В ОСНОВНОМ авт. св. № 79875 описан способ фланкирования режущего профиля зубцов нормальных зуборезных долбяков, особенностью которого является вьшолнение заточки передней грани зубчатого венца долбяка по криволинейной кольцевой новерхности, имеющей в радиальных сечениях дугу окружности. Такая заточка обеспечивает неравномерное смещение точек режущего профиля зубцов от торцовой плоскости долбяка, вызывающее спрямление эвольвентного профиля режущей кромки зубцов.
Предлагаемый способ является дальнейшим развитием способа, описанного в основном авт. св. 79875. Развитие это заключается в том, что способ применен, во-первых, для фланкирования нормальных червячных фрез с образованием боковых кромок зубцов фрезы криволинейными по эллипсу путем заточки передней грани зубчатого венца фрезы по криволинейной новерхности; и, во-вторых, к другим зуборезным инструментам (гребенка, фреза), выпоотняющим заточку по криволинейной поверхности с отступлением от передней кромки зубца для образования у последней фаски.
Такое осуществление способа обеспечивает припуск под щевер на боковых сторонах зубьев обрабатываемых колес с образованием у основания зубцов канавки для выхода головки щевера.
По описываемому способу для фланкирования профиля зубцов нормальных червячных фрез заточка передней грани зубцов производится по криволинейной поверхности (выкружка). При такой заточке боковые кромки зубцов фрезы оказываются вогнутыми, составляя часть эллипса. Радиус выкружки выбирается таких размеров, чтобы на активном участке профиля зубца отклонения у боковой кромки от прямоли№ 117858
нейности не превышали определенных допускаемых величин, а на участках профиля со стороны ножки и головки зубца в то же время отклонения должны получаться таких размеров, которые были бы достаточны для образования фланца на зубьях колеса.
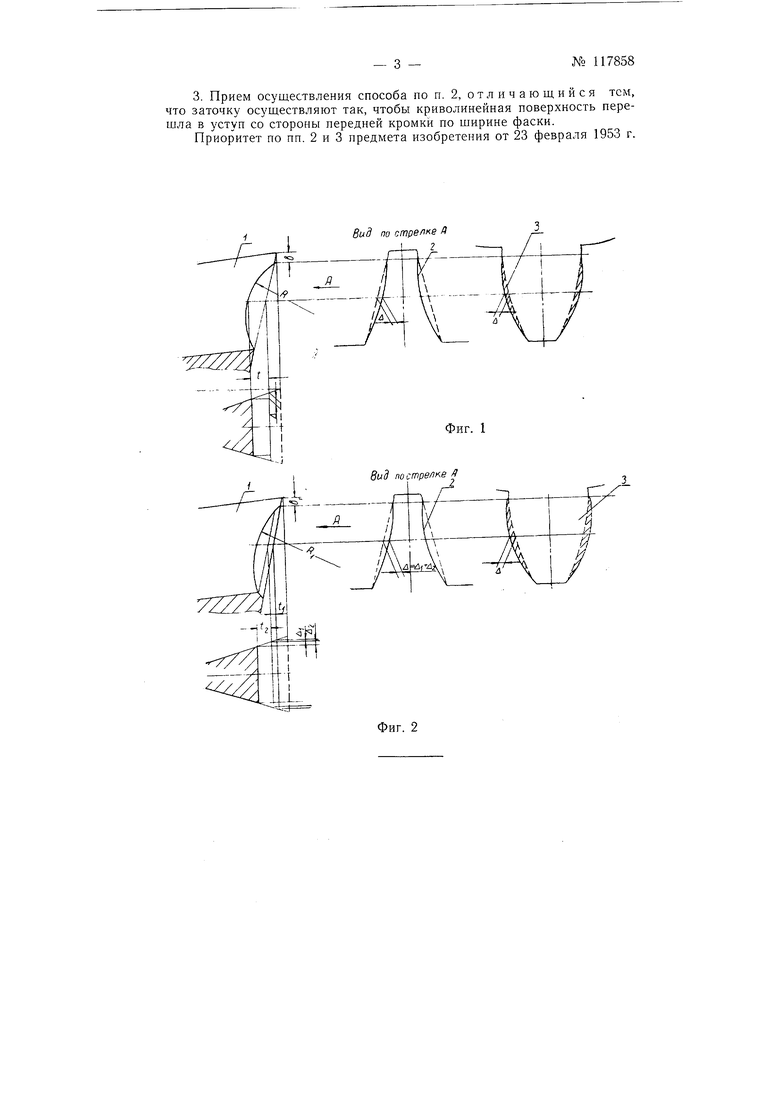
Для получения припуска под шевер на боковых сторонах зубьев колеса заточка нормального зуборезного инструмента (гребенка, фреза, долбяк) с эвольвентным профилем производится по одному из следующих двух приемов осуществления способа по основному авторскому свидетельству, показанных на фиг. 1 и 2.
Первый прием (фиг. 1). Передняя грань зубца инструмента / затачивается по криволинейной поверхности (выкружка) радиуса R.
Стрела t выкружки должна быть такой, чтобы величина вогнутости боковой кромки 2 получилась в соответствии с требуемым припуском Д под щевер на зубце колеса 3. Выкружка на зубце инструмента / начинается с некоторым отступлением в от передней кромки, в результате чего у этой кромки получается фаска высотой в. Фаска служит для упрочнения передней кромки инструмента, а также для получения канавки у основания зубца колеса 3.
После заточки профиль зубца инструмента (для простоты рассматриваем рейку) получается прямолинейным на высоте в фаски и вогнутым на всей остальной высоте. Зуб заготовки колеса 3, обработанный инструментом, заточенным таким образом, получает выпуклую форму с канавкой у основания зуба, служащей для выхода головки щевера в процессе обработки колеса.
Второй прием (фиг. 2). Способ заточки отличается от первого тем, что на передней грани сначала создается уступ в соответствии с высотой в фаски и с глубиною ti. После этого выполняется выкружка с радиусом RI и со стрелкой tz. Эта выкружка начинается от уступа. Глубина /1 уступа и высота стрелы 4 выбирается таких размеров, чтобы обеспечить необходимый припуск под щевер при обработке колеса, а также иметь необходимую глубину канавки у основания зуба заготовки колеса для свободного выхода головки щевера.
Зуб заготовки колеса 3, обработанный инструментом, заточенным по второму приему, получит также выпуклую форму, как и при заточке по первому приему. Но во втором случае глубина выкружки инструмента может быть уменьщена, так как часть припуска будет осуществляться за счет уступа у передней кромки.
Предмет изобретения
1.Прием осуществления способа фланкирования режущего профиля зубцов нормальных зуборезных долбяков по авт. св. № 79875 применительно к нормальным червячным фрезам, отличающийся тем, что заточку передней грани зубчатого венца фрезы выполняют по криволинейной поверхности так, чтобы боковые кромки зубьев фрезы оказались вогнутыми по эллипсу.
2.Прием осуществления способа по авт. св. № 79875 применительно также к другим зуборезным инструментам (гребенка, фреза), отличающийся тем, что заточку по криволинейной поверхности выполняют с отступлением от передней кромки зубца для образования у последней фаски, с целью обеспечения припуска под шевер на боковых сторонах зубьев обрабатываемых колес с образованием у основания зубьев канавки для выхода головки щевера.
3. Прием осуществления способа по п. 2, отличающийся тем, что заточку осуществляют так, чтобы криволинейная поверхность перещла в уступ со стороны передней кромки по щирине фаски.
Приоритет по пп. 2 и 3 предмета изобретения от 23 февраля 1953 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФЛАНКИРОВАНИЯ РЕЖУЩЕГО ПРОФИЛЯ ЗУБЦОВ НОРМАЛЬНЫХ ЗУБОРЕЗНЫХ ДОЛБЯКОВ | 1949 |
|
SU79875A1 |
| Зуборезный инструмент, в частности долбяк, для предварительного нарезания шестерен методом обкатки | 1947 |
|
SU78762A1 |
| СПОСОБ ФЛАНКИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2000 |
|
RU2183537C2 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
| ЗУБОРЕЗНАЯ ГРЕБЕНКА | 1992 |
|
RU2026163C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| СПОСОБ ДОЛБЛЕНИЯ И ДОЛБЯК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385786C1 |
| СПОСОБ УПРОЧНЕНИЯ ОСЕВОГО ИНСТРУМЕНТА | 2010 |
|
RU2486038C2 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| Дисковый шевер | 1981 |
|
SU975267A1 |