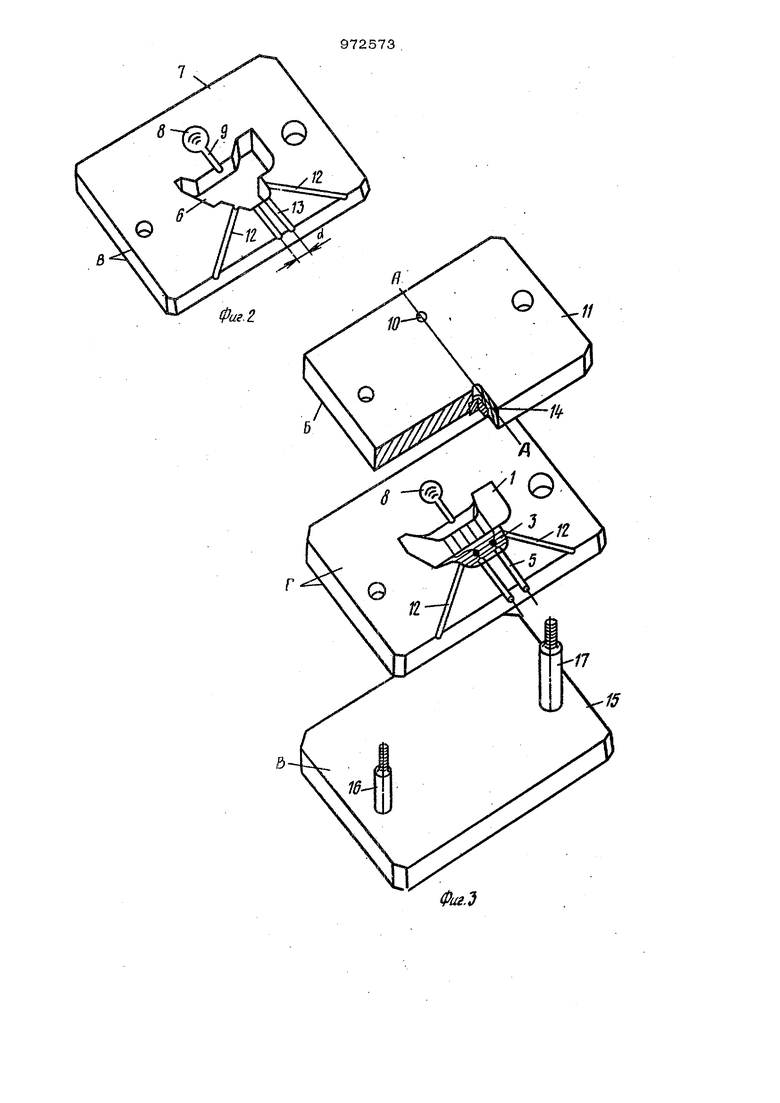
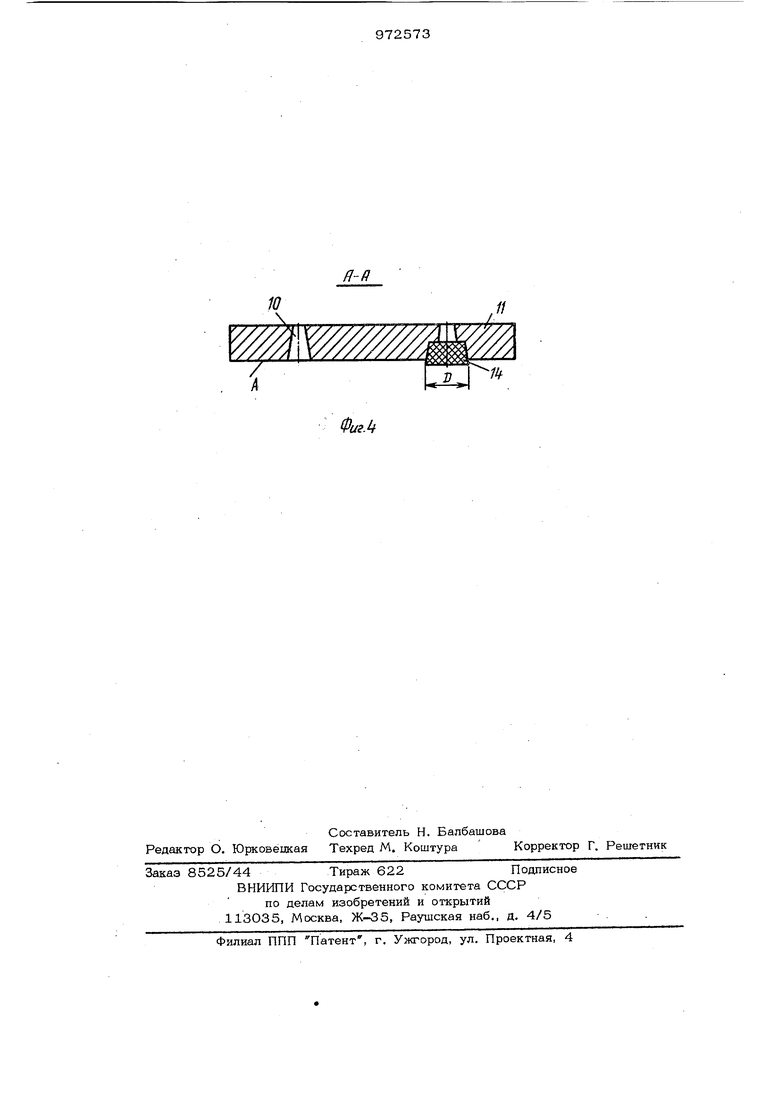
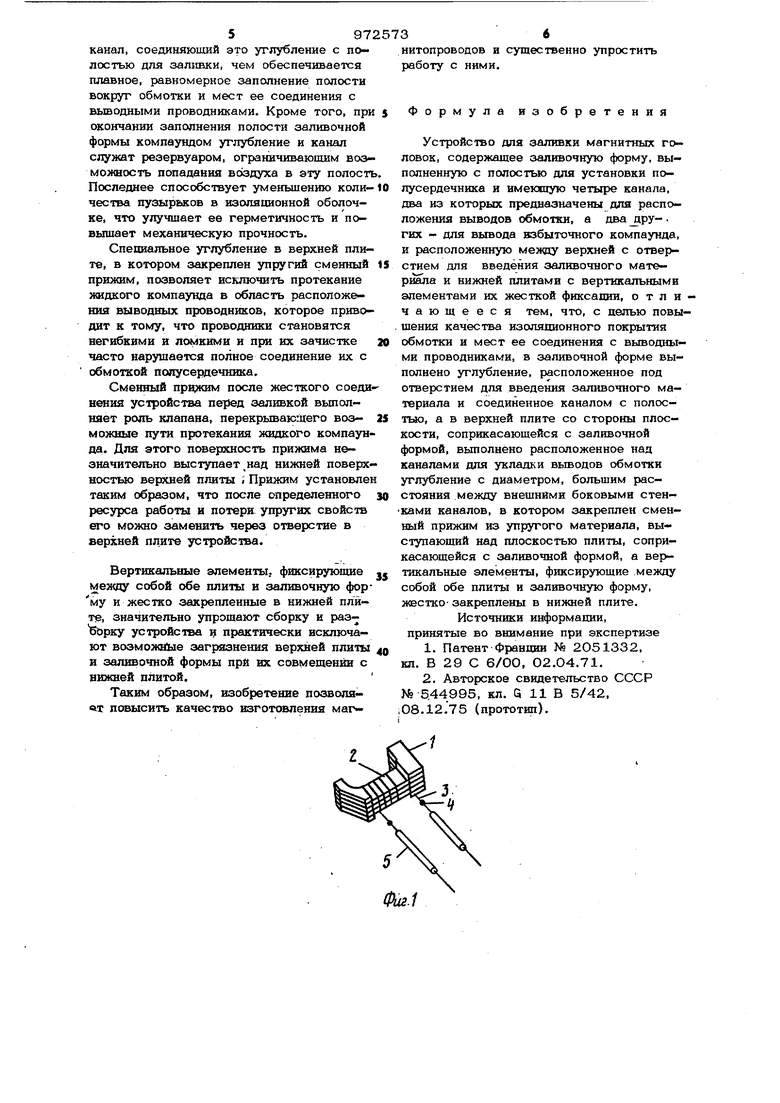
полости формы с остаточным воздухом; во-вторых, при окончании процесса заливки, а именно из-оа неравномерного прекра щения поступления компаунда в полость заливочной формы, поступает компаунд, содержащий пузырьки воздуха. Кроме этого, в устройстве из-за практической труд ности полной герметизации каналов заливочной формы, в которых расположены вьтодные провода обмотки, происходит протекание компаунда в эти каналы, что приводит к деформации выводных проводов после затвердевания компаунда. Целью изобретения является повышение качества изоляционного покрытия обмотки полусердечника и мест ее соединения с выводными проводниками. Указанная цель достигается тем, что в устройстве для залийки магнитных голо вок, содержащем заливочную форму, выполненную с полостью для установки полу сердечника и имеющую четыре канала, два из которых предназначены для расположения выводов обмотки, а два других - для вывода избыточного компаунда, и распо- ложенную между верхней с отверстием дл введения заливочного материала и нижней плитами с вертикальными элементами их жесткой фиксации, в заливочной форме вы полнено углубление, расположенное под отверстием для введения заливочного материала и соединенное каналом с полостью а в верхней плите со стороны плоскости, соприкасающейся с заливочной формой, выполнено расположенное над каналами для укладки выводов обмотки углубление с диаметром, большим расстояния между внешними боковыми стенками каналов, в котором закреплен сменный прижим из упругого материала, выступающий над плоскостью плиты, соприкасающейся с заливочной формой, а вертикальные элементы, фиксирующие между собой обе плиты и заливочную форму, жестко закреплены в нижней плите. На фиг. 1 изображен G-образный полу сердечник ; на фиг. 2 - заливочная форма с плоскостью для заливки; на фиг. 3 предложенноеустройство в аксонометрии; на фиг. 4 - сечение А-А на фиг. 3. В пазу С-образного полусердечника 1 (фиг. 1) расположена обмотка 2, име1о щая выводы 3, соединенные пайкой в мес тах 4 с выводными проводниками 5. Полусердечник вместе с обмоткой помещает ся в полость 6 заливочной формы 7 {ф1п. 2). В заливочной форме выполнено сферообразное углубление 8, соединенное с полостью 6 каналом 9 и расположенное под отверстием 10 верхней плиты 11 (фиг. 3) для введения компаунда. Плита 11, накрывающая заливочную форму, является одновременно ограничителем каналов 12, предназначенных для выхода избыточного компаунда. При этом в верхней плите 11 со стороны плоскости 5 . соприкасающейся с заливочной формой, выполнено расположенное над каналами 13 для 5Тсладки выводных проводников заливочной формы 7 углубление с диаметром А, большим расстояния d между внешними боковыми стенками каналов 13. ; В углублении закреплен сменный прижим 14 из упругого материала, например резины, выступающий над плоскостью 6 плиты 11. Нижняя плита 15 предназначена для жесткого закрепления между собой обеих плит и заливочной формы. Соприкасающиеся поверхности Г заливочной формы 7 и Б и В верхней 11 и нижней 15 плит, между которыми она распололена, вьшолнены полированньши и покрыты антиадгезионной смазкой. Вьшод- ные проводники 5 укладьтаются в каналы 13, в которые предварительно вводится также антиадгезионная смазка, позволяющая после -расфиксации плит и заливочной формы извлекать полусердечниковые элементы, т. е. проводники 5, без их деформации. Фиксация плит и заливочной формы осуществляется посредством вертикаль ных элементов 16 и 17 жесткой фиксации, которые закреплены в нижней плите 15 и имеют различные диаметры. Процесс изготовления головок осуществляется в следующей последовательности. Полусердечник 1 помещается в полость 6 заливочной формы 7, заливочную форму закрепляют между плитами 11 и 15 через верн. тикальные элементы 16 и 17, а через отверстие 10 вводят компаунд, излишки которого проникают в каналы 12. После полимеризации компаунда устройство разбирается и после очистки поверхностей Б, В, Г его составных частей вновь пригодно для повторения цикла изготовления головки. Изобретение позволяет повысить качество изоляционного покрытия обмогги и мест ее соединения с выводными проводниками. Положительный эффект достигается за счет того, что вьшолненное в заливочной форме углубление обеспечивает поступление компаунда при заливке не непосредственно на обмотку, а через специальный
канал, соединяющий это углубление с полостью для заливки, чем обеспечивается плавное, равномерное заполнение полости вокруг обмотки и мест ее соединения с вьшодными проводниками. Кроме того, при окончании заполнения полости заливочной формы компаундом углубление и канал служат резервуаром, ограшчнваюишм возможность попадания воздуха в эту полость Последнее способствует уменьшению количества пузырьков в изоляционной оболочке, что улучшает ее герметичность и повышает механическую прочность.
Специальное углубление в верхней плите, в котором закреплен упругий сменный прижим, позволяет исключить протекание жидкого компаунда в область расположения выводных проводников, которое приводит к тому, что проводники становятся негибкими н ломкими и при их зачистке часто нарушается полное соединение их с обмоткой полусерщечника.
Сменный прчжим после жесткого соединения устройства пе|)ед заливкой вьшолняет роль клапана, перекрываюйхего возможные пути протекания жидкого компаунда. Для этого поверхность прижима незначительно выступает над нижней поверхностью верхней плиты ; Прижим установлен таким образом, что после определенного ресурса работы н потери упругих свойств его можно заменить через отверстие в верхней плите устройства.
Вертикальные элементы, фиксирующие между собой обе плиты н заливочную форму и жестко закрепленные в нижней плите, значительно упрощают сборку и р з бйрку устройства и практически исключают воэможнЬге загрязнения верхней плиты и заливочной формы при их совмещении с нижней плитой.
Таким образом, изобретение позволяет повысить качество изготовления маг-
нитопроводов и существенно упростить работу с ними.
Формула изобретения
Устройство для заливки магнитных головок, содержащее заливочную форму, выполненную с полостью для установки по- лусердечника и имеющую четыре канала, два из которых предназначены для расположения выводов обмотки, а два jipy- гих - для вывода избыточного компаунда, и расположенную между верхней с отверстием для введения заливочного материала и нижней плитами с вертикальными элементами их жесткой фиксашга, отличающееся тем, что, с целью повышения качества изоляционного покрытия обмотки и мест ее соединения с выводными проводниками, в заливочной форме выполнено углубление, расположенное под отверстием для введения заливочного материала и соединенное каналом с полостью, а в верхней плите со стороны плоскости, соприкасающейся с заливочной формой, выполнено расположенное над каналами для укладки вьтодов обмотки углубление с диаметром, большим расстояния .между внешними боковыми стен- ками каналов, в котором закреплен сменный прижим из упругого материала, выступающий над плоскостью плиты, соприкасающейся с заливочной формой, а вертикальные элементы, фиксирующие .между собой обе плиты и заливочную форму, жестко- закреплены в нижней плите.
Источники информации, принятые во внимание при экспертизе
1.Патент Франции № 2051332, кл. В 29 С 6/00, 02.О4.71.
2.Авторское свидетельство СССР №5.44995, кл. G 11 В 5/42, .08.12.75 (прототип).
Фиг.
ФигМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления магнитных головок | 1975 |
|
SU544995A1 |
| Устройство для изготовления однодорожечного модуля блока магнитных головок | 1980 |
|
SU1026159A1 |
| ТРАНСФОРМАТОР ТОКА С ЛИТОЙ ИЗОЛЯЦИЕЙ | 1992 |
|
RU2046425C1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1996 |
|
RU2108628C1 |
| КОНЦЕВАЯ ПЛИТА | 1998 |
|
RU2202848C2 |
| ЯЗЫЧКОВОЕ РЕЛЕ | 1969 |
|
SU235853A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| ВЫСОКОВОЛЬТНЫЙ ИМПУЛЬСНЫЙ ТРАНСФОРМАТОР | 1988 |
|
SU1840143A1 |
| СПОСОБ ПРИСОЕДИНЕНИЯ ВИБРАЦИОННОГО НАСОСА К ЭЛЕКТРИЧЕСКОМУ ПРОВОДУ И ВИБРАЦИОННЫЙ НАСОС (ВАРИАНТЫ) | 2015 |
|
RU2602647C1 |
| Устройство для сборки блоков магнитных головок | 1976 |
|
SU578654A1 |