Предлагаемое изобретение относится к обработке металлов давлением, в частности к холодной штамповке, и может быть использовано для формовки и вырубки рельефных деталей различной формы из листов тонкой алюминиевой фольги для упаковки фигурных изделий, в частности изделий из шоколада.
В настоящее время известны различные типы гибочных штампов и станков для формовки рельефных деталей различной формы из листов тонкой алюминиевой фольги для упаковки фигурных изделий.
Так известен штамп для рельефной штамповки (патент РФ на ИЗ №1834736, В21D 22/10), содержащий эластичный пуансон с рельефной поверхностью, отображающий рельеф твердой матрицы.
В данном штампе для рельефной штамповки не предусмотрена вырубка готового изделия по его внешнему контуру одновременно с формовкой, что повышает трудоемкость изготовления деталей на данном штампе.
Известен также штамп для формовки и вырубки рельефных деталей из полосы тонкой алюминиевой фольги (патент РФ на ПМ №50446, В21D 22/10), содержащий нижнюю плиту, на которой размещен жесткий инструмент с формообразующей полостью, поверхность которой соответствует форме изготавливаемой детали, эластичный инструмент, упругий прижим прямоугольного сечения, размещенный на верхней плите, а также штанцевый нож, размещенный в прорези упругого прижима, лезвие которого утоплено относительно уровня поверхности упругого прижима.
В данном штампе обеспечена возможность одновременной формовки и вырубки детали из полосы тонкой алюминиевой фольги, однако в нем не предусмотрена возможность автоматического отделения отформованной детали от эластичного инструмента (пуансона), что значительно уменьшает производительность данного штампа, так как приходится вручную отделять отформованную деталь от эластичного инструмента (пуансона).
При этом, при ручном отделении отформованной детали от эластичного пуансона, также может произойти повреждение отформованной детали.
Задачей предложенного изобретения является увеличение производительности станка для формовки и вырубки деталей из фольги за счет обеспечения автоматического отделения отформованной детали от эластичного инструмента (пуансона), при одновременном сохранении качества отформованной детали при ее отделении от эластичного пуансона.
Техническим результатом предложенного изобретения является увеличение производительности станка при одновременном обеспечении высокого качества отформованных деталей.
Поставленный технический результат достигается за счет того, что станок для штамповки и вырубки деталей из фольги, содержащий стол, на котором параллельно друг другу размещены нижняя и верхняя плиты, при этом на нижней плите размещен жесткий инструмент в виде вогнутой матрицы, поверхность которой соответствует форме изготавливаемой детали, а на верхней плите установлен источник давления и упругий прижим прямоугольного сечения, в центральной части которого размещен эластичный пуансон, имеющий выпуклую форму, соответствующую форме изготавливаемой детали, а ближе к кромке упругого прижима выполнена в нем прорезь, в которой размещен штанцевый нож для вырубки детали, лезвие которого утоплено относительно уровня поверхности упругого прижима, при этом прорезь имеет форму внешнего контура изготавливаемой детали, также содержит установленный на верхней плите источник давления с направляющими, на которых размещена опорная плита, на которой установлены пружинные выталкиватели и упругий прижим прямоугольного сечения, который имеет центральную часть, жестко закрепленную на опорной плите, и наружную часть, которая жестко закреплена на пружинных выталкивателях, при этом центральная часть и наружная часть упругого прижима выполнены в виде отдельных деталей с возможностью их свободного перемещения относительно друг друга, а наружная часть упругого прижима выполнена также с возможностью ее свободного перемещения относительно опорной плиты, и с возможностью снятия ею отформованной детали из фольги с пуансона, который размещен в центральной части упругого прижима, а в прорези наружной части упругого прижима размещен штанцевый нож для вырубки детали.
Предпочтительно, чтобы станок для штамповки и вырубки деталей из фольги содержал поворотный диск, закрепленный на нижней плите с возможностью его вращения вокруг оси, на котором установлен рабочий диск с жестким инструментом в виде вогнутой матрицы, поверхность которой соответствует форме изготавливаемой детали, а также содержал механизм шагового поворота, связанный с поворотным диском, который выполнен с шаговым ходом 120°, а рабочий диск имел три зоны, в каждой из которых размещен жесткий инструмент в виде вогнутой матрицы.
Желательно, чтобы станок для штамповки и вырубки деталей из фольги содержал в качестве источника давления пневмоцилиндр.
Целесообразно, чтобы станок для штамповки и вырубки деталей из фольги в каждой зоне рабочего диска имел, по меньшей мере, два жестких инструмента в виде вогнутой матрицы.
Предпочтительно, чтобы станок для штамповки и вырубки деталей из фольги содержал узел подачи фольги.
Желательно, чтобы в станке для штамповки и вырубки деталей из фольги рабочий диск был выполнен из поликарбоната, оргстекла, металла.
Предпочтительно, чтобы в станке для штамповки и вырубки деталей из фольги упругий прижим прямоугольного сечения был выполнен из твердой, или пористой резины.
Целесообразно, чтобы в станке для штамповки и вырубки деталей из фольги эластичный пуансон был выполнен из силикона, мягкой резины.
Для более подробного раскрытия изобретения далее приводится описание конкретных возможных вариантов его выполнения с соответствующими чертежами.
Фиг. 1 - общий вид станка для штамповки и вырубки деталей из фольги на начальной стадии формовки.
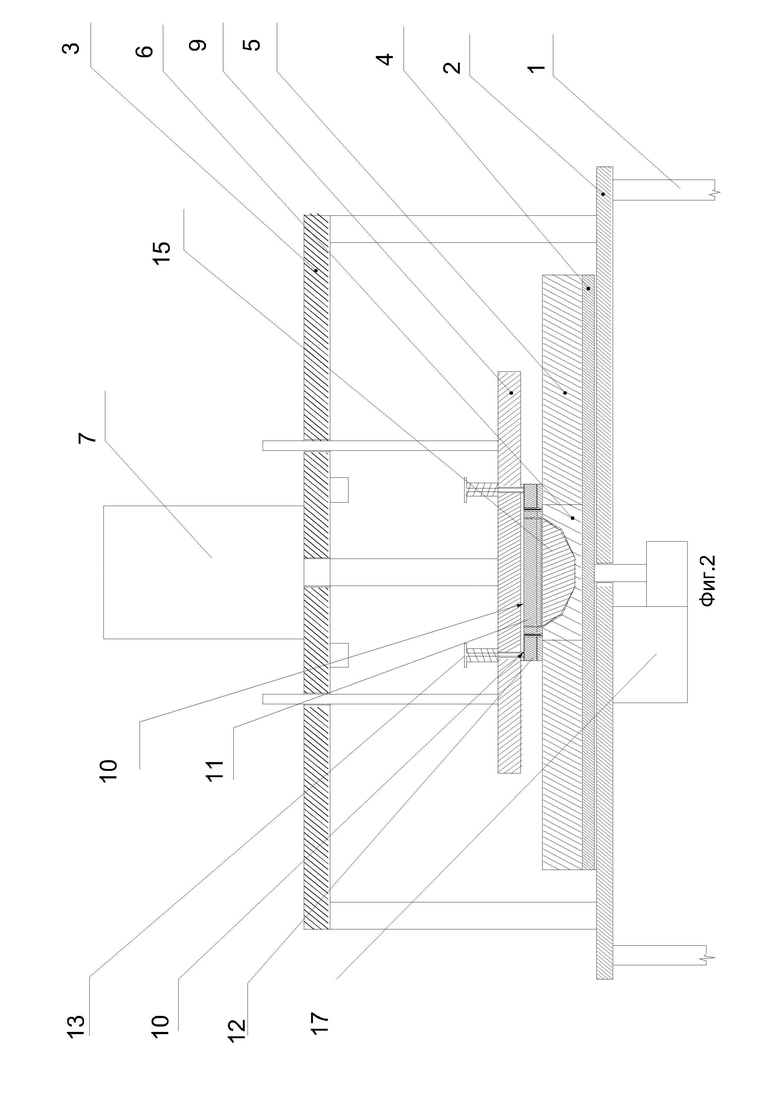
Фиг. 2 - общий вид станка для штамповки и вырубки деталей из фольги в промежуточной стадии формовки.
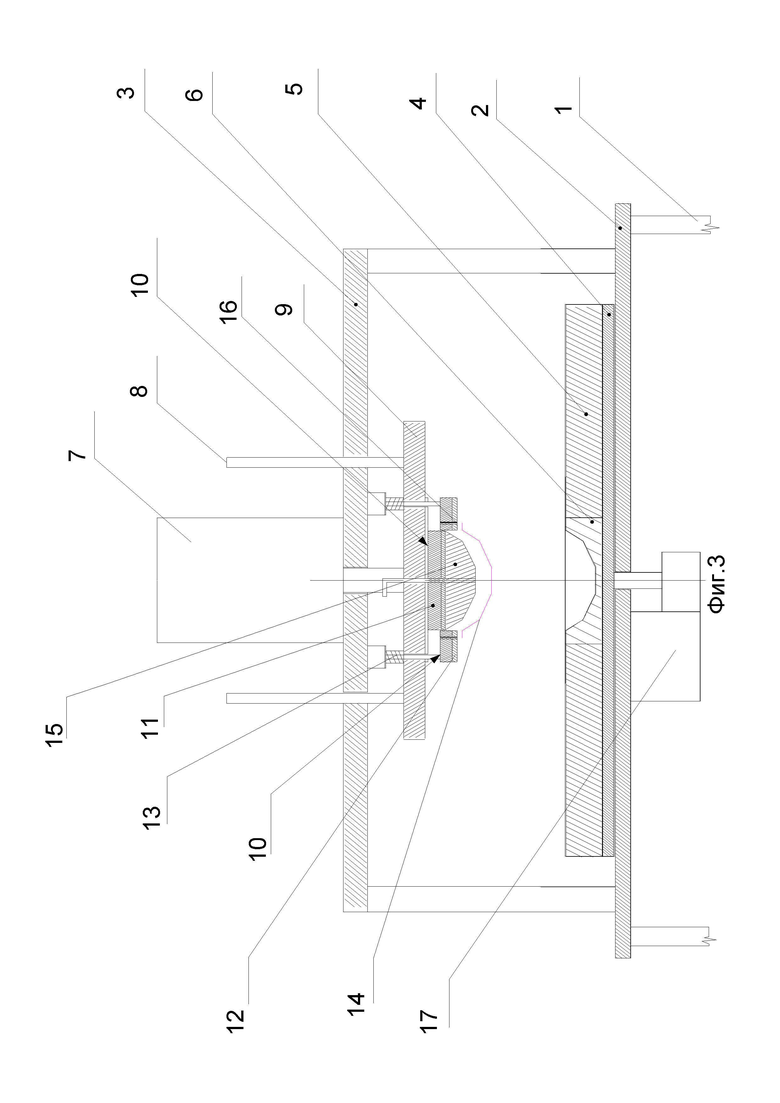
Фиг. 3 - общий вид станка для штамповки и вырубки деталей из фольги на конечной стадии формовки.
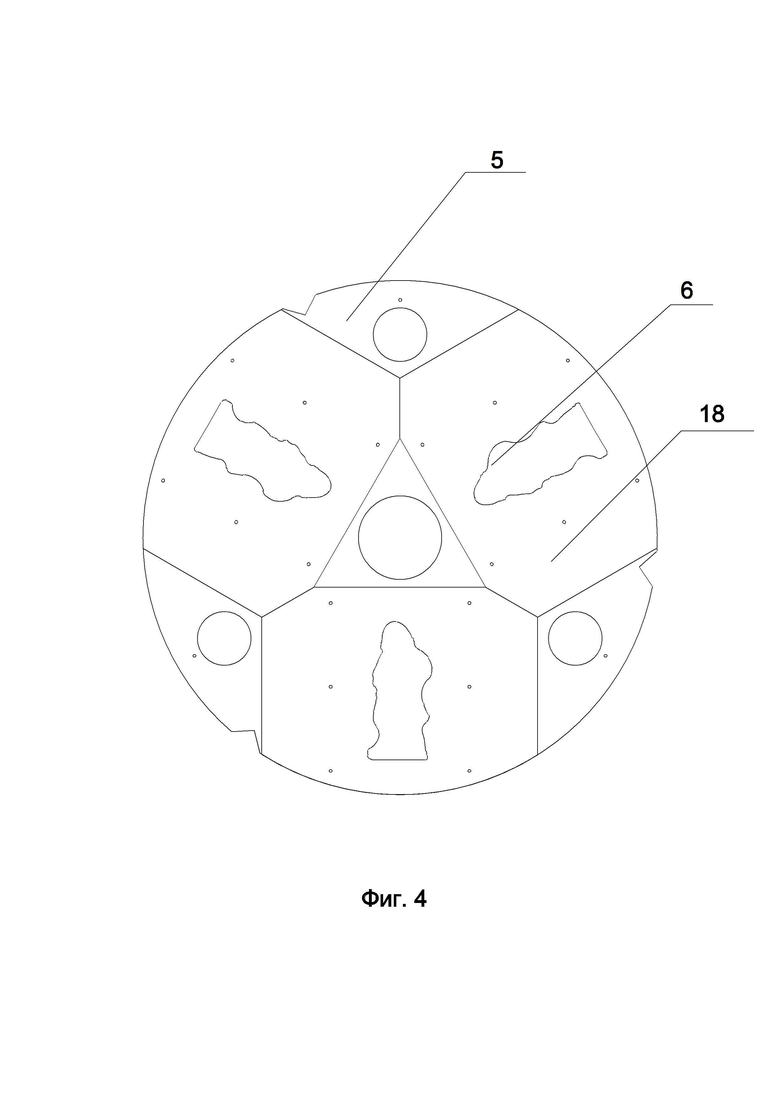
Фиг. 4 - общий вид рабочего диска с тремя зонами и тремя жесткими инструментами в виде вогнутой матрицы.
Станок для штамповки и вырубки деталей из фольги, в предпочтительном варианте выполнения, содержит стол 1, на котором размещена нижняя плита 2 и установлена параллельно ей верхняя плита 3. При этом на нижней плите 2 размещен поворотный диск 4, на котором размещен рабочий диск 5 с жестким инструментом 6 в виде вогнутой матрицы, поверхность которой соответствует форме изготавливаемой детали.
На верхней плите 3 установлен, в качестве источника давления пневмоцилиндр 7 с направляющими 8, на которых установлена опорная плита 9, на которой размещен упругий прижим 10 прямоугольного сечения, который состоит из двух частей, центральной части 11 упругого прижима 10, жестко закрепленной на опорной плите 9, и наружной части 12 упругого прижима 10, которая жестко закреплена на пружинных выталкивателях 13. При этом центральная часть 11 и наружная часть 12 упругого прижима 10 выполнены в виде отдельных деталей с возможностью их свободного перемещения относительно друг друга, а наружная часть 12 упругого прижима 10 выполнена также с возможностью ее свободного перемещения относительно опорной плиты 9, и с возможностью снятия ею отформованной детали 14 из фольги с пуансона 15, который размещен в центральной части 11 упругого прижима 10, а в прорези наружной части 12 упругого прижима 10 размещен штанцевый нож 16 для вырубки детали. При этом эластичный пуансон 15 имеет выпуклую форму, соответствующую форме изготавливаемой детали (Фиг. 1-3).
Таким образом, при непосредственной штамповке детали (нижнее положение штампа) центральная часть 11 и наружная часть 12 упругого прижима 10 расположены рядом друг с другом (Фиг. 2), а при уже получении на пуансоне 15 отформованной детали 14 (Фиг. 3), наружная часть 12 отделяется от центральной части 11 упругого прижима 10, и производит давление на отформованную деталь 14, снимая ее с пуансона 15 (Фиг. 3).
Рабочий диск 5, закрепленный на поворотном диске 4, осуществляет вращение вокруг оси при помощи механизма шагового поворота 17.
Рабочий диск 5, в предпочтительном варианте выполнения, имеет три рабочие зоны 18, в каждой из которых установлен жесткий инструмент 6 в виде вогнутой матрицы. При этом механизм шагового поворота 17, связанный с поворотным диском 4, выполнен с шаговым ходом 120° (Фиг. 4).
Рабочий диск 5 может иметь различное количество рабочих зон 18, например две зоны, четыре зоны, шесть зон, при этом шаговый ход механизма шагового поворота 17 будет определяться количеством данных рабочих зон 18.
Также в каждой, из рабочих зон 18, может быть установлен не только один жесткий инструмент 6 в виде вогнутой матрицы, но и два жестких инструмента 6 в виде вогнутой матрицы (на рисунке данный вариант выполнения не показан).
Станок может иметь узел подачи фольги (на рисунках не показан), который может быть также выполнен отдельно от станка.
Рабочий диск 5 должен быть изготовлен из твердого материала, предпочтительно из поликарбоната, оргстекла, металла, а упругий прижим 8 прямоугольного сечения предпочтительно должен быть выполнен из твердой или пористой резины, при этом эластичный пуансон 15 предпочтительно должен быть выполнен из силикона или мягкой резины.
Станок для штамповки и вырубки деталей из фольги, в предпочтительном варианте выполнения, с тремя жесткими инструментами 6 на рабочем диске 5, работает следующим образом.
На начальной стадии формовки (Фиг. 1), узел подачи фольги укладывает заготовку 19, или полосу из фольги, в жесткий инструмент 6 первой рабочей зоны 18 рабочего диска 5, после чего шаговый механизм 17 поворачивает данный рабочий диск 5 на 120°.
Затем, включением сигнала «пуск», производится укладка фольги в жесткий инструмент 6 второй рабочей зоны 18 рабочего диска 5, и одновременно производится формовка и вырубка детали в жестком инструменте 6 первой рабочей зоны 18 рабочего диска 5. Далее производится формовка и вырубка детали из заготовки 19 за счет опускания опорной плиты 9 с упругим прижимом 10 и эластичным пуансоном 15 на жесткий инструмент 6 первой рабочей зоны 18, и вырубка штанцевым ножом 16 отформованной детали 14 (Фиг. 2). При этом, опускание опорной плиты 9 с упругим прижимом 10 и эластичным пуансоном 15 происходит за счет воздействия на данную опорную плиту 9 усилия пневмоцилиндра 7, а пружинные выталкиватели 13 воздействуют на наружную часть 12 упругого прижима 10, которая вместе с центральной частью 11 упругого прижима 10, опускается на заготовку 19.
Далее, после отключения сигнала «пуск», срабатывает обратный ход пневмоцилиндра 7, и опорная плита 9 с упругим прижимом 10, эластичным пуансоном 15 и отформованной деталью 14 на нем, поднимается вверх (Фиг. 3). При этом, толкатели 13, поднимаясь вверх, и упираясь в верхнюю плиту 3, воздействуют на наружную часть 12 упругого прижима 10, перемещая ее вниз, и под воздействием давления данной наружной части 12 на отформованную деталь 14 на пуансоне 15 происходит отделение отформованной детали 14 от поверхности эластичного пуансона 15, и выталкивание детали 14 наружу (Фиг. 3).
После чего происходит поворот рабочего диска 5 на 120°. Затем, после включения сигнала «пуск», производится укладка фольги 19 в жесткий инструмент 6 третьей рабочей зоны 16 рабочего диска 5, и одновременно производится формовка и вырубка отформованной детали 14 в жестком инструменте 6 второй рабочей зоны 16 рабочего диска 5. При этом производится формовка детали и ее обрезка выше описанным способом, как для детали, установленной в первой рабочей зоне 16.
После чего происходит поворот рабочего диска 5 на 120°, и после включения сигнала «пуск» производится укладка фольги 19 в жесткий инструмент 6 первой рабочей зоны 16 рабочего диска 5, и одновременно производится формовка и вырубка детали в жестком инструменте 6 третьей рабочей зоны 16 рабочего диска 5. При этом производится формовка и обрезка отформованной детали 14 выше описанным способом, как в первой рабочей зоне.
После чего описанный выше цикл работы станка для штамповки и вырубки деталей из фольги повторяется.
Таким образом, в представленном станке для формовки и вырубки деталей из фольги 19 удалось значительно увеличить его производительность за счет обеспечения автоматического отделения отформованной детали 14 от эластичного пуансона 15, за счет воздействия на него наружной части 12 упругого прижима 10, перемещая ее вниз, под действием пружинных толкателей 13.
При этом удалось сохранить качество отформованной детали 14 при ее отделении от эластичного пуансона 15, за счет воздействия на отформованную деталь 14 наружной части 12 упругого прижима 10, а не рук оператора.
Также удалось снизить травмотичность при работе на данном станке, так как операция отделения отформованной детали 14 от эластичного пуансона 15, осуществляется не руками оператора, а автоматически, при помощи воздействия наружной части 12 упругого прижима 10.
Как очевидно специалистам в данной области техники, данное изобретение легко разработать в других конкретных формах, не выходя при этом за рамки сущности данного изобретения.
При этом настоящие варианты осуществления необходимо считать просто иллюстративными, а не ограничивающими, причем объем изобретения представлен его формулой, и предполагается, что в нее включены все возможные изменения и область эквивалентности пунктам формулы данного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для упаковки шоколадных фигур в отформованной фольге | 2020 |
|
RU2720798C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Устройство для магнитно-импульсной формовки особо тонколистовых материалов с низкой электропроводностью | 2021 |
|
RU2764044C1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ФОРМОВКИ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ | 2014 |
|
RU2580269C1 |
| Комбинированный штамп совмещенного действия | 1978 |
|
SU778874A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для формовки и вырубки рельефных деталей из листов алюминиевой фольги для упаковки фигурных изделий из шоколада. Станок для штамповки и вырубки деталей из фольги содержит стол, на котором параллельно друг другу размещены нижняя и верхняя плиты. На нижней плите размещен жесткий инструмент в виде вогнутой матрицы. На верхней плите установлен упругий прижим прямоугольного сечения с пуансоном. Также станок содержит установленный на верхней плите источник давления с направляющими, на которых размещена опорная плита, на которой установлены пружинные выталкиватели и упругий прижим прямоугольного сечения, имеющий центральную часть, жестко закрепленную на опорной плите, и наружную часть, которая жестко закреплена на пружинных выталкивателях. Центральная часть и наружная часть упругого прижима выполнены в виде отдельных деталей с возможностью их свободного перемещения относительно друг друга. В результате обеспечивается увеличение производительности станка при одновременном обеспечении высокого качества отформованных деталей. 7 з.п. ф-лы, 4 ил.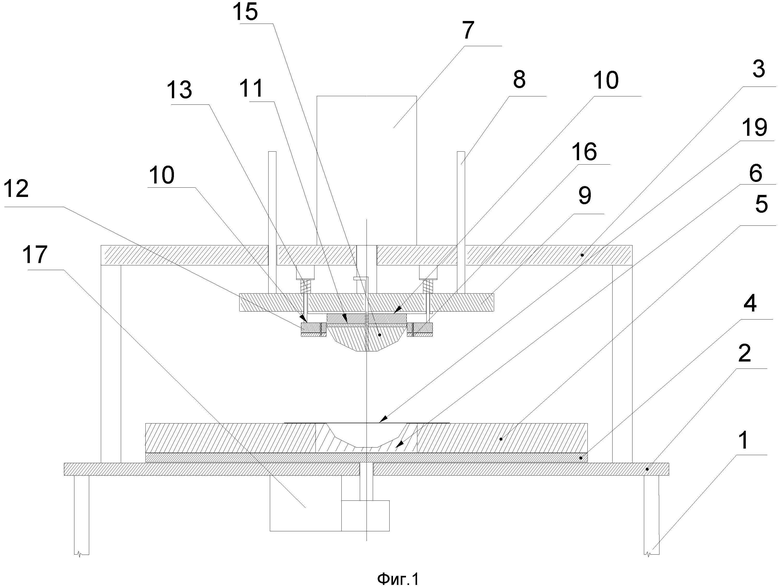
1. Станок для штамповки и вырубки деталей из фольги, содержащий стол, на котором параллельно друг другу размещены нижняя и верхняя плиты, при этом на нижней плите размещен жесткий инструмент в виде вогнутой матрицы, поверхность которой соответствует форме изготавливаемой детали, а на верхней плите установлен источник давления и упругий прижим прямоугольного сечения, в центральной части которого размещен эластичный пуансон, имеющий выпуклую форму, соответствующую форме изготавливаемой детали, а ближе к кромке упругого прижима выполнена в нем прорезь, в которой размещен штанцевый нож для вырубки детали, лезвие которого утоплено относительно уровня поверхности упругого прижима, при этом прорезь имеет форму внешнего контура изготавливаемой детали, отличающийся тем, что он содержит установленный на верхней плите источник давления с направляющими, на которых размещена опорная плита, на которой установлены пружинные выталкиватели и упругий прижим прямоугольного сечения, который имеет центральную часть, жестко закрепленную на опорной плите, и наружную часть, которая жестко закреплена на пружинных выталкивателях, при этом центральная часть и наружная часть упругого прижима выполнены в виде отдельных деталей с возможностью их свободного перемещения относительно друг друга, а наружная часть упругого прижима выполнена с возможностью ее свободного перемещения относительно опорной плиты и с возможностью снятия отформованной детали из фольги с пуансона, который размещен в центральной части упругого прижима, а в прорези наружной части упругого прижима размещен штанцевый нож для вырубки детали.
2. Станок по п. 1, отличающийся тем, что он содержит поворотный диск, закрепленный на нижней плите с возможностью его вращения вокруг оси, на котором установлен рабочий диск с жестким инструментом в виде вогнутой матрицы, поверхность которой соответствует форме изготавливаемой детали, и механизм шагового поворота, связанный с поворотным диском, который выполнен с шаговым ходом 120°, а рабочий диск имеет три зоны, в каждой из которых размещен жесткий инструмент в виде вогнутой матрицы.
3. Станок по п. 1, отличающийся тем, что источник давления выполнен в виде пневмоцилиндра.
4. Станок по п. 2, отличающийся тем, что в каждой зоне рабочего диска размещено по меньшей мере два жестких инструмента в виде вогнутой матрицы.
5. Станок по п. 1, отличающийся тем, что он содержит узел подачи фольги.
6. Станок по п. 2, отличающийся тем, что рабочий диск выполнен из поликарбоната, оргстекла, металла.
7. Станок по п. 1, отличающийся тем, что упругий прижим прямоугольного сечения выполнен из твердой или пористой резины.
8. Станок по п. 1, отличающийся тем, что эластичный пуансон выполнен из силикона, мягкой резины.
| Способ очистки дымовых газов от сернистого ангидрида | 1936 |
|
SU50446A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Комбинированный штамп совмещенного действия | 1978 |
|
SU778874A1 |
| Способ получения глиноземистого цемента | 1944 |
|
SU95571A1 |
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ КАТАРАКТЫ В СОЧЕТАНИИ С ВРОЖДЕННОЙ КОЛОБОМОЙ РАДУЖКИ | 2003 |
|
RU2235530C1 |
| CN 206912071 U, 23.01.2018. | |||

