(54) РЕЗЬБОВОЙ ЦИЛИНДРИЧЕСКИЙ ШЕВЕР
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковый шевер | 1981 |
|
SU975267A1 |
| ШЕВЕР | 1973 |
|
SU405673A1 |
| Метчик | 1987 |
|
SU1516207A1 |
| Способ фланкирования режущего профиля зубцов нормальных зуборезных долбяков | 1952 |
|
SU117858A2 |
| ШЕВЕР ДЛЯ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 1970 |
|
SU272791A1 |
| Шевер | 1985 |
|
SU1324783A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1787076A3 |
| Устройство к зубошевинговальному станку | 1985 |
|
SU1331619A1 |
| Головка для образования наружныхРЕзьб | 1978 |
|
SU821003A1 |
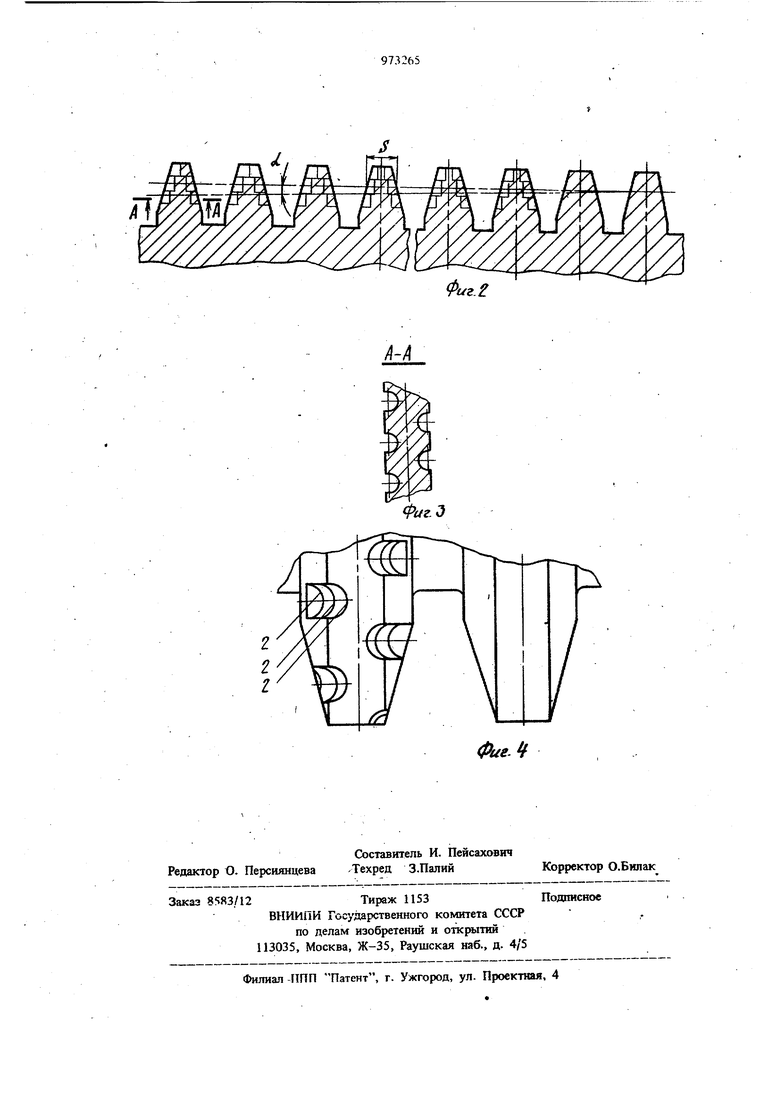
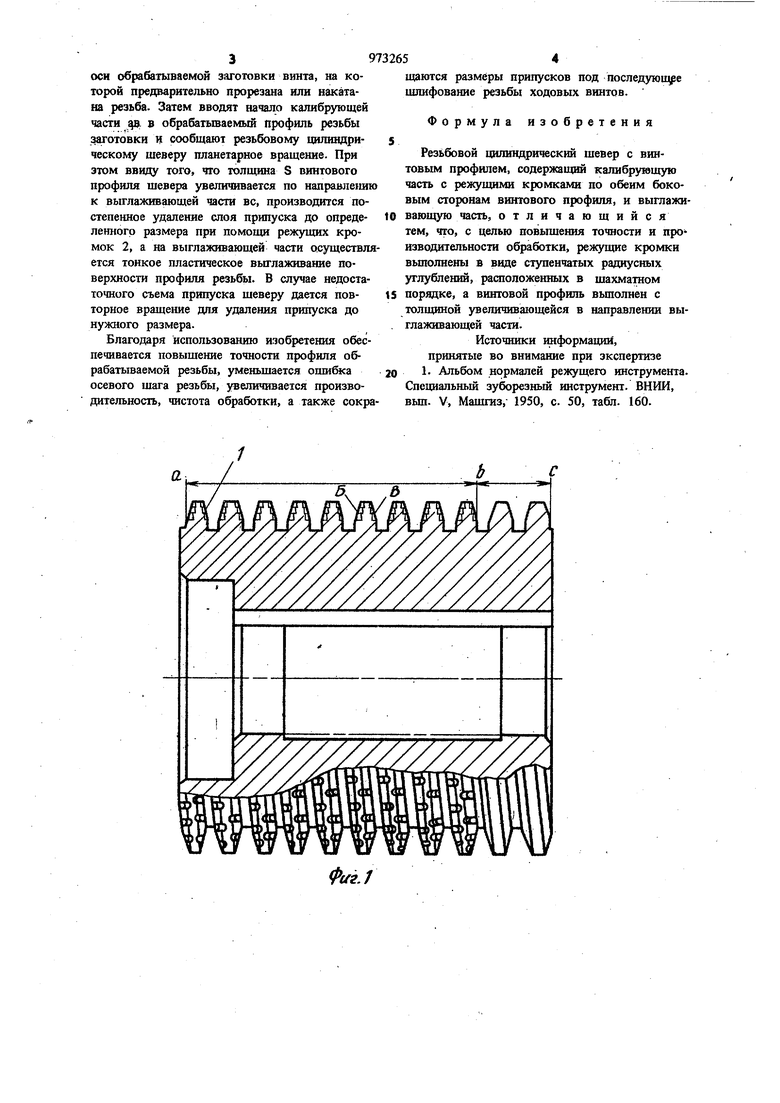
Изобретение относится к металлообработке, а именно к обработке резьбовых поверхностей способом планетарного вращения инструмента. Известен резьбовой цилиндрический шевер с винтовым профилем, содержащий .калибрующую часть, снабженную режущими кромками по обеим сторонам профиля, и выглажи вающую часть 1. Недостаток известного инструмента заключается в том, что в случае отделки резьбовых поверхностей он не обеспечивает высокой точности и чистоты обработки при планетарном его вращении. Целью изобретения является повыщение точности и производительности обработки. Поставленная цель достигается тем, что. режущие кром1си вьшолнены в виде ступенчаты радиусных углублений, расположенных в шахматном порядке, а винтовой профиль выполнен с толи 1иной, увеличивающейся в направяешт выглаживающей части. На фиг. 1 изображен резьбовой цилшщриче кий шевер в разрезе; на фиг. 2 - профиль резьбовой поверхности в осевом сечении; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - витки калибрующей и выглаживающей частей. Резьбовой цил}шдрический нювер содсрлаи нарушгую поверхность с втштовым профилем 1, включающую калибрующую ав и выглаживающую вс части. Обе боковые стороны Б и В В1ШТОВОГО профшш 1 калибрующей части ав снабжены режущими кромками 2 в виде ступенчатых радиусных углублений, расположенных в шахматном порядке. Витки выглаживающей части имеют гладкую поверхность и служат для вьшолнения тонкого пластического вьи-лаживания. Средний диаметр профиля резьбовой поверхности вьшолнен конусным с углом конуса «. Толщина винтового профиля S увеличивается в направлении выглаживающей части вс. Резьбовой цилиндрический щевер работает следующим образом. Шевер закрепляют на оправке по внутреннему базовому отверстию, так чю оно устанавливается эксцентрично но отнопгегшю к
оси обрабатываемой заготовки винта, на которой предварительно прорезана или накатана резьба. Затем вводят начало калибрующей части р. в обрабатьшаемый профиль резьбы залготовки и сообщают резьбовому цилиндрическому шеверу планетарное вращение. При этом ввиду того, что толщина S винтового профиля щевера увеличивается по напраш1е}шю к выглаживающей части вс, производится постепенное удаление слоя припуска до определенного размера при помощи режущих кромок 2, а на выглаживающей части осуществляется тонкое пластическое вьплаживание поверхности профиля резьбы. В случае недостаточного съема припуска щеверу дается повторное враще1ше дпя удаления припуска до нужного размера.
Благодаря использованию изобретения обеспечивается повыщение точности профиля обрабатываемой резьбы, уменьщается ошибка осевого щага резьбы, увеличивается производительность, чистота обработки, а также сокращаются размеры припусков под последуюи ре шлифование резьбы ходовых винтов.
Формула изобретения
Резьбовой цилиндрический шевер с винтовым профилем, содержащий калибрующую часть с режущими кромками по обеим боковым сторонам винтового профиля, и выглаживающую часть, отличающийся тем, что, с целью повыщения точности и про изводительности обработки, режущие кромки вьшолиены в виде ступенчатых радиусных углублений, расположенных в шахматном порядке, а винтовой профиль вьшолнен с
толщиной увеличивающейся в направлении выглаживающей части.
Источники информация, принятые во внимание при зкспертизе Ь Альбом нормалей режущего инструмента. Специальный зуборезный инструмент. ВНИИ, вьш. V, Мащгиз, 1950, с. 50, табл. 160.
Фиг.1
Фиг. Ч
