механические свойства.
Наряду с неравномерным нагревом обычных слябов в печи, слябы с неравномерными температурами наблюдаются после установки для тонких слябов. Если температурные различия полностью не устраняются в последующей печи, то и в этом случае по ширине полосы могут появиться вышеописанные дефекты, как-то: аномалии профиля, неровность и различные механические свойства полосы.
Раскрытие, задача, решение и преимущества изобретения
Задачей изобретения является создание устройства, осуществляющего улучшенную обработку, в частности, полос на станах горячей прокатки полосы, и обеспечивающего более высокое качество продукта.
Согласно изобретению задача в отношении устройства решается с помощью признаков п.1 формулы изобретения. Согласно изобретению предложено устройство для воздействия на распределение температур по ширине сляба или полосы, в частности, в одноклетьевой или многоклетьевой установке горячей прокатки, причем предусмотрено по меньшей мере одно охлаждающее устройство с соплами для нанесения охлаждающей среды на сляб или на полосу, причем сопла распределены по ширине и/или управляются таким образом, чтобы, охлаждающая среда, в частности, наносилась в позициях, в которых определена повышенная температура.
Другой пример выполнения предусматривает воздействие на плоскостность и контур полосы путем частичного охлаждения полосы. Для целенаправленного изменения прочности материала полоса охлаждается в основном в тех местах, в которых обнаруживается волнистость полосы. Аналогичным образом полоса охлаждается местами, чтобы вызвать в них целенаправленные изменения полосы. Воздействие на контур, как правило, имеет место в случае более толстой полосы, а воздействие на плоскостность - при меньших толщинах. Принцип действия остается один и тот же.
Для установления распределения охлаждающей среды предпочтительно, чтобы ширина полосы разделялась на зоны охлаждения, и при этом было предусмотрено или установлено сопло охлаждающего устройства по меньшей мере для одной зоны, предпочтительно, для всех зон.
Целесообразно также, чтобы положение по меньшей мере одного сопла, или нескольких сопел могло регулироваться относительно ширины полосы.
Кроме того, в одном из примеров выполнения целесообразно, чтобы сопла устанавливались попарно и, предпочтительно, симметрично и попарно, относительно середины полосы.
Чтобы не было необходимости в специальном механизме перестановки по ширине, перестановка сопел по ширине может быть предусмотрена путем их закрепления, относительно их положения распыления, на боковых направляющих для слябов или полос.
Для гибкого изменения положения сопел относительно ширины может быть использовано отдельное устройство для перестановки, также независимо для правой и левой половин полосы.
Целесообразно также, чтобы сопла устанавливались рядом друг с другом, причем чтобы для каждой зоны охлаждения было предусмотрено по соплу.
При этом целесообразно, чтобы сопла устанавливались под и/или над полосой.
Целенаправленной активации сопел способствует по меньшей мере один измерительный датчик, отслеживающий распределение температур в слябе или полосе по ширине.
В одном из следующих примеров выполнения целесообразно, чтобы был предусмотрен также блок управления, обрабатывающий релевантные входные параметры и определяющий и регулирующий используемое количество охлаждающей среды для соответствующей зоны и/или позиции охлаждения.
Предпочтительные усовершенствованные варианты описаны в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Ниже изобретение более подробно поясняется на основе примера выполнения со ссылкой на чертежи, на которых показано:
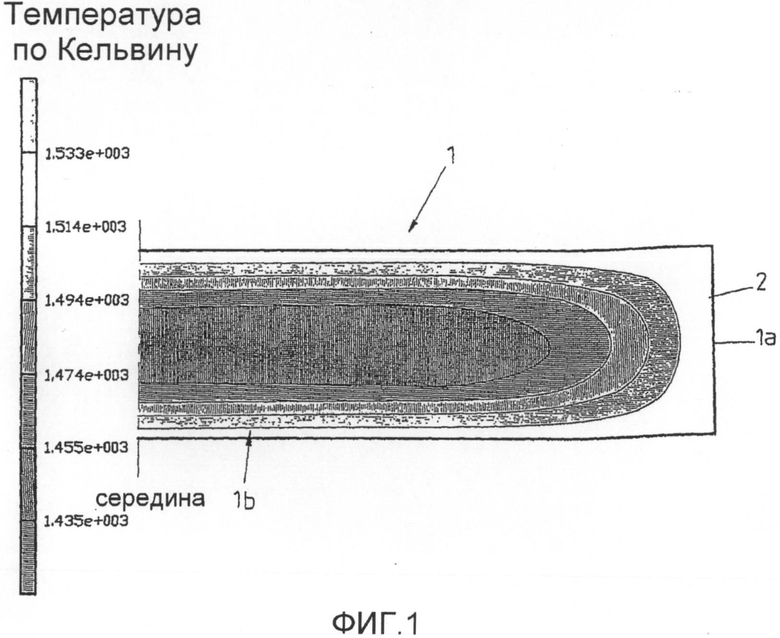
фиг.1 - распределение температур в слябе на основе изменения цвета;
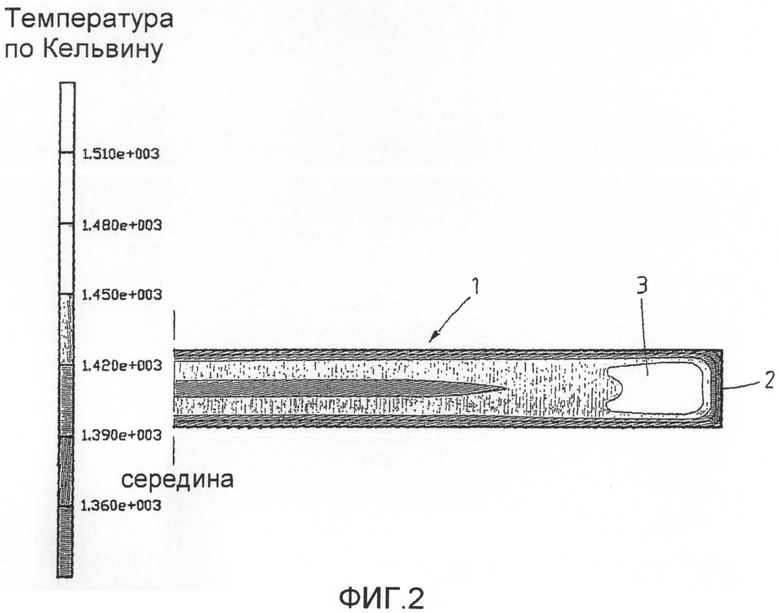
фиг.2 - распределение температур в слябе на основе изменения цветов после прокатки;
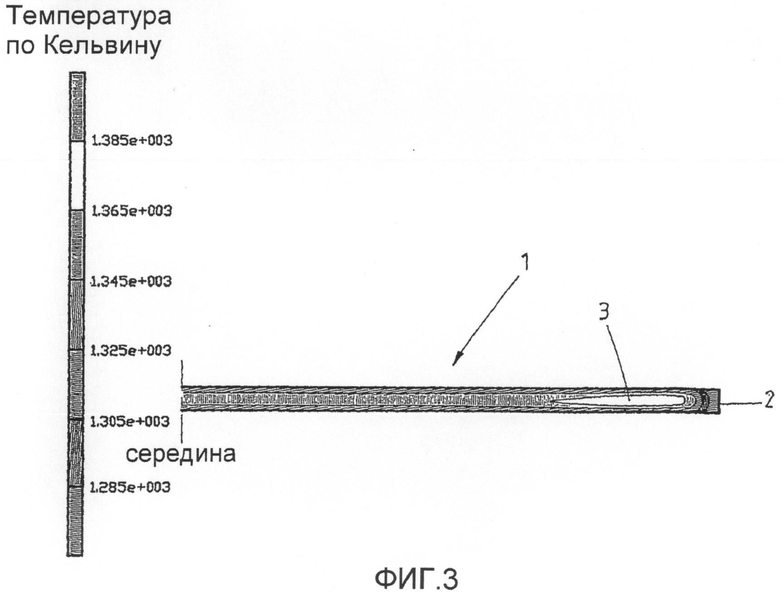
фиг.3 - распределение температур в слябе на основе изменения цветов после прокатки;
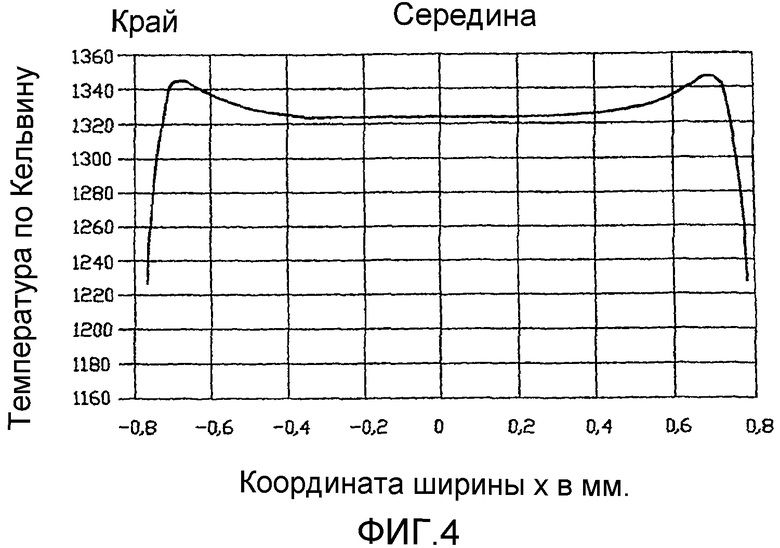
фиг.4 - характеристику средней температуры в полосе по ширине полосы;
фиг.5 - температурный режим, усилие прокатки и форма профиля по ширине полосы;
фиг.6 - виды устройства согласно изобретению;
фиг.7 - диаграмму для изображения температурного режима и расположение зон охлаждения;
фиг.7а - диаграмму для изображения взаимосвязи между плоскостностью, температурным режимом и управлением зонами охлаждения;
фиг.8 - вид устройства согласно изобретению с охлаждающими соплами;
фиг.9 - схематическое изображение возможных положений охлаждающего устройства и датчиков температуры на стане горячей прокатки полосы;
фиг.9а - схематическое изображение возможных положений охлаждающего устройства и датчиков температуры на стане горячей прокатки полосы;
фиг.10 - схематическое изображение установки CSP с возможными положениями охлаждающего устройства и измерительных датчиков температуры;
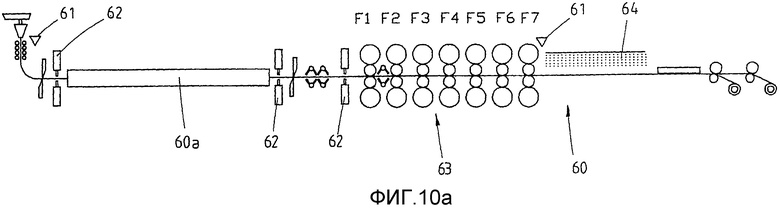
фиг.10а - схематическое изображение установки CSP с возможными положениями охлаждающего устройства и измерительных датчиков температуры;
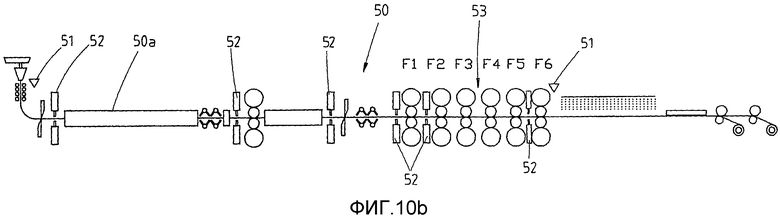
фиг.10b - схематическое изображение установки CSP с возможными положениями охлаждающего устройства и измерительных датчиков температуры;
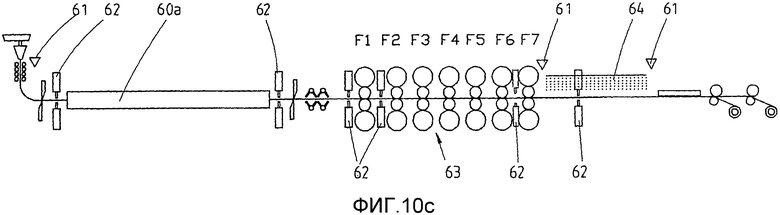
фиг.10с - схематическое изображение установки CSP с возможными положениями охлаждающего устройства и измерительных датчиков температуры;
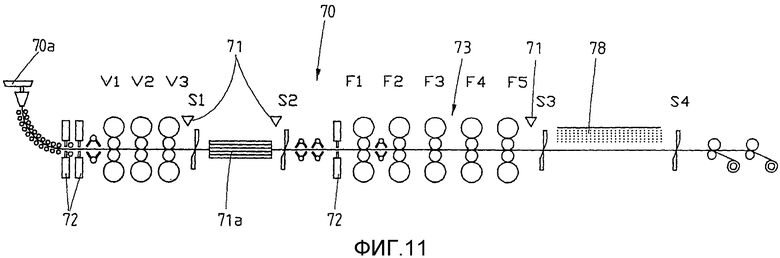
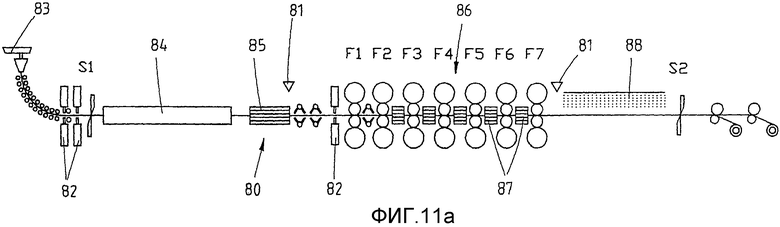
фиг.11, 11a - схематическое изображение альтернативной тонкослябовой установки с возможными положениями охлаждающего устройства и измерительных датчиков температуры;
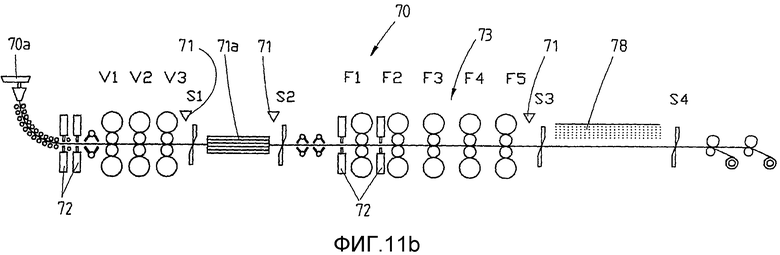
фиг.11b - схематическое изображение альтернативной тонкослябовой установки с возможными положениями охлаждающего устройства и измерительных датчиков температуры;
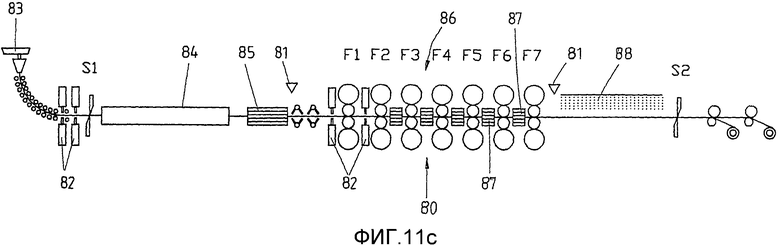
фиг.11с - схематическое изображение альтернативной тонкослябовой установки с возможными положениями охлаждающего устройства и измерительных датчиков температуры;
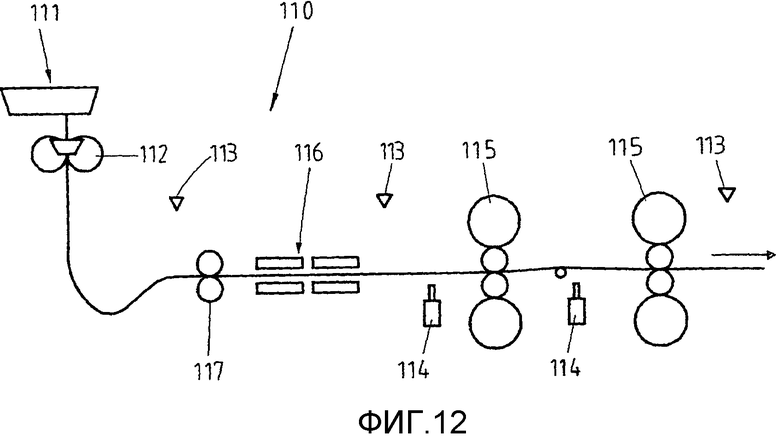
фиг.12 - схематическое изображение альтернативной установки для разливки и прокатки тонких полос с возможными положениями охлаждающих устройств и измерительных датчиков температуры;
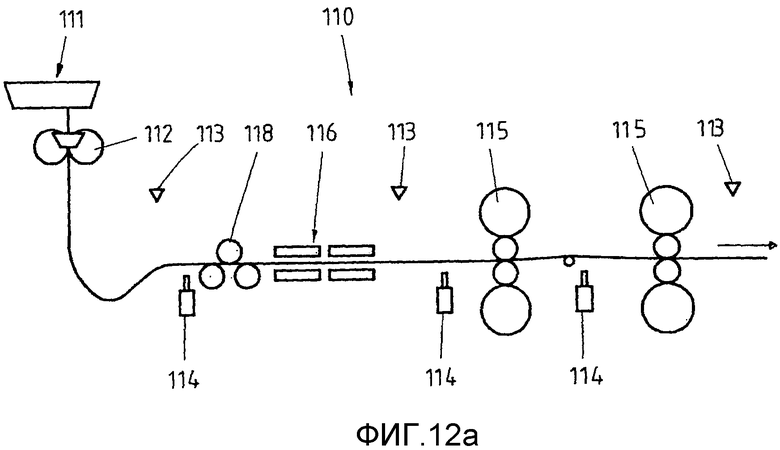
фиг.12а - схематическое изображение альтернативной установки для разливки и прокатки тонких полос с возможными положениями охлаждающих устройств и измерительных датчиков температуры;
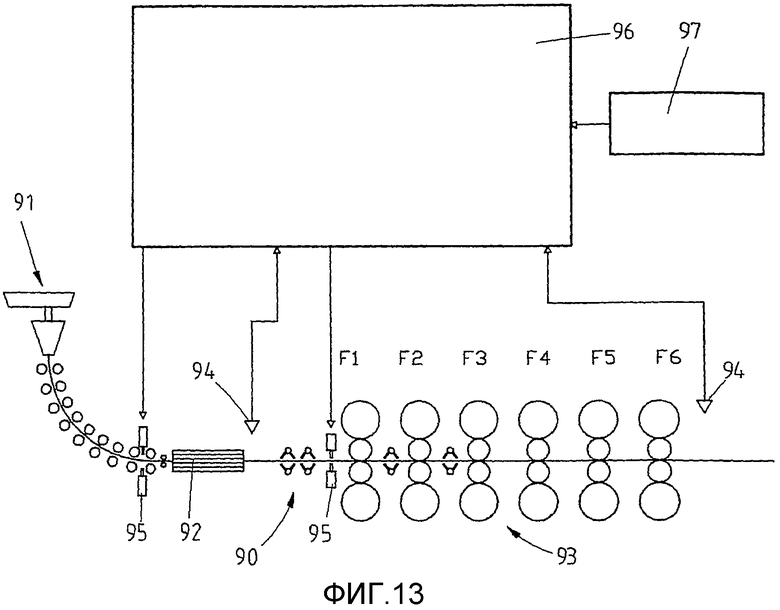
фиг.13 - схематическое изображение тонкослябовой установки с блоком управления для изображения способа охлаждения полосы и/или тонкого сляба; и
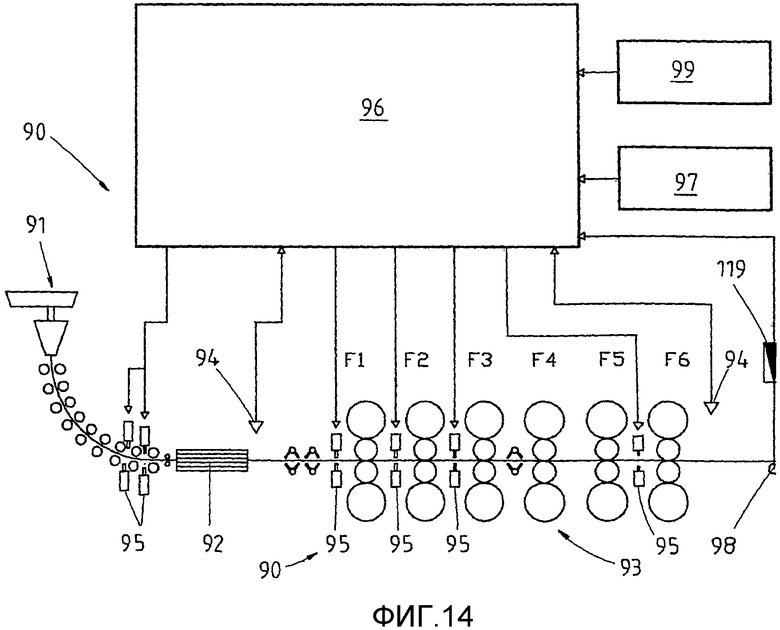
фиг.14 - схематическое изображение тонкослябовой установки с блоком управления для изображения способа охлаждения полосы и/или тонкого сляба.
Предпочтительное осуществление изобретения
На фиг.1 показано изображение половины сляба 1, причем распределение температур визуализируется с помощью изменения цвета, причем температура тем выше, чем светлее тон, или оттенок серого. Сляб 1 после выхода из обычной нагревательной печи установки горячей прокатки полосы уже нагрет неравномерно, что, в числе прочего, объясняется слишком коротким временем пребывания в печи, и может быть результатом большой загрузки печи. Сляб 1 на поверхности и на краю 1а, или на кромке 2, горячее, чем, например, в сердцевине 1b, изображенной в темных тонах. Следовательно, сляб 1 не прогрелся оптимально.
При прокатке на черновом прокатном стане температурный профиль сляба 1 изменяется, так что прокатанные слябы 1 приобретают, например, температурный профиль, соответствующий фиг.2 и 3. Кромка 2 полосы в результате прокатки продолжает охлаждаться, и появляется зона 3 нагрева, соседствующая с кромкой 2 полосы. На фиг.2 и 3 распределение температур видно по оттенкам серого, причем температура опять же тем ниже, чем темнее оттенок серого.
На фиг.4 изображена характеристика средней температуры полосы как функция ширины черновой полосы, причем и здесь отчетливо видно, что с краю полосы температура падает и что в направлении внутрь температура также ниже. В зоне, расположенной по соседству с краем, средняя температура самая высокая.
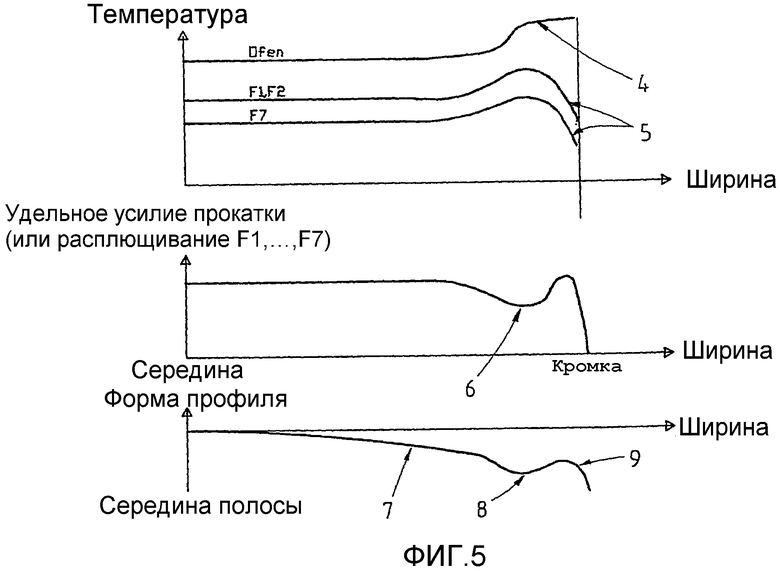
На фиг.5 тремя диаграммами, расположенными друг под другом, изображены: характеристика средней температуры, усилие прокатки и форма профиля, как функция ширины полосы или сляба 1. В верхней части фигуры изображена характеристика средней температуры как функции ширины, причем в разных местах стана горячей прокатки полосы (в печи, на чистовой линии клетей) могут устанавливаться разные температурные профили 4, 5).
Понижение температуры на краю приводит к уменьшению усилия 6 прокатки в области температурного максимума вблизи края, поскольку в месте максимальной температуры материал, как правило, также наиболее мягкий.
В результате форма профиля (контур полосы) становятся неравномерными, причем в области самой высокой температуры появляются аномалия 8 профиля небольшой толщины и выступ с утолщением 9. На этот температурный эффект накладывается эффект изгиба валков, или эффект действия исполнительных элементов, приводящий к уменьшению толщины в направлении снаружи вовнутрь, см. фиг.7. На фиг.1-5 в качестве примера показано действие неравномерных температур по ширине.
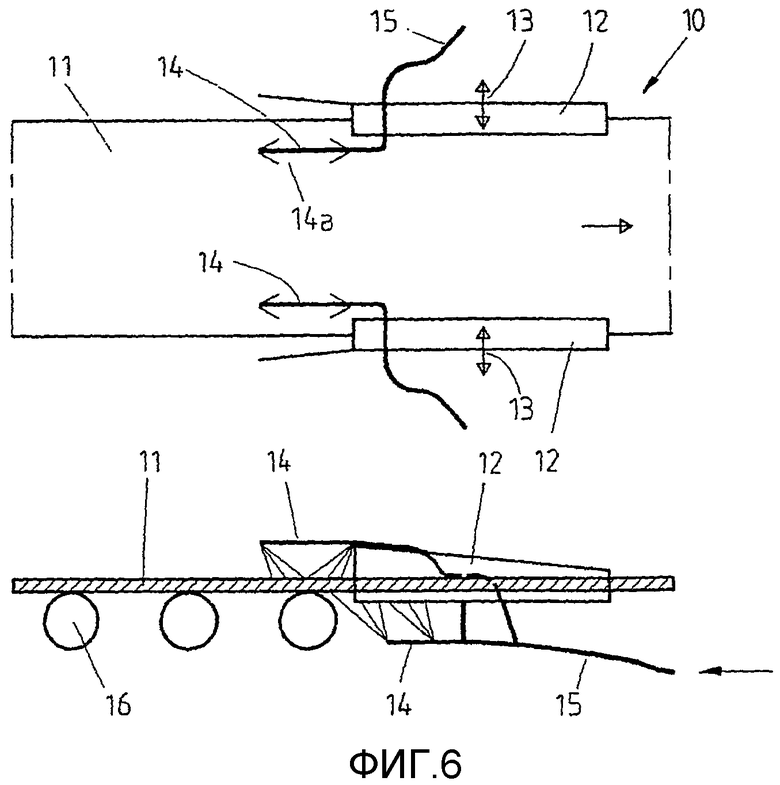
В верхней части фиг.6 схематически изображено устройство 10 для охлаждения тонкого сляба, черновой полосы или полосы 11. Полоса 11 с боков направляется с помощью регулируемых боковых направляющих 12, или предусмотренных для этого средств боковых направляющих. Для этого боковые направляющие 12 выполнены регулируемыми в стороны в направлении 13 стрелок. Кроме того, для охлаждения сляба или полосы 11 предусмотрены охлаждающие элементы 14, как, например, охлаждающие сопла, устанавливаемые в том месте, в котором измеряются или ожидаются самая высокая или высокие температуры в полосе, так что эта область, или эти области, могут охлаждаться специально. Таким образом, на основе распределения температур может быть определена и дополнительно охлаждена с помощью охладителя, например, охлаждающей воды, определенная основная область 14а охлаждения. Охлаждающая вода может подаваться к соплам 14, например, с помощью шлангов 15, причем шланги 15 могут быть выполнены с защитой от окружающей температуры или экранированы от нее. В нижней части фигуры изображен вид устройства сбоку. При этом полоса транспортируется с помощью роликов, и одновременно полоса с помощью охлаждающей среды, как, например, охлаждающей воды или воздуха, частично охлаждается в предусмотренных для этого позициях. Предпочтительно, чтобы охлаждающие элементы, как, например, сопла, предусматривались в области регулируемой боковой направляющей. Кроме того, вместо отдельных сопел могут быть предусмотрены одна или несколько групп сопел, так чтобы охлаждающее средство могло наноситься на полосу в более широком диапазоне.
Кроме того, видно, что сопла 14 установлены над полосой и под ней таким образом, что охлаждение может осуществляться как снизу, так и/или сверху.
Кроме того, особенно предпочтительно, чтобы для оптимального охлаждения соответствующих областей полосы количество охлаждающей среды индивидуально устанавливалось в зависимости от целевой величины (например, распределения температур, целевого контура, плоскостности) или от других параметров процесса, как-то: время выдачи из печи, ширина, уменьшение ширины и подобное на верхней и/или на нижней стороне полосы.
Если распределение температур в полосе по ширине не всегда воспроизводятся одинаково, может быть предусмотрено индивидуальное распределение сопел.
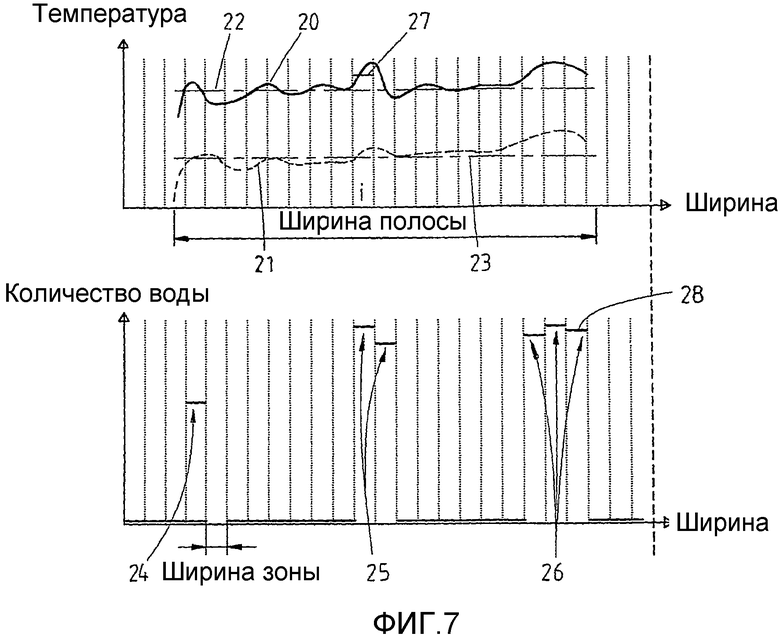
В верхней части фиг.7 изображено распределение температур в полосе, не являющееся симметричным. Как видно, по обоим краям или вблизи них расположены области повышенной температуры различной ширины, причем в средней области полосы также обнаруживается область повышенной температуры. При этом температурный профиль после литейной машины и/или после черновой клети, и/или после печи изображен верхней кривой 20, а температурный профиль после чистовой линии клетей - нижней кривой 21. Кроме того, штрихпунктирные линии 22, 23 представляют собой заданные или целевые значения распределения температур. Линия 27 представляет собой среднее значение внутри зоны i.
Расположение сопел выбирается в соответствии с максимумами температуры, неравномерно распределенными по ширине полосы. Для этого в нижней части фиг.7 показано расположение сопел в тех местах, в которых температура превышена относительно заданного значения. Так, например, в области левого края полосы установлено сопло 24, в средней области установлены два сопла 25, а в области правого края полосы предусмотрены три сопла 26. Вместо числа сопел может быть также, соответственно, изменено распределение количества охлаждающей среды, разбрызгиваемой на полосу, так что обеспечивается необходимое распределение количества охлаждающего средства. Таким образом, на нижней части фиг.7 показано многозонное охлаждение, при котором для соответствующей зоны устанавливается индивидуальное охлаждение.
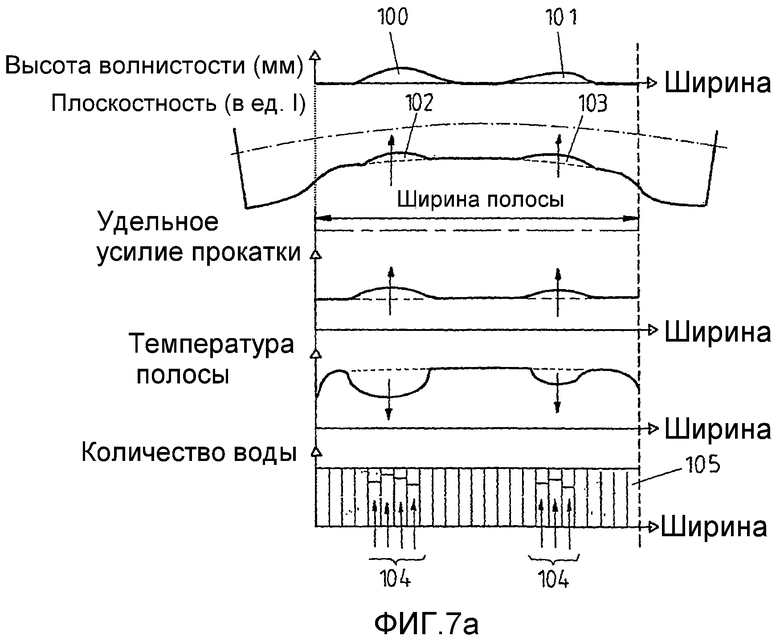
На фиг.7а для другого примера на верхней диаграмме показано распределение волнистости по высоте или неровностей полосы как функции ширины полосы, при этом отчетливо видны два максимума 100, 101. На второй диаграмме сверху видна деформация тела рабочего валка в результате охлаждения полосы, причем контур в области стрелок 102, 103 показывает как изменение очага деформации (зазора между валками) при прокатке, обнаруживаемое по положениям максимумов в верхней части фигуры. Третья диаграмма сверху изображает удельное усилие прокатки как функцию ширины, причем максимумы в том же месте, в свою очередь, рассматриваются как функции ширины. Четвертая диаграмма сверху показывает распределение температур в полосе, не являющееся равномерным. На этой фигуре в качестве альтернативного примера схематически показан принцип действия изобретения, по которому целенаправленное охлаждение производится в тех местах, см. нижнюю диаграмму, где определяется обнаруженная неровность, так что после прокатного стана достигается лучшая плоскостность. В результате охлаждения полосы перед прокатным станом и/или на нем в специально выбранных областях по ширине полосы может быть достигнута лучшая плоскостность полосы. Области полосы, являющиеся неровными, за некоторыми исключениями, как правило, охлаждаются. Таким образом, вследствие более низкой температуры там устанавливаются более высокое сопротивление деформации и тем самым повышенное усилие прокатки, как это видно из средней диаграммы на фиг.7а. Изменение расплющивания в очаге деформации в последней клети или при необходимости в нескольких клетях прокатного стана сглаживает или устраняет неровность. При регулировке температуры полосы предпочтительно, чтобы допуски температуры для полосы соблюдались. Так, например, при прокатке высококачественной аустенитной стали температуру полосы можно устанавливать или регулировать в широких пределах без оказания отрицательного воздействия на механические свойства полосы. На нижней диаграмме на фиг.7а показано расположение охлаждающих сопел 104 и тем самым многозонное охлаждение, при котором для соответствующих зон 105 устанавливается индивидуальное охлаждение. Кроме того, предусмотрена и возможна установка отдельных сопел, например, в четвертьволновой области полосы.
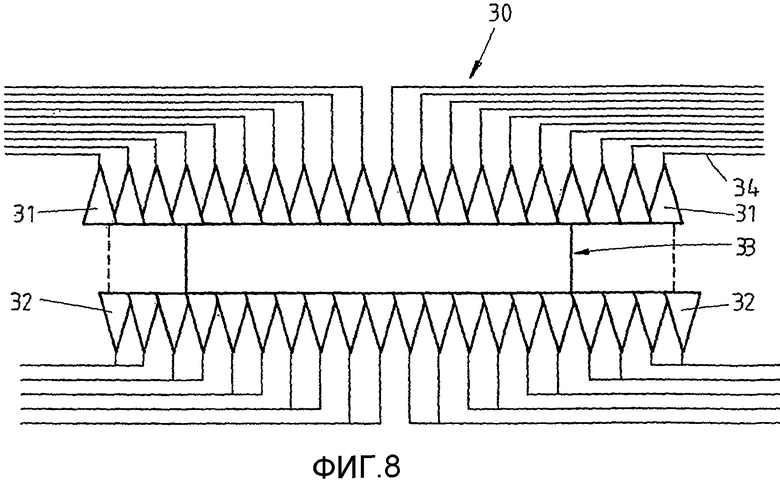
На фиг.8 изображено устройство 30 с установкой сопел 31, 32 для охлаждения сляба или полосы 33, причем сопла 31, 32 предусмотрены как под полосой или слябом, так и над полосой или слябом. Благодаря этому сопла при необходимости могут воздействовать на полосу или сляб охлаждающей средой с обеих сторон, так чтобы полоса или сляб охлаждались в ответственных местах с обеих сторон.
Для этого предпочтительно устанавливать сопла 31, 32 рядами, так чтобы соседние сопла также могли устанавливаться с перекрытием. При этом сопла имеют также соответствующие собственные подводы 34, с помощью которых охлаждающая среда, как, например, вода, может подаваться к соплам 31, 32, прежде чем она с помощью сопла попадет на полосу. Сопла 31, 32 предпочтительно могут устанавливаться неподвижно, при этом они могут соединяться с помощью удерживающей рамы или стойки, или сопла 31, 32 могут быть выполнены самонесущими, причем сопла 31, 32 при этом могут соединяться друг с другом.
Однако предпочтительно, чтобы сопла 31, 32 были выполнены с возможностью позиционирования то есть чтобы они были установлены с с возможностью перестановки по ширине.
Сопла 31, 32 могут, например, устанавливаться группами или попарно, а также, например, попарно симметрично.
Сопла могут иметь также разные поперечные сечения, или несколько сопел могут быть расположены друг за другом в направлении потока материала. Возможно, например, любое желательное распределение количества охлаждающего средства («водяной поток»), при котором в краевой области траверсы используются большие сопла, чем в центральной области, а еще более малые сопла - посредине.
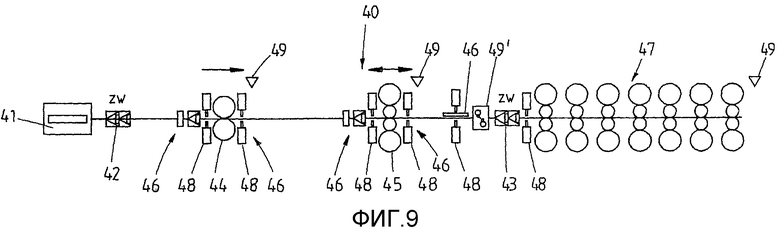
На фиг. 9 схематически изображено устройство 40 для обработки полос, как, например, стан горячей прокатки полосы. Устройство 40 содержит печь 41 для слябов и два устройства 42, 43 для гидросбива окалины. Кроме того, предусмотрены первая черновая клеть 44 и вторая черновая клеть 45, причем первая черновая клеть 44 может быть выполнена в качестве нереверсивной, а вторая черновая клеть 45 - в качестве реверсивной. Кроме того, предусмотрены боковые направляющие 46, как, например, до или после черновых клетей и впереди ножниц 49´. В конце стана перед охлаждением и намоткой полосы на не показанную моталку предусмотрены устройства 47 для прокатки, как, например, чистовая линия клетей. Согласно изобретению устройства 48 для воздействия на температуру полосы выполнены оснащенными соплами. Они изображаются симметрично с помощью прямоугольника со штрихом, направленным вниз или вверх. Они, как показано, могут быть установлены до и/или после черновых клетей 44, 45 и/или до и/или ножниц 49´. Кроме того, могут быть предусмотрены устройства 49 для измерения температуры, как, например, температурные сканнеры, которые могут быть установлены по меньшей мере после одной из черновых клетей 44, 45 и/или после устройства 47 для прокатки. Устройства 48 для воздействия на температуру полосы могут быть установлены на боковых направляющих перед черновыми клетями, как, например, нереверсивная и реверсивная клети, и/или на боковых направляющих перед ножницам или перед чистовой линией 47 клетей. Кроме того, в чистовых клетях чистовой линии 47 клетей предпочтительной установлены устройства 48 для воздействия на температуру с установками сопел. Это может быть, соответственно, отнесено и к толстолистовому прокатному стану, у которого на отдельных ступенях от печи до толстолистовой прокатной клети могут быть предусмотрены такие устройства 48 для воздействия на температуру.
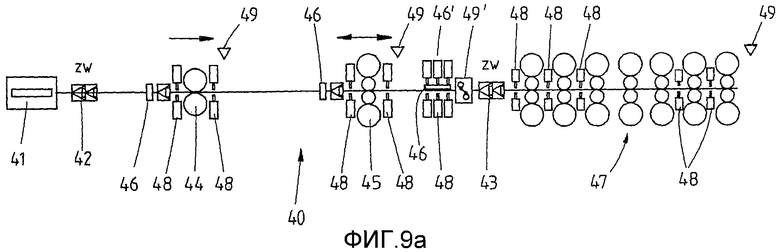
На фиг.9а схематически изображен еще один пример выполнения устройства 40 для обработки полос, как, например, широкополосный стан горячей прокатки. Устройство 40 для обработки полос содержит печь 41 для слябов и по меньшей мере два устройства 42, 43 для гидросбива окалины. Кроме того, предусмотрены первая черновая клеть 44 и вторая черновая клеть 45, причем первая черновая клеть 44 может быть выполнена в качестве нереверсивной, а вторая черновая клеть 45 - в качестве реверсивной. Кроме того, предусмотрены боковые направляющие 46, как, например, впереди черновых клетей 44 и впереди ножниц 49´. В конце стана перед намоткой полосы на не показанную моталку предусмотрены устройства 47 для прокатки, как, например, чистовая линия клетей. Согласно изобретению устройства 48 для воздействия на температуру полосы выполнены оснащенными соплами. Они могут быть установлены, как показано, до и/или после черновых клетей 44, 45 и/или до и/или после ножниц. Кроме того, устройства 48 для воздействия на температуру полосы могут быть предусмотрены также в области чистовой линии 47 клетей между отдельными клетями. Предпочтительно, устройства 48 для воздействия на температуру предусмотрены на боковых направляющих. Кроме того, такие устройства могут быть предусмотрены также в области холодильника 46´ для черновой полосы, который может быть установлен перед чистовой линией клетей. Для этого, предпочтительно, чтобы по меньшей мере часть охлаждающего устройства включала охлаждение зон полосы.
Кроме того, могут быть предусмотрены устройства 49 измерения температуры, как, например, температурные сканнеры, которые могут быть установлены, по меньшей мере, после одной из черновых клетей 44, 45 и/или после устройства 47 для прокатки. Устройства 48 для воздействия на температуру полосы могут быть предусмотрены на боковых направляющих перед черновыми клетями, как, например, нереверсивной и реверсивной клетями, и/или на боковых направляющих перед ножницами или перед чистовой линией 47 клетей. Кроме того, в чистовых клетях чистовой линии 47 клетей предпочтительно предусмотрены устройства 48 для воздействия на температуру с установками сопел. Это может быть, соответственно, отнесено также к толстолистовому прокатному стану, на котором такие устройства 48 для воздействия на температуру могут быть предусмотрены на отдельных ступенях от печи до толстолистовой прокатной клети.
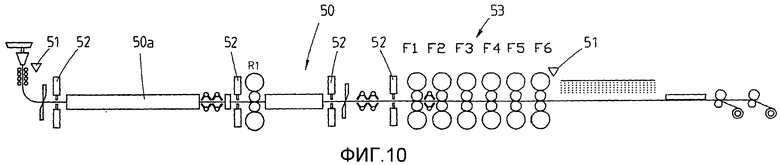
На фиг.10 и 10b изображены соответственно так называемые установки CSP (Compact Strip Production) 50 с черновой клетью, а на фиг.10а и 10с соответственно установка CSP 60 без черновой клети.
Установка CSP 50 на фиг.10 содержит измерительные устройства 51 для температуры, установленные перед печью 50а с роликовым подом и после кристаллизатора, и кроме того, устройство, установленное в конце чистовой линии клетей с прокатными клетями F1, F2, F3, F4, F5 и F6. Устройства 52 для воздействия на температуру с соплами для охлаждения сляба или полосы предпочтительно устанавливать до и/или после печи с роликовым подом, после кристаллизатора и/или перед чистовой клетью R1 и/или перед чистовой линией клетей. Установка на фиг. 10b отличается от установок на фиг.10 и 10а лишь тем, что, дополнительно на чистовой линии 53 клетей между прокатными клетями F1 и F2 предусмотрены охлаждающие устройства 52, причем на чистовой линии 53 клетей могли бы быть предусмотрены также дополнительные охлаждающие устройства 52 между другими прокатными клетями F1, …, F6.
Установка CSP 60 на фиг. 10а содержит устройства 61 для измерения температуры перед печью 60а с роликовым подом после кристаллизатора и на конце чистовой линии клетей с прокатными клетями F1, F2, F3, F4, F5, F6 и F7. Устройства 62 для воздействия на температуру с соплами для охлаждения полосы, предпочтительно устанавливать перед и/или после печи с роликовым подом, после кристаллизатора и/или перед чистовой линией клетей. Установка на фиг.10с отличается от установки на фиг.10а лишь тем, что, кроме того, на чистовой линии 63 клетей между прокатными клетями F1 и F2 и на участке 64 охлаждения предусмотрены дополнительные охлаждающие устройства 62, причем на чистовой линии 63 клетей также могли бы быть предусмотрены дополнительные охлаждающие устройства 62, например, также между другими прокатными клетями F1, …, F6. Далее на конце участка охлаждения предусмотрен температурный сканер 61.
На фиг.11, 11а, 11b и 11с изображены соответственно установки 70, 80 для производства бесконечных тонких слябов, в которых литейная установка и прокатный стан непосредственно соединены друг с другом. Таким образом, получается сильно укороченная установка. В таких установках время для выравнивания температуры от остывания расплава до прокатки очень мало. Поэтому в таких установках предпочтительно предусматривать устройства для охлаждения полосы согласно изобретению, поскольку выравнивания температуры по ширине при неравномерном распределении температуры без охлаждающих устройств добиться нельзя. Бороться с этим можно установкой охлаждающих устройств, например, в виде зонального охлаждения слябов или на боковых направляющих, и активное выравнивание температуры по ширине можно осуществлять в различных зонах изготовления полосы.
На фиг.11 и 11b соответственно в установке 70 показаны устройства 71 для измерения температуры, установленные после литейной машины 70а и черновых клетей V1, V2, V3 и/или после нагревательного устройства 71а, как, например, печь с роликовым подом или устройство для индуктивного нагрева, и/или после чистовой линии клетей с прокатными клетями F1, F2, F3, F4 и F5. Устройства 72 для воздействия на температуру или для охлаждения с соплами для охлаждения полосы предпочтительно устанавливать внутри и/или после разливочной машины, до и/или после нагревательного устройства, а также до и/или после чистовой линии 73 клетей между прокатными клетями F1, …, F5. Кроме того, после чистовой линии клетей предусмотрен участок 78 охлаждения полосы.
На фиг.11а и 11с в установке 80 показаны устройства 81 для измерения температуры, установленные после разливочной машины 83 и печи или печи 84 для выдержки или после устройства 85 для индуктивного нагрева и/или после чистовой линии 86 клетей с прокатными клетями F1, F2, F3, F4, F5, F6 и F7. Устройства 82 для воздействия на температуру или для охлаждения с соплами для охлаждения слябов или полосы, предпочтительно, установлены внутри и/или после разливочной машины 83 до и/или после нагревательного устройства 84 или 85, а также до и/или на чистовой линии 86 клетей между прокатными клетями F1, …, F7. Кроме того, на чистовой линии 86 клетей при необходимости предусмотрены также устройство 87 для индуктивного или какого-либо иного нагрева, а после чистовой линии клетей участок 88 охлаждения полосы.
На фиг.12 и 12а изображена соответственно установка для разливки и прокатки тонкой полосы, в которой литейная установка 111 по существу состоит из литейных валков 112. Вдоль направляющей для полосы установлены датчики температуры или температурные сканнеры 113 для определения распределения температуры в полосе. Кроме того, предусмотрены устройства 114 для зонального охлаждения полосы, которые могут быть предусмотрены в начале установки и/или до и/или после прокатных клетей 115. Установка для прокатки может состоять из одной или из нескольких прокатных клетей 115. Кроме того, предусмотрено устройство 116 для нагрева полосы, которое может быть предусмотрено после правильного устройства 118 или тянущего устройства 117. В таких установках для тонкой полосы дело обстоит таким образом, что на контур полосы можно повлиять лишь незначительно. Очаг деформации прокатных клетей должен подстраиваться под входной профиль. Соответственно, для улучшения плоскостности полосы предпочтительными являются многократно упомянутые исполнительные элементы устройства для зонального охлаждения полосы или для специального локального охлаждения на входе прокатных клетей или перед ними, или же также между прокатными клетями. При этом возможно, например, двухстороннее охлаждение. Кроме того, в случае тонкой полосы и при целенаправленно ограниченном воздействии охлаждения может быть также организовано лишь одностороннее охлаждение, как, например, сверху или снизу.
Подобное может быть предпринято также и в случае толстолистового прокатного стана, в котором после выхода сляба из печи вплоть до толстолистовой прокатной клети и на расположенном за ней участком охлаждения может быть оказано воздействие на температуру по аналогии с вышеупомянутым. Кроме того, воздействие на температуру по ширине полосы может быть также оказано и в установке горячей прокатки полосы из цветного металла.
Все предлагаемые формы реализации преследуют цель гомогенизации температуры полосы по ширине, а также улучшения ее контура или плоскостности или оказания на них целенаправленного воздействия путем соответствующего охлаждения сляба или полосы по ширине.
Согласно изобретению для охлаждения отдельных зон может использоваться плоскоструйное сопло, коническое сопло, многокомпонентное воздушно-водяное сопло или сопло, как, например, трубка или система трубочек ламинарного охлаждения полосы. При этом для охлаждения разных зон могут быть применены разные сопла. Предусмотрены могут быть также комбинированные устройства с соплами.
При этом сопла, или зоны охлаждения, также могут иметь между собой по ширине равномерный или неравномерный интервал.
Для охлаждения с вышеупомянутой целью и с соответствующими свойствами можно использовать, например, охлаждение черновой полосы, сегментарное охлаждение на установке непрерывной разливки, охлаждение в промежуточной клети, удаление окалины, охлаждение очага деформации, охлаждение верхней или нижней стороны после петлеобразователя или участка охлаждения или же комбинацию вышеприведенных охлаждающих устройств. При этом охлаждение очага деформации проводится, например, по существу вблизи или непосредственно перед очагом деформации, для чего охлаждаются валок и/или полоса или поверхность полосы.
Кроме того, охлаждение может быть предусмотрено даже на стане холодной прокатки, так что охлаждение действует на плоскостность полосы по меньшей мере косвенно.
Наряду с установкой сопел для охлаждения на регулируемых по ширине направляющих для полосы, сопла могут быть также предусмотрены таким образом, чтобы они были установлены индивидуально. Кроме того, по ширине полосы может быть предусмотрено множество сопел, причем, соответственно, управляются лишь те сопла и распределяются те охлаждающие среды, которые необходимы для охлаждения. Таким образом, в совокупности может быть реализовано многозонное охлаждение.
На фиг. 13 схематически изображена тонкослябовая установка 90 с литейной машиной 91, печью 92 с роликовым подом или устройством индуктивного нагрева, чистовой линией 93 клетей с прокатными устройствами F1-F6 и с датчиками 94 температуры и охлаждающими устройствами 95 для слябов и полос. Блок 96 управления управляет охлаждающими устройствами 95 для полос на основе данных датчиков 94 температуры, причем, кроме того, для определения распределения охлаждающего средства и количества охлаждающего средства, а также управления соответствующими соплами агрегатов для охлаждающего средства используются входные величины: толщина отлитых сляба или полосы, толщина черновой полосы, ширина полосы, уменьшение ширины, материал полосы, печь или тип печи, идентифицируемые, например, по номеру печи, скорость транспортировки, измеренные температуры по ширине полосы. Кроме того, после охлаждения, например, после чистовой линии клетей или в другом положении, можно оценить эффективность охлаждения, как, например, и по связи между коэффициентом теплопередачи и количеством охлаждающей среды, например, количеством воды, см. блок 97.
На фиг.14 схематически изображена тонкослябовая установка 90 с литейной машиной 91, печью с роликовым подом 92, чистовой линией 93 клетей с прокатными устройствами F1-F6 и с датчиками 94 температуры и охлаждающими устройствами 95 для полосы. Блок 96 управления управляет охлаждающими устройствами 95 для полосы на основе данных датчиков 94 температуры и/или датчика 98 плоскостности полосы, и/или измерительного датчика 119 профиля полосы, причем, кроме того, для определения распределения охлаждающего средства и количества охлаждающего средства, а также управления соответствующими соплами агрегатов для охлаждающего средства могут быть использованы входные величины, указанные в предыдущем абзаце. Кроме того, после чистовой линии клетей или в другом положении может быть оценена эффективность охлаждения, как, например, по связи между коэффициентом теплопередачи и количеством охлаждающей среды, например, количеством воды, см. блок 97. Кроме того, в блоке 99 определяются и учитываются неровность и/или контур полосы, то есть, связь изменения контура или/и плоскостности с необходимым количеством охлаждающей среды и необходимым распределением охлаждающей среды. При этом, например, оптически или путем распределения растягивающего напряжения могут определяться плоскостность полосы и отклонение от целевой плоскостности. Кроме того, с помощью измерительного датчика профиля может измеряться контур профиля и таким образом вычисляться отклонение измеренного контура полосы от целевого контура.
При этом для определения количества воды и его распределения не только может приниматься обучаемая, адаптивная предварительно заданная модель, но и могут предусматриваться контуры регулирования, с помощью которых с использованием измеренных величин регулируются установленные целевые заданные значения или целевые функции. Например, может быть предусмотрен контур регулирования температуры, с помощью которого измеренное распределение температуры в полосе, например, после прокатного стана и/или участка охлаждения, используется для управления зонами охлаждения в отношении количества охлаждающей среды и распределения в них охлаждающей среды для достижения в значительной степени гомогенного распределения температуры в полосе.
Кроме того, при вычислении температур полосы и тепловых потоков для определения количества и распределения охлаждающей среды может быть также применен способ, учитывающий тепловые потоки внутри полос или слябов. В этом способе может быть также учтено, насколько действенным, или эффективным, является охлаждение.
По данным датчиков температуры или температурных сканнеров - при оценке температуры по ширине - ширина полосы разбивается на зоны охлаждения, и зонам охлаждения приписывается температура. Способ охлаждения позволяет оценить данные, имеющиеся в распоряжении, и в зависимости от входных величин с учетом охлаждающего действия определить, какие сопла активируются или дезактивируются и какое количество охлаждающего средства в каком сопле должно быть установлено с тем, чтобы в результате получилось в основном гомогенное распределение температуры.
Кроме того, может быть предусмотрен контур регулирования, в котором также учтена плоскостность полосы и с помощью которого в порядке альтернативы путем соответствующего распределения охлаждающего средства в конечном счете возможно получение более плоской полосы.
Дополнительно может быть также предусмотрен контур регулирования, учитывающий контур полосы, чтобы в качестве другой альтернативы путем соответствующего распределения охлаждающего средства приблизиться к контуру целевой полосы (например, к параболе).
Перечень условных обозначений
1 - сляб
1а - край
1b - сердцевина
2 - кромка полосы
3 - горячая зона
4 - профиль температуры
5 - профиль температуры
6 - усилие прокатки
7 - уменьшение толщины
8 - аномалия профиля
9 - утолщение
10 - охлаждающее устройство
11 - тонкий сляб, черновая полоса или полоса
12 - боковая направляющая
13 - направление
14 - охлаждающий элемент, как, например, сопло
14а - основная область охлаждения
15 - шланг
16 - ролик
20 - кривая
21 - кривая
22 - линия
23 - линия
24 - сопло
25 - сопла
26 - сопла
27 - среднее значение температуры в зоне
28 - количество охлаждающей среды
30 - устройство
31 - сопла, струя сопла
32 - сопла, струя сопла
33 - полоса, сляб или черновая полоса
34 - подвод
40 - устройство
41 - печь для слябов
42 - устройство для гидросбива окалины
43 - устройство для гидросбива окалины
44 - черновая клеть
45 - черновая клеть
46 - боковая направляющая
46´ - охладитель черновой полосы
47 - прокатное устройство, чистовая линия прокатки
48 - устройство для воздействия на температуру
49 - устройство для измерения температуры
49´ - ножницы
50 - установка CSP (Compact Strip Production)
50а - печь с роликовым подом
51 - устройство для измерения температуры
52 - устройство для воздействия на температуру
53 - чистовая линия клетей
60 - установка CSP
60а - печь с роликовым подом
61 - устройство для измерения температуры
62 - устройство для воздействия на температуру
63 - чистовая линия клетей
64 - участок охлаждения
70 - тонкослябовая установка
70а - литейная машина
71 - устройство для измерения температуры
71а - нагревательное устройство
72 - устройство для воздействия на температуру
73 - чистовая линия клетей
78 - участок охлаждения
80 - тонкослябовая установка
81 - устройство для измерения температуры
82 - устройство для воздействия на температуру
83 - литейная машина
84 - печь для выдержки
85 - нагревательное устройство
86 - чистовая линия клетей
87 - нагревательное устройство
88 - участок охлаждения
90 - тонкослябовая установка
91 - литейная машина
92 - печь с роликовым подом
93 - чистовая линия клетей
94 - датчики
95 - охлаждающее устройство для полосы
96 - блок управления
97 - блок для управления
98 - датчик плоскостности полосы
99 - блок для управления
100 - максимум высоты волнистости, или плоскостности полосы
101 - максимум высоты волнистости, или плоскостности полосы
102 - деформация в области стрелок
103 - деформация в области стрелок
104 - сопла
105 - зоны
111 - литейная установка
112 - литейный валок
113 - датчик температуры, температурный сканнер
114 - охлаждение зоны полосы, устройство для воздействия на температуру
115 - прокатная клеть
116 - устройство для нагрева полосы
117 - подающее устройство
118 - правильное устройство
119 - измерительный датчик профиля полосы
Изобретение предназначено для повышения качества изделий, получаемых прокаткой. Устройство для воздействия на температуру по ширине прокатываемого материала имеет по меньшей мере одно охлаждающее устройство с соплами для подачи охлаждающей среды, которые распределены и/или управляются по ширине и установлены с возможностью регулирования их положения относительно ширины сляба или полосы, выполнены с возможностью размещения в позициях, в которых определена повышенная температура сляба или полосы, или в зависимости от наблюдаемого состояния плоскостности полосы охлаждающая среда регулируемо подается таким образом, чтобы неровность сглаживалась или устранялась, или в зависимости от измеренного контура полосы охлаждающая среда регулируемо подается так, чтобы контур полосы приближался к желательному целевому контуру. Устройство имеет датчик для определения распределения температуры в слябе или полосе по ширине сляба или полосы, а сопло управляется в зависимости от сигнала датчика. Применение устройства предусматривает его установку на разных участках агрегатов непрерывной разливки и прокатных станов. 3 н. и 16 з.п. ф-лы, 14 ил.
1. Устройство для воздействия на распределение температуры по ширине сляба или полосы (33), в частности, в одноклетьевой или многоклетьевой установке горячей прокатки, содержащее по меньшей мере одно охлаждающее устройство с соплами (14) для подачи охлаждающей среды на сляб или на полосу (33), причем сопла (14) распределены и/или управляются по ширине, отличающееся тем, что по меньшей мере одно сопло (14) установлено с возможностью регулирования его положения относительно ширины сляба или полосы (33), сопла выполнены с возможностью размещения для подачи охлаждающей среды в позициях, в которых определена повышенная температура сляба или полосы (33), или, в зависимости от наблюдаемого состояния плоскостности полосы, охлаждающая среда регулируемо подается таким образом, чтобы неровность сглаживалась или устранялась, или, в зависимости от измеренного контура полосы, охлаждающая среда регулируемо подается так, чтобы контур полосы приближался к желательному целевому контуру.
2. Устройство по п.1, отличающееся тем, что оно содержит по меньшей мере один измерительный датчик (51) для определения распределения температуры в слябе или полосе по ширине сляба или полосы, причем сопло охлаждающего устройства управляется в зависимости от сигнала датчика.
3. Устройство по п.1, отличающееся тем, что оно содержит по меньшей мере один измерительный датчик (98), отслеживающий неровности полосы при рассмотрении в направлении ее ширины, в частности, после прокатного стана, причем, в зависимости от сигнала датчика, выбираются активируемые сопла.
4. Устройство по п.1, отличающееся тем, что оно содержит по меньшей мере один измерительный датчик (119) для отслеживания контура полосы при рассмотрении в направлении ее ширины, в частности после прокатного стана, причем, в зависимости от сигнала датчика, выбираются активируемые сопла или зоны охлаждающего устройства.
5. Устройство по любому из пп.1-4, отличающееся тем, что ширина сляба или полосы (33) разделена на зоны охлаждения, причем по меньшей мере для одной, предпочтительно для нескольких или для всех зон, предназначено или предусмотрено по меньшей мере по одному соплу (14) охлаждающего устройства.
6. Устройство по любому из пп.1-4, отличающееся тем, что сопла (14) установлены попарно, предпочтительно, симметрично относительно середины полосы (33).
7. Устройство по п.6, отличающееся тем, что оно выполнено с возможностью перестановки сопел по ширине или положений распылений сопел посредством закрепления на боковой направляющей сляба или полосы.
8. Устройство по п.6, отличающееся тем, что оно выполнено с возможностью перестановки сопел по ширине или положений распыления сопел с помощью установочного устройства независимо друг от друга для правой и/или левой половины сляба или полосы.
9. Устройство по п.8, отличающееся тем, что установочные устройства в каждом случае являются независимыми.
10. Устройство по любому из пп.1-4, отличающееся тем, что сопла (14) установлены рядом, причем, предпочтительно, для каждой зоны охлаждения или для нескольких зон охлаждения предусмотрено по меньшей мере по соплу (14).
11. Устройство по п.10, отличающееся тем, что сопла или зоны охлаждения по ширине расположены с равномерным или неравномерным интервалом между собой.
12. Устройство по п.10, отличающееся тем, что формы или типы сопел по ширине выполнены по-разному в отношении количества охлаждающей среды и/или формы разбрызгивания.
13. Устройство по любому из пп.1-4, отличающееся тем, что сопла (14) установлены под и/или над полосой.
14. Устройство по любому из пп.1-4, отличающееся тем, что оно дополнительно содержит блок (96) управления для обработки релевантных входных величин и определения и регулирования подаваемого количества охлаждающей среды для соответствующей зоны охлаждения или позиции охлаждения.
15. Устройство по п.14, отличающееся тем, что оно имеет контур регулирования, управляющий участвующими в охлаждении соплами в зависимости от измеренного распределения температуры в полосе или слябе.
16. Устройство по п.14, отличающееся тем, что оно имеет контур регулирования, обеспечивающий осуществление охлаждения прокатываемого материала перед последней деформацией, в зависимости от измеренной неровности полосы, таким образом, чтобы плоскостность полосы после последней деформации была улучшена.
17. Устройство по п.14, отличающееся тем, что оно имеет контур регулирования, обеспечивающий осуществление охлаждения прокатываемого материала перед последней деформацией, в зависимости от измеренного контура полосы, таким образом, чтобы контур полосы приближался к желательному целевому контуру.
18. Применение устройства для воздействия на распределение температуры по ширине сляба или полосы (33) по любому из пп.1-17 для выравнивания температуры по ширине или для улучшения контура или плоскостности сляба или полосы в установке для непрерывной разливки, по меньшей мере, на участке сегментарного охлаждения, на участке охлаждения тонких слябов после установки для непрерывной разливки, на участке охлаждения литой полосы после установки для непрерывной разливки или в одной из соответствующих комбинаций этих участков.
19. Применение устройства для воздействия на распределение температуры по ширине сляба или полосы (33) по любому из пп.1-17 для выравнивания температуры по ширине или для улучшения контура или плоскостности сляба или полосы на стане горячей прокатки, по меньшей мере на участке охлаждения черновой полосы, на участке охлаждения между клетями, на участке охлаждения очага деформации, на участке охлаждения, на участке боковой направляющей до и/или после черновой и/или чистовой клети или в одной из соответствующих комбинаций участков.
| Индуктивный уровнемер жидкости | 1960 |
|
SU136921A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЖИДКОСТИ НА ПОВЕРХНОСТЬ ПРОКАТА | 2003 |
|
RU2247617C1 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 1993 |
|
RU2120482C1 |
| WO 2006042606 A1, 27.04.2006 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |

