5
им
tm «
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Многодорожечный блок магнитных головок | 1980 |
|
SU949687A1 |
| Устройство для изготовления магнитных головок | 1975 |
|
SU544995A1 |
| Устройство для заливки магнитных головок | 1980 |
|
SU972573A1 |
| Устройство для заливки блока магнитных головок | 1982 |
|
SU1078462A1 |
| Устройство для заливки блока магнитных головок | 1984 |
|
SU1270790A1 |
| Многодорожечная стирающая магнитная головка | 1972 |
|
SU471604A1 |
| НАТЯЖНАЯ УСТАНОВКА ДЛЯ КАРКАСОВ ПРЕДВАРИТЕЛЬНО НАТЯГИВАЕМЫХ АРХИТЕКТУРНЫХ ЭЛЕМЕНТОВ | 2005 |
|
RU2365720C2 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Электрическая машина переменного тока | 1977 |
|
SU734854A1 |
| Устройство для сборки магнитных головок | 1987 |
|
SU1596384A1 |
:л
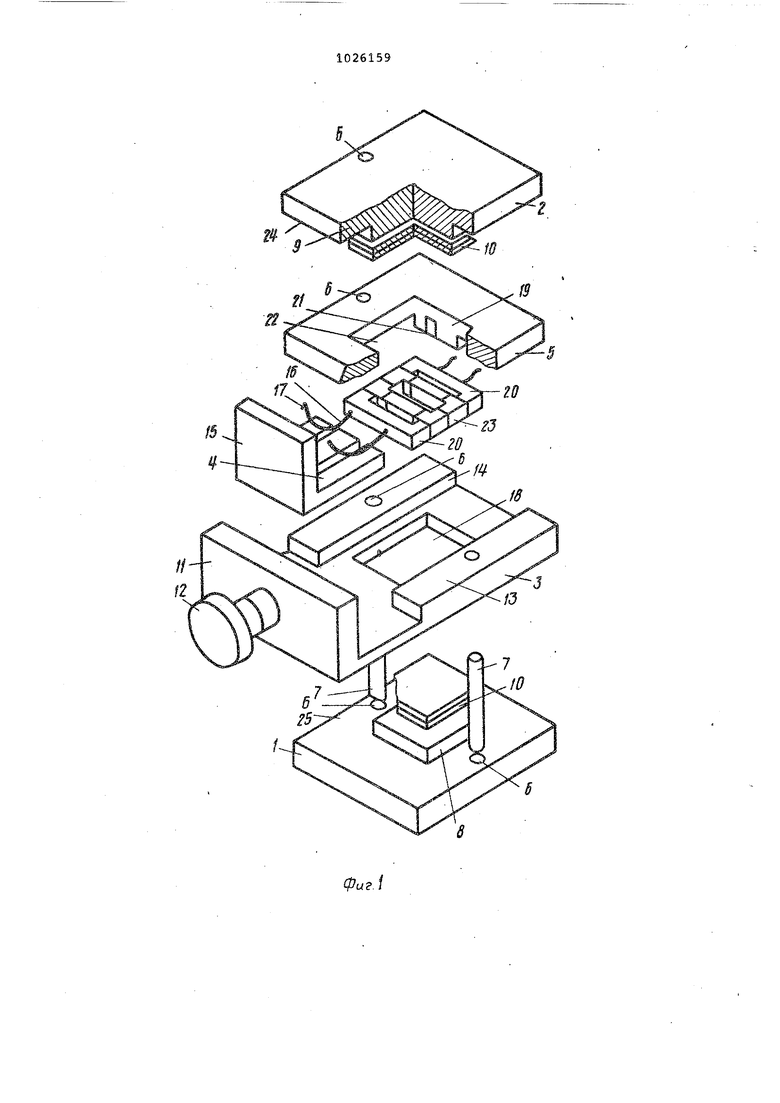
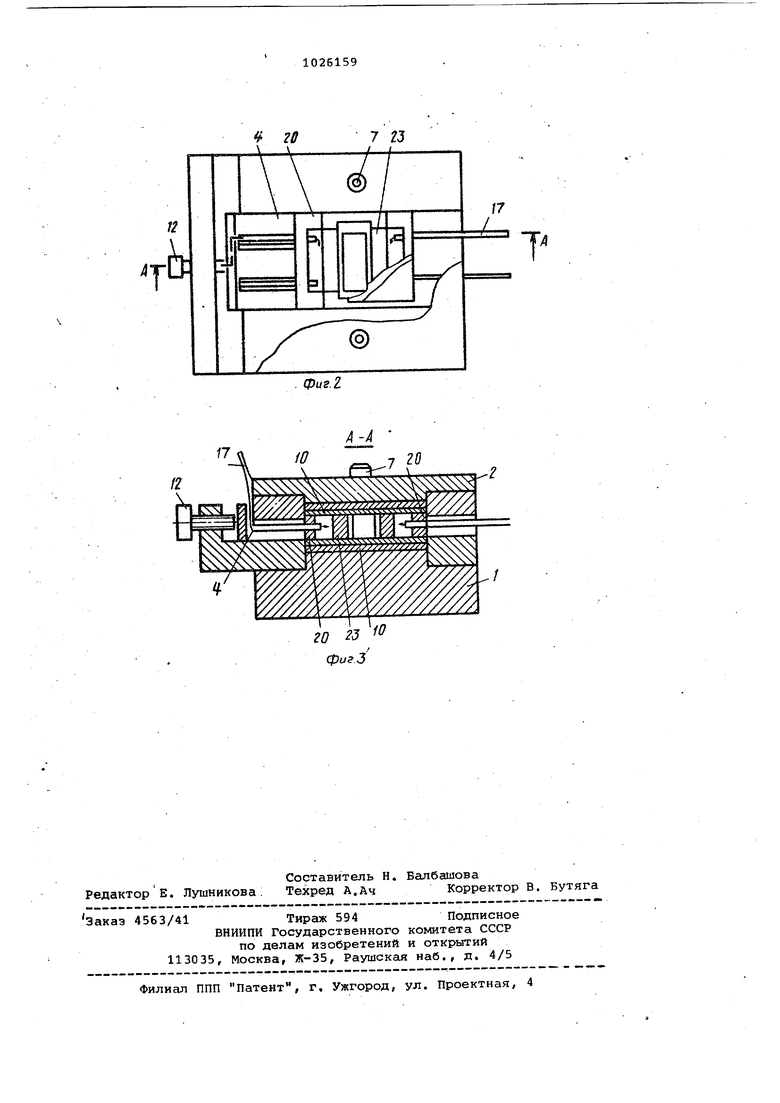
х Изобретение относится к прибЬростроению, а именно к устройствам с помощью которых можно осуществля изготовление магнитных головок про ьшшленным путем. Известно устройство Лля изготов ления магнитной головки обеспечивакйцее стыковку и соединение серде ников, которое содержит стержень с съемниглн -(ШайЗами, укрепленными на конце pfcpjara, выполненного с выступом, прижимаемым к одному из сер дечников. . Выступ размещен на рьгчаг с возможностью прижима сердечников поя действием сил тяжести съемньис шайб , Недостатками этого устройства являются сложность, низкая техноло гичность, ступенчатая регулировка усилия сжатия. Наиболее близким техническим решением к предлагаемому является устройство для изготовлений магнит ных головок, содержащее две плиты, между которыми расположена форма для заливки коьтаупком обмотки сер дечника, и вертикальные элементы фиксаций между собой обеих плит и заливочной форг« 1| 2}. . К недостаткам этого устройства относится то, что оно позволяет осу ществлять заливку обмотки одного сердечника, не обеспечивая состыковку двух сердечников и укрепление их в корпусе, т.е. не позволяет про изводить сборку однодорожечного модуля. Чтобы собрать модуль блока магнитных головок и обеспечить его згшанную толщину необходима достаточно сложная технологиясборки и его изготовления. Цель изобретения - упрощение тех нологии изготовления модуля. Поставленная цель достигается тем, что в устройстве для изготовления однодорожечного модуля блока магнитных головок, содержащем соединяемые между собой с помощью вертикальных элементов фиксации верхню и нижнюю плиты, между которыми размещена сборочно-заливочная форма, сборочно заливочная форма выполнена в виде рамки с упором и прорезями в нем для первых па проводов, основания с торцовым выступом, в кото ром размещен поджимной винт, и боко выми выступами с параллельными направляющими плоскостями, и расположенного между основанием и рамкой подвижного прижимного элемента с торцовыми выступами и прорезями для вторых пар проводов, причем в верхней и нижней плитахвыполнены выступы, а в центре основания и рамки - прямоугольные отверстия, соответствующие этим выступам. На фиг. 1 изображено устройство в разобранном виде, на фиГ, 2 - то же, общий вид; на фиг. 3 - разрез А-А на фиг. 2. Устройство для изготовления однодорожечного модуля содержит нижнкяо плиту 1, верхнюю плиту 2 н сборочно-заливочную форму, состоящую из основания 3, подвижного прижимного элемента 4 и рамки 5. Во всех элементах устройства, кроме подвижного прижимного элемента 4, имеются отверстия б, в которые проходят вертикальные элементы 7 фиксации. Нижняя 1 и верхняя 2 плиты снабжены выступами 8 и -9 заданой высоты, ДЛИНОЙ и шириной, равным длине и ширине корпуса 10 модуля. Основание 3 сборочно-заливочной формы содержит торцовой выступ И с поджимаквдимн винтами 12 , боковые выступы 13 со строго параллельными направляющими плоскостями 14, между которыми размещен подвижный прижимной элемент 4 с упором 15 и прорезями 16 для выводных проводов 17 мот дуля. Мелсду выступами 13 имеется прямоугольное отверстие 18, размеры которого соответствуют размерам выступов 8 и 9. Рамка 5с упором 19, служащим для упора поджимной вставки 20 и ймекедим прорези 21 для выходных проводов 17 модуля и пряьюугольным отверстием 22, аналогичным отверстию 18 основания 3. Однодорожечный модуль содержит два П-образных сердечника 23 с обмэтками в их углублениях, две П-образные поджимные немагнитные вставки 20 с выводными проводами 17 и корпус 10, которым являются межканальныа экраны, каждый экран состоит из двух пластин, магнитной и немагнитной причем немагнитная пластина располагается с внешней стороны модуля. Устройство для изготовления однодорожечного модуля используется следуквдим образом. Два сердечника 23 с обмотками, размещенными в их углублениях, поещают гежду выступами 13 основания 3 и по бокам от них укладывают две П-образные поджимные вставки 20 с пропущенными через их отверстия выводными проводами 17. Между выступами также помещают подвижный прижимной элемент 4 с упором 15, а провода 17 пропускают в его . прорези 16. Вставляют рамку 5, утапливая упор 19 между выступами 13 основания 3, и выводные провода 17 пропускают в прорези 21. в отверстие 6 сбоочно-заливочной формы вставляют вертикальные элементы фиксации 7. Завинчивая винт 12 в выступ 11 основан ния 3 толкают подвижный прижимной элемент 4, который поджимают одну из подвижных вставок 20 к сердечникам 23t При этом сердечники 23 ежимаются между собой, так как вторая поджимная вставка упирается в упор 19 рамки 5, В полостях между сердечниками 23 и вставками 20 соединяют провода 17 с концами обмоток сердечника 23.. Места соединений проводов покрывают электроизоляционным лаком На выступе 8 нижней плиты 1 закрепляют сверху компаундом корпус 10. Вертикальные элементы фиксации со сборочно-заливочной формой вставляют в отверстие 6 нижней плиты 1. Сборочнозаливочную форму опускают до прижатия сердечников 23 и вставок 20 к корпусу 10 При этом выступ 8 с КОРПУСОМ 10 проходит в отверстие 18 основания.3. Полости между двумя сердечниками 23j а также между сердечниками и поджимными вставками 20 заполняют компаундом. Через отверстие 18 рамки 5 пропускают корпус 10 .предварительно покрытый снизу компаундом и укла кйвают его на сердечники 23 и поджимные вставки 20. По вертикальным элементам 7 фикса;ции опускают верхнкзю плиту 2. Выступ 9 верхней плиты 2, проходя в отверстие 12. рамки 5, прижимает корпу 10 к сердечниками 23 и поджимным вставкам 20. На К1ялшку 2 помещают груз такой величины, чтобы поверхность 24 верхней плиты 2 прижалась к рамка 4, а поверхность 25 нижней плиты 1 к основанию 3. При полном сжатии устройства расстояние между выступгши 8 и 9 определяет толщину модуля. Лишний компаунд и воздух проходят через отверстия для выводных проводов 17 в поджимных
.вставках 20 Далее проводится полимеризация компаунда в модуле,при которой происходит скрепление всех его Элементов. после полимеризации компаунда устройство разбирается, вынимается готовый модуль, и оно вновь пригодно для повторения цикла изготовленных модулей
Устройство позволяет с необходимой точностью состыковывать элементы крдуля: два сердечника и две
поджимные вставки, .Для этого у основания имеются выступы со строго параллельными направляющими .плоскостями, между которыми размещен
5 подвижный прижимной элемент с упором и проре ями для выводных проводов модуля. Кроме того, у рамки имеется второй неподвижный упор. Устройство позволяет сделать
0 соединение проводов обмоток и выводных проводов модуля за счет того, что в собираемой первоначально сборочно-заливочной форме (в рамке и основании) имеются отверстия 22 позволяющие производить монтаж I .. ...
Известное устройство не может обеспечить монтаж внутри модуля (соединение проводов юбмоток и
0 выводных проводов кюдуля). В нем нет свободного доступа к обмоткам сердечников.
По сравнению с прототипом предлагаемое устройство обеспечивает
5 многократность его использования, возможность выполнения его многоместного варианта, получение готового модуля многодорожечной магнитной головки.
. фиг. I
17
7 23
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Устройство для изготовления магнитных головок | 1975 |
|
SU544995A1 |
