1
Изобретение относится к области приборостроения, а именно к устройствам, с помощью которых можно осуществлять изготовление магнитных головок промыщленным путем.
Известен целый ряд устройств и способов, которые используются для сборки магнитных головок в условиях поточного производства, в связи с тем, что магнитных головок необходимо производить в несколько раз больше, чем аппаратов магнитной записи, практически в большинстве известных разработок одной из целью является автоматизация производства того или иного процесса изготовления головок.
К наиболее совершенным следует отнести процесс производства магнитной головки, где последняя выполнена с каркасом для намотки обмотки и с устройством фиксации сердечника.
Однако такую головку затруднительно применять в многодорожечном аппарате магнитиой записи (АМЗ), так как из-за большого расстояния между сердечниками снижается поперечная плотность записи информации.
Использование катушки с каркасом с применением ряда дополнительных технологических операций позволяет несколько повысить плотность расположения сердечников по ширине магнитной ленты, но применение ручного труда сводит предыдуи1,ую экономию времени
и материальных затрат к результатам изготовления головки чисто ручным способом.
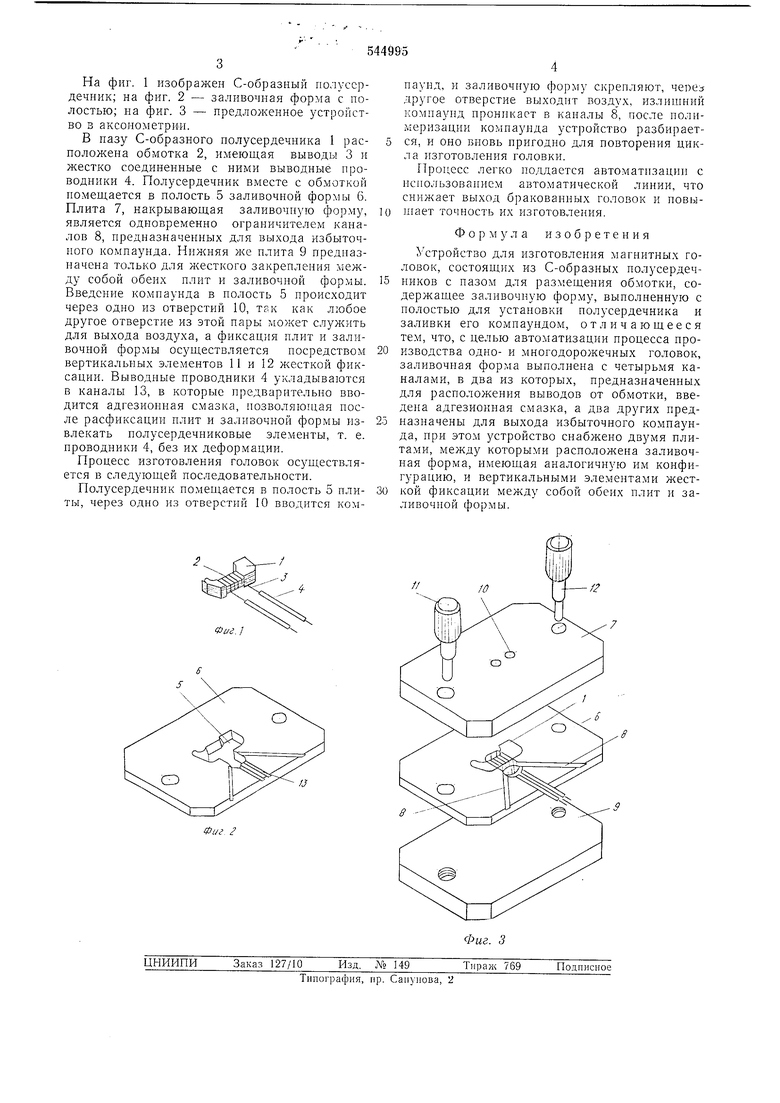
При использовании устройства, предназначенного для изготовления магнитных головок, состоящих из С-образных полусердечников с пазом для размещения обмотки, содержащего заливочную форму, выполненную с полостью для установки полусердечников и заливки их компаундом, повышается точность выставления рабочих зазоров и упрощается процесс изготовления нескольких идентичных головок.
Однако и это устройство, и способ изготовления головок, реализуемый с помощью его, не позволяют осуществить автоматизацию процесса производства однодорожечных и многодорол-сечных головок.
Целью изобретения является автоматизация процесса производства однодорожечных и многодорожечных магнитных головок.
Для этого заливочная форма выполняется с четырьмя каналами, в два из которых, предназначенных для расположения выводов от обмоток, введена адгезионная смазка, а два других предназначены для выхода избыточного компаунда, при этом устройство снабжается двумя плитами, между которыми располагается заливочная форма, имеющая аналогичную плитам конфигурацию, и вертикальными элементами фиксации между собой обеих плит и заливочной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления однодорожечного модуля блока магнитных головок | 1980 |
|
SU1026159A1 |
| Устройство для заливки магнитных головок | 1980 |
|
SU972573A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2046400C1 |
| Многодорожечный блок магнитных головок | 1980 |
|
SU949687A1 |
| Многодорожечный блок магнитных головок | 1974 |
|
SU506053A1 |
| Многодорожная магнитная головка | 1975 |
|
SU544994A1 |
| Многодорожечный блок стирающих магнитных головок и способ его изготовления | 1981 |
|
SU980140A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1996 |
|
RU2108628C1 |
| Многодорожечный блок магнитных головок | 1976 |
|
SU629551A1 |
