Известные вальцевые станки для изготовления металлических сит из листового металла не обеспечивают непрерывной штамповки.
В описываемом станке эти недостатки устранены тем, что в нем приводной валок снабжен выступами- пуансонами, а ведомый валок соответственно расположенными углублениями-матрицами.
Для снятия заусениц после прохождения листового металла между указанными валками в станке предусмотрена вторая пара валков, из которых приводной валок изготовлен из абразивного материа.та.
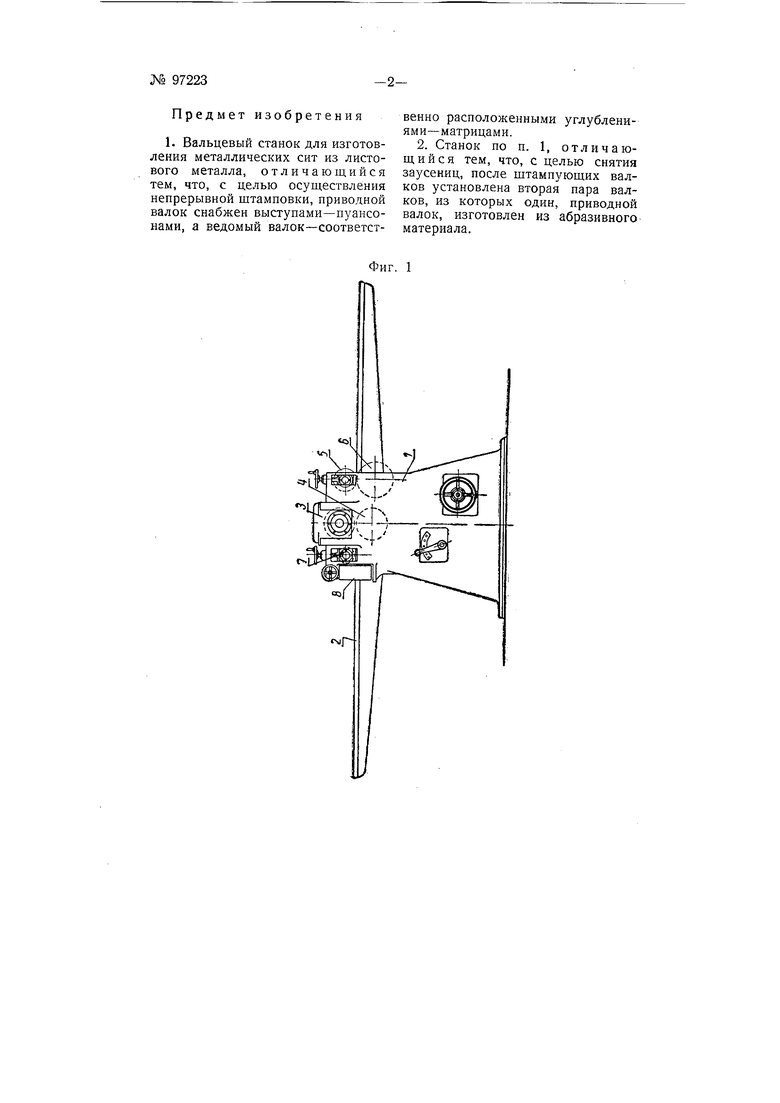
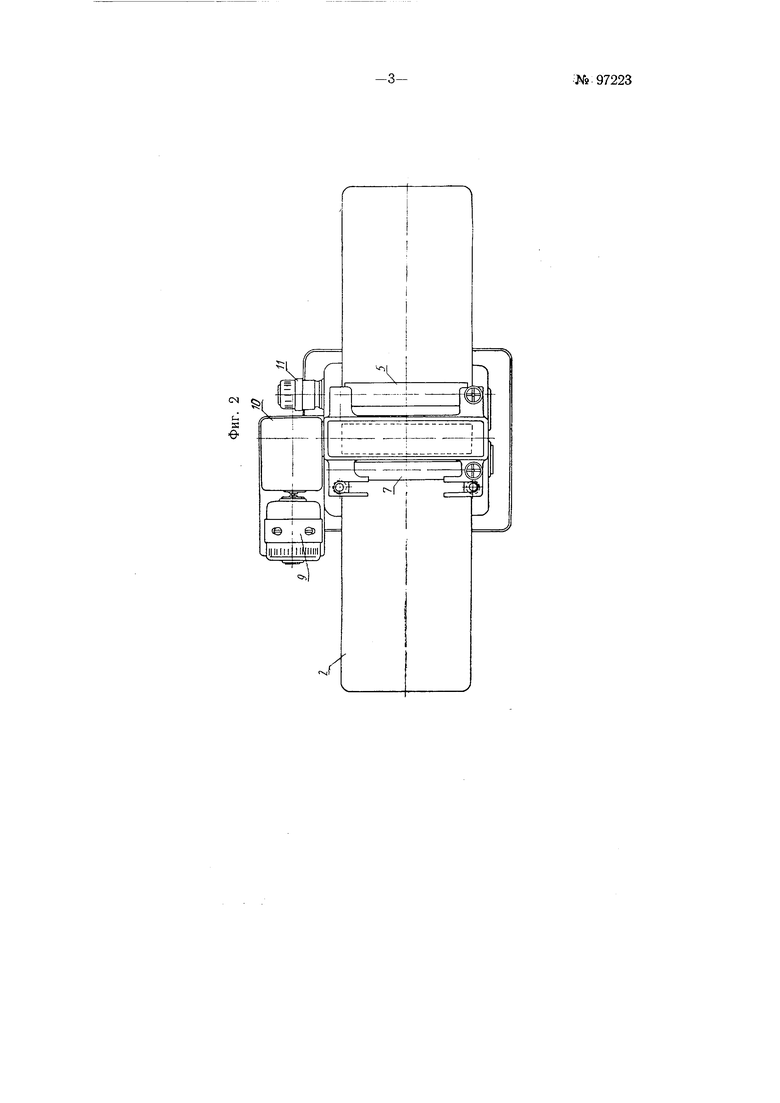
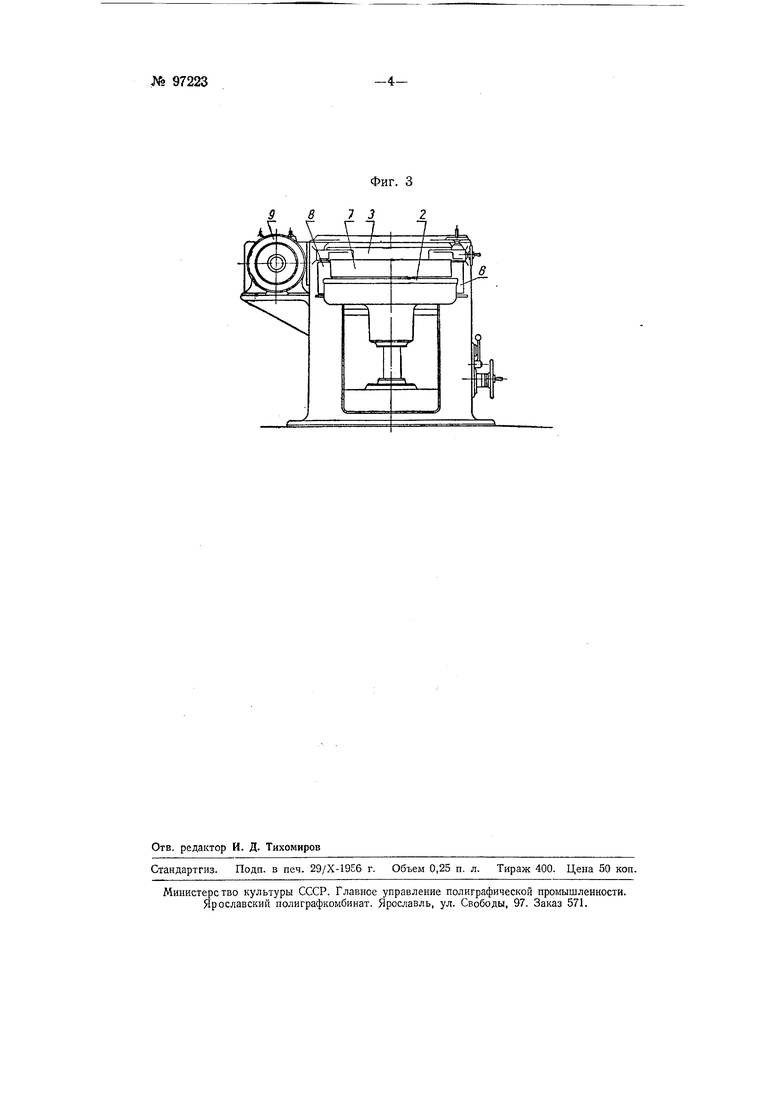
На фиг. 1 изображен общий вид станка; на фиг. 2-вид станка в плане; на фиг. 3-вид станка сбоку.
На станине 1 станка, имеющий стол 2, монтированы последовательно одна за другой две пары валков.
Одна пара валков состоит из верхнего штампующего валка 3, снабженного выступами - пуансонами (на схеме не показаны), и нижнего валка 4, имеющего углубления- матрицы (на схеме не показаны), расположенные соответственно выступам-пуансонам.
Другая пара валков состоит из верхнего прижимного валка 5 и нижнего приводного валка 6, изготовленного из абразивного материала.
Валик 7, установленный горизонтально перед валками 3 и 4, и валики 8, установленные вертикально с обеих сторон стола 2, являются направляющими для листового металла.
Привод верхнего штампующего валка 3 осуществлен от двигателя 9 с редуктором 10, а привод нижнего приводного валка 6 - от двигателя 11.
Для изготовления сита листовой
металл заправляют в зазор между направляющим валиком 7 и поверхностью стола 2. При прохождении листового металла через первую пару валков последние выштампоБывают в нем прорези. Образующиеся при штамповке прорезей заусеницы при движении сита через вторую пару валков снимаются нижним приводным валком б, изготовленным из абразивного материала.
Предмет изобретения
1. Вальцевый станок для изготовления металлических сит из листового металла, отличающийся тем, что, с целью осуществления непрерывной штамповки, приводной валок снабжен выступами-пуансонами, а ведомый валок-соответственно расположенными углублениями-матрицами.
2. Станок по п. 1, отличающийся тем, что, с целью снятия заусениц, после штампующих валков установлена вторая пара валков, из которых один, приводной валок, изготовлен из абразивного материала.